Изобретение относится к оборудованию для переработки пластмасс в изделия, и в частности к линиям для ротационного формования полых замкнутых бесшовных изделий из пластмасс.
Цель изобретения - повышение производительности.
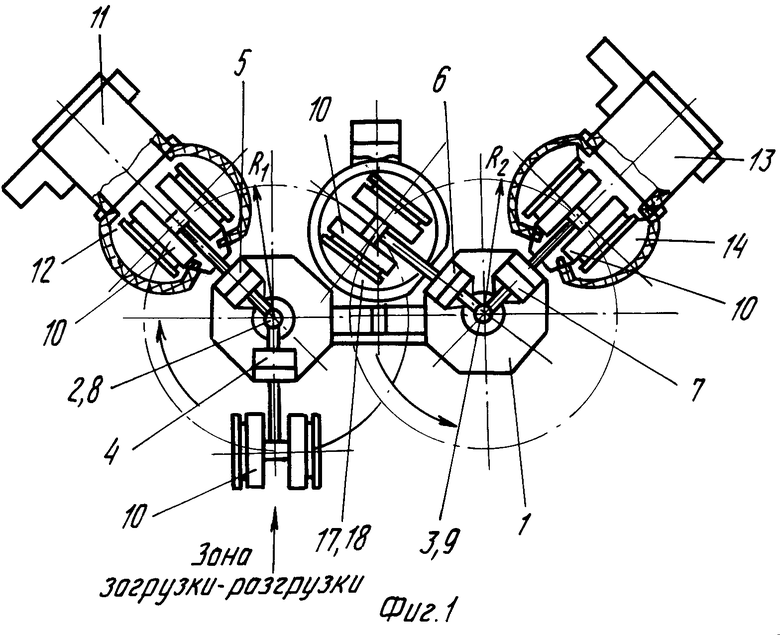
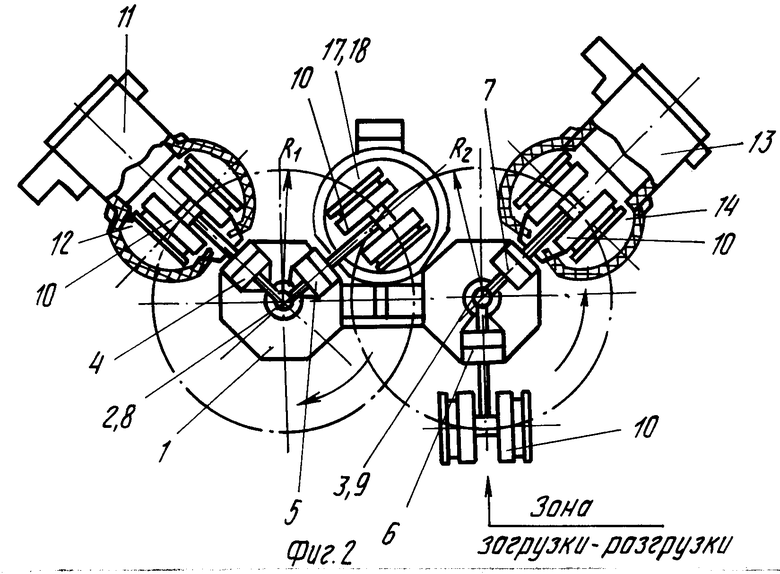
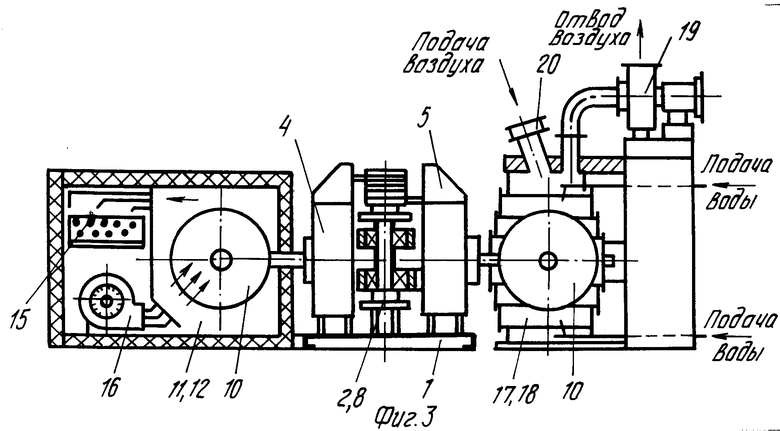
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 изображена линия ротационного формования пластизолевых изделий в плане, положение позиции загрузки, разгрузки, левое; на фиг.2 - то же, положение позиции загрузки-разгрузки, правое; на фиг.3 - продольный разрез линии.
