Изобретение относится к обработке металлов давлением, в частности к оборудованию кузнечно-прессовых цехов, и мозкет найти применение в машиностроительной, металлургической промышленности к Е ряде других областей народного хозяйства.
Цель изобретения снижение энергоемкости, упрощение конструкции линии повышение производительности и качества продукции.
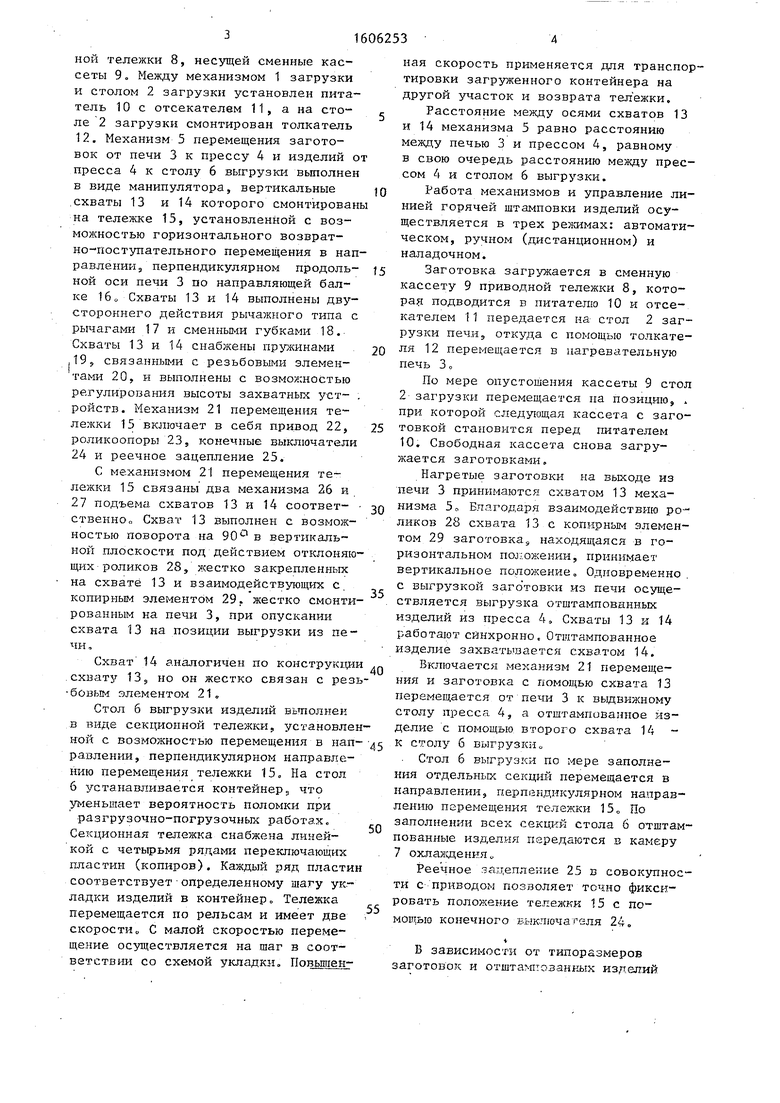
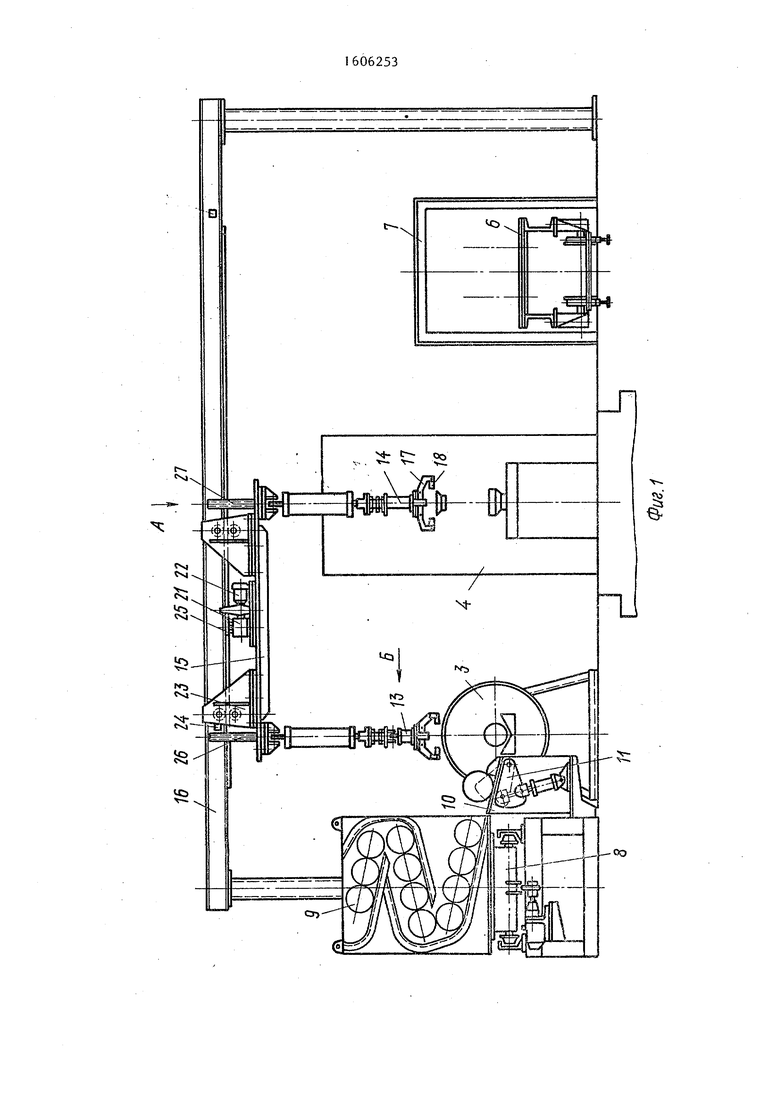
На фиг о 1 дано схематическое изображение линии; на фиг о 2 - вид А на фкг о 1; на фиг о 3 - вид Б ка фиг,1
(схематичное изображение взаимодействия схвата с копирным элементом).
