Изобретение относится к области обработки металлов давлением и может быть использовано в конструкциях штампов для пакетного прессования тонкостенных деталей типа втулок, шайб и т.п. из порошковых материалов.
Известна пресс-форма для пакетного прессования шайб из порошковых материалов. При этом пресс-форма содержит эластичную матрицу с кольцевыми выемками, стержень, эластичный вкладыш, разделительные шайбы и др. конструктивные элементы, имеющиеся в предлагаемом штампе.
Однако пресс-форма при прессовании не может обеспечить равномерную и заданную плотность прессуемого материала по толщине заготовки в радиальном направлении. Кроме того, наличие в конструкции пресс-формы стержня неизбежно снижает (при заданных размерах прессуемого изделия) прочность пуансона за счет необходимости изготавливать его в форме трубчатого поперечного сечения.
Целью изобретения является обеспечение повышенных качеств, технологичности изготовления и надежности при эксплуатации изделий при сохранении высокой производительности за счет их пакетного прессования.
Цель достигается тем, что штамп для прессования тонкостенных деталей типа втулок из порошковых материалов содержит матрицу, стержень, пуансон и разделительные шайбы, предназначенные для пакетного оформления по высоте полостей для засыпки дозированных порций порошка, а в основании стержня расположен упругий элемент. Это позволяет применить пуансон повышенной прочности сплошного поперечного сечения и осуществить прессование деталей в замкнутом объеме с заданной плотностью и точностью.
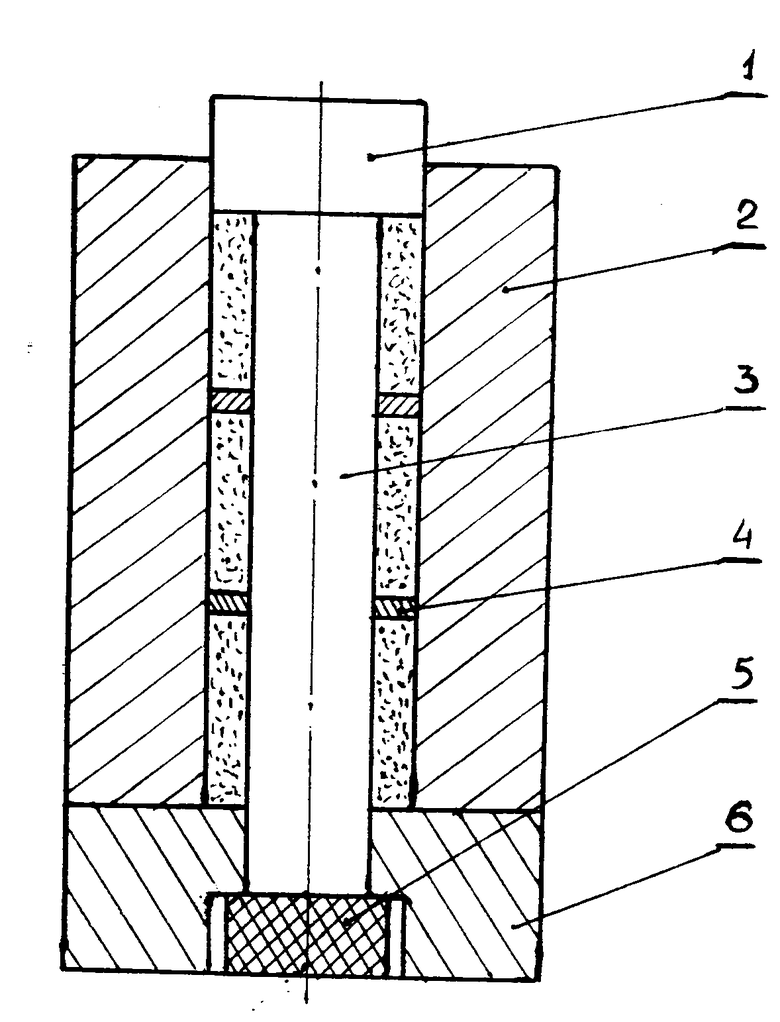
На чертеже изображен штамп для прессования тонкостенных деталей типа втулок.
Штамп включает пуансон 1, матрицу 2, подвижный стержень 3, разделительные шайбы 4, упругий элемент 5 и основание 6.
При необходимости для повышения прочности матрица 1 может быть выполнена в виде скрепленного цилиндра.
Штамп работает следующим образом.
В рабочую полость матрицы 2 устанавливается подвижный в осевом направлении (за счет установки упругого элемента 5) стержень 3. В образованную подвижным стержнем 3 и внутренней поверхностью матрицы 2 полость засыпается дозированная порция порошкового материала, затем устанавливается разделительная шайба 4. Процесс сборки пакета повторяется до необходимого количества прессуемых одновременно втулок и заканчивается установкой пуансона 1.
Усилие, необходимое для получения заготовок заданной плотности, передается пуансоном 1 на собранный пакет и подвижный стержень 3, который в процессе прессования перемещается в осевом направлении за счет наличия упругого элемента 5 (например, пружина, эластичный материал и т.п.). После снятия осевого усилия пуансон 2 и подвижный стержень 3 возвращаются в исходное положение и пакет со спрессованными деталями извлекается на разборку. Съемное основание 6 штампа обеспечивает технологичность выпрессовки пакета заготовок. Далее процесс повторяется.
Матрица с подвижным стержнем создает равномерное радиальное давление прессования по толщине поперечного сечения пакета и обеспечивает стабильные геометрические размеры прессуемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для пакетного прессования шайб из порошковых материалов | 1987 |
|
SU1540939A1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Устройство для прессования изделий | 1976 |
|
SU604627A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЕТАЛЕЙ С ОТВЕРСТИЕМ НАЛОЖЕНИЕМ ВИБРАЦИИ СТЕРЖНЯ | 1998 |
|
RU2173237C2 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
Сущностью изобретения является штамп для прессования тонкостенных деталей типа втулок из порошковых материалов, в котором усилие, необходимое для получения заготовок заданной плотности, передается пуансоном на собранный пакет, имеющий разделительные шайбы и подвижный стержень, который в процессе прессования перемещается в осевом направлении за счет наличия упругого элемента, размещенного в основании с полостью ступенчатой формы. элемент размещен в полости основания, имеющей больший диаметр. Стержень установлен на упругий элемент. Матрица с подвижным стержнем создает равномерное давление прессования по толщине поперечного сечения пакета и обеспечивает стабильные геометрические размеры прессуемых изделий. 1 ил.
ШТАМП ДЛЯ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ТИПА ВТУЛОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ, содержащий матрицу, стержень, пуансон и разделительные шайбы, отличающийся тем, что он снабжен основанием с полостью ступенчатой формы и упругим элементом, размещенным в полости основания, имеющей больший диаметр, а стержень установлен на упругий элемент.
| Пресс-форма для пакетного прессования шайб из порошковых материалов | 1987 |
|
SU1540939A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