Линия ротационного формования пластмассовых изделий состоит (см.фиг.1 и 2) из станины 1, закрепленных на ней двух осевых неподвижных опор 2 и 3, на каждой из которых независимо друг от друга с возможностью свободного поворота вокруг оси опоры установлено по два ротационных механизма 4, 5 и 6, 7 соответственно, представляющих собой два держателя 8 и 9 кассет 10 и пульта управления (на чертежах не показан). Перемещение ротационных механизмов 4, 5 и 6, 7 осуществляется посредством привода постоянного тока (на чертежах не показан) при помощи щеточного поворотного узла подвода электроэнергии. Ротационные механизмы 4 и 5, установленные на опоре 2, перемещаются по часовой стрелке, а ротационные механизмы 6 и 7, смонтированные на опоре 3, против часовой стрелки. У опоры 2 на пути перемещения кассет 10 ротационных механизмов 4, 5 расположен механизм термической обработки 11 с печью нагрева 12, а у опоры 3 на пути перемещения кассет 10 ротационных механизмов 6, 7 - механизм термической обработки 13 с печью нагрева 14. В каждом механизме термической обработки 11 и 13 (см.фиг.3) установлено по одному электрическому калориферу 15 и центробежному вентилятору высокого давления 16. На пересечении радиусов поворота осей вращения кассет 10 опор 2 и 3 - R1 и R2 соответственно, размещен механизм охлаждения 17 с холодильной камерой 18. В механизме охлаждения 17 установлен центробежный вытяжной вентилятор 19 и осевой напорный вентилятор 20.
Линия работает следующим образом.
Печи 12 и 14 включаются в режим нагрева. На пульте управления (на чертежах не показан) устанавливается цикл работы в заданном режиме. Кассеты 10, находящиеся в зоне загрузки-разгрузки заправляются пластмассой, в частности пластизолем (см.фиг.1). После нагрева печей 12 и 14 до заданной температуры включается автоматический режим работы. При этом открываются печь 12 и холодильная камера 18. Ротационный механизм 4 опоры 2 с загруженной кассетой 10 подается в печь 12. Из холодильной камеры 18 (см.фиг.2) в зону загрузки-разгрузки перемещается ротационный механизм 6 опоры 3, а в холодильную камеру 18 подается кассета 10 ротационным механизмом 5 опоры 2. После проведенной таким образом смены позиции закрываются печь 12 и холодильная камера 18. Реле времени (на чертежах не показано) начинает отсчет рабочего цикла. Ротационные механизмы 4 и 5, находящиеся в печи 12 и в холодильной камере 18 соответственно, вращают кассеты 10 в двух плоскостях со скоростями, установленными на пультах управления этих ротационных механизмов. В холодильной камере 18 на вращающуюся кассету 10 подается вода (см. фиг. 3). Образующийся пар удаляется вытяжным вентилятором 19. Время подачи воды задается реле времени (на чертежах не показано). После отключения воды включается напорный вентилятор 20, который завершает охлаждение кассеты 10 воздухом и одновременно сушит ее. Время охлаждения воздухом также задается реле времени, после чего вентиляторы 19 и 20 отключаются. Охлажденная кассета 10 готова к подаче в позицию загрузки-разгрузки.
Через половину цикла работы печи 12 реле времени дает команду на очередную смену позиции. Открываются печь 14 и холодильная камера 18. Ротационный механизм 5 опоры 2 из холодильной камеры 18 поступает в позицию загрузки-разгрузки, а ротационный механизм 7 опоры 3 перемещается из печи 14 в холодильную камеру 18 и ротационный механизм 6 этой же опоры с загруженной кассетой 10 из позиции загрузки-разгрузки - в печь 14. Закрываются печь 14 и холодильная камера 18. Ротационные механизмы 4, 6 и 7 вращают кассеты 10 в печах 12 и 14 и холодильной камере 18 соответственно. Начинается цикл нагрева и охлаждения. Каждую половину цикла нагрева поочередно из печей 12 и 14 происходит смена позиций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ РОТАЦИОННОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2226464C2 |
| Устройство для ротационного формования изделий из полимерных материалов | 1990 |
|
SU1796474A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Вакуумная проходная электропечь | 1981 |
|
SU1008597A1 |
| Машина для ротационного формования изделий из пластмасс | 1988 |
|
SU1502373A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1606253A1 |
Изобретение относится к оборудованию для переработки пластмасс в изделия, в частности к линиям для ротационного формования полых замкнутых бесшовных изделий из пластмасс. Цель изобретения - повышение производительности. Для этого линия ротационного формования пластмассовых изделий снабжена вторым механизмом термической обработки с печью нагрева, установленным таким образом, что механизм охлаждения размещен между механизмами термической обработки, а на каждой осевой опоре расположен дополнительный ротационный механизм, при этом ротационные механизмы на одной осевой опоре установлены с возможностью независимого друг от друга вращения, а на разных осевых опорах - с возможностью вращения во встречном направлении, причем точка пересечения радиусов встречного вращения кассет находится в центре холодильной камеры. 3 ил.
ЛИНИЯ ДЛЯ РОТАЦИОННОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, содержащая механизм термической обработки с печью нагрева, механизм охлаждения с холодильной камерой, два держателя кассет, каждый из которых выполнен в виде ротационного механизма на осевой опоре на станине и средств управления, отличающаяся тем, что, с целью повышения производительности, она снабжена вторым механизмом термической обработки с печью нагрева, установленным так, что механизм охлаждения размещен между механизмами термической обработки, а на каждой осевой опоре расположен дополнительный ротационный механизм, при этом ротационные механизмы на одной осевой опоре установлены с возможностью независимого друг от друга вращения, а на разных осевых опорах - с возможностью вращения во встречном направлении, причем точка пересечения радиусов встречного вращения кассет находится в центре холодильной камеры.
| Патент США N 4629409, кл | |||
| Солесос | 1922 |
|
SU29A1 |