Линия горячей штамповки изделий содер;кит установленные в технологической последовательности механизм ; загрузки печи, стол 2 загрузки печи, нагревательную печь 3, пресс 4 с выдвижным столом (не показан), механизм 5 перемещения заготовок от печи к прессу и изделий от пресса к столу 6 выгрузки, камеру 7 охлаждения.
Механизм 1 загрузки печи выполнен в виде установленной с возможностью горизонтального перемещения приводной тележки 8, несущей сменные кассеты 9 Между механизмом 1 загрузки и столом 2 загрузки установлен питатель 10 с отсекателем 11, а на столе 2 загрузки смонтирован толкатель 12. Механизм 5 перемещения заготовок от печи 3 к прессу 4 и изделий о пресса 4 к столу 6 выгрузки выполнен в виде манипулятора, вертикальные .схваты 13 и 14 которого смонтирован на тележке 15, установленной с воз- молшостью горизонтального возвратно-поступательного перемещения в направлении , перпендикулярном продольной оси печи 3 по направляющей балке 16,, Схваты 13 и 14 выполнены двустороннего действия рычажного типа с рычагами 17 и сменньпу1И губками 18. Схваты 13 и 14 снабжены пружинами ,19j связанными с резьбовыми элементами 20, и выполнены с возможностью регулирования высоты захватных уст- . ройств. Механизм 21 перемещения те- 15 включает в себя привод 22, роликоопоры 23, конечные выключатели 24 и реечное зацепление 25.
С механизмом 21 перемещения тележки 15 связаны два механизма 26 и 27 подъема схватов 13 и 14 соответ- ственноо Схват 13 выполнен с возможностью поворота на 90 в вертикальной плоскости под действием отклоняющих роликов 28, жестко закрепленных на схватё 13 и взаимодействующих с. копирным элементом 29. жестко смонтированным на печи 3, при опускании схвата 13 на позиции выгрузки из печи,
Схват 14 аналогичен по конструкции схвату 13, но он жестко связан с резь бовым элементом 21„
Стол 6 выгрузки изделий вьшолнен в виде секционной тележки, установлен ной с возможностью перемещения в направлении, перпендикулярном направлению перемещения тележки 15, На стол 6 устанавливается контейнерэ что уменьшает вероятность поломки при разгрузочно-погрузочных работах. Секционная тележка снабжена линейкой с четырьмя рядами переключающих пластин (копиров). Каждый ряд пластин соответствует-определенному шагу ук.- ладки изделий в контейнер Тележка перемещается по рельсам и имеет две скорости С малой скоростью перемещение осуществляется на шаг в соответствии со схемой укладки о Повьштен
10
15
0
5
0
5
0
5
0
5
ная скорость применяется для транспортировки загруженного контейнера на другой участок и возврата тел ежки.
Расстояние между осями схватов 13 н 14 механизма 5 равно расстоянию между печью 3 и прессом 4, равному в свою очередь расстоянию между прессом 4 и столом 6 выгрузки.
Работа механизмов и управление линией горячей штамповки изделий осуществляется в трех режимах: автоматическом, ручном (дистанционном) и наладочном.
Заготовка загружается в сменную кассету 9 приводной тележки 8, кото- раз подводится в питателю 10 и отсекателем 11 передается на стол 2 загрузки печи, откуда с помощью толкателя 12 перемещается в нагревательную печь 3„
По мере опустошения кассеты 9 стол 2 загрузки перемещается па позицию, . при которой следующая кассета с заготовкой становится перед питателем 10. Свободная кассета снова загружается заготовками.
Нагретые заготовки на вькоде из печи 3 принимаются схватом 13 механизма 5 о Благодаря взаимодействию роликов 28 схвата 13 с копирньм элементом 29 заготовка находящаяся в горизонтальном положении, принимает вертикальное положение. Одновременно с выгрузкой заго товки из печи осуществляется выгрузка отштампованных изделий из пресса 4. Схваты 13 к 14 работают синхронно. Отштампованное изделие захватывается схватом 14.
Включается механизм 21 перемещения и заготовка с помощью схвата 13 перемещается от печи 3 к выдвижному столу пресса 4, а отштампованное изделие с помощью второго схвата 14 - к столу б выгрузки о . Стол б выгрузки по мере заполнения отдельньгх секций перемещается в направлении, перпендикулярном направлению перемещения тележки 15о По заполнении всех секций стола 6 отштампованные изделия передаются в камеру 7 охлаясдения „
Рее чное зацепление 25 в совокупности с приводом позволяет точно фиксировать положение тележкк 15 с помощью конечного Е.ь ключагйля 24 „
4
Б зависимости от типоразмеров заготовок и отшта п1озан1шк изделий
предусмотрено регулирование высоты схватов 13 и 14.
Точность позиционирования схва - тов 13 и 14 тележки 15 обеспечивается благодаря тому, что расстояния между ними, а также расстояния м ёжду печью 3 и прессом 4, прессом 4 и столом 6 выгрузки равны. Формула изобретения
Автоматическая линия горячей штамповки, содержащая установленные в технологической последовательности нагревательнзгю печь с механизмом разгрузки и загрузочным столом, пресс, связанньш с нагревательной печью механизмом перемещения заготовок от печи к прессу, стол выгрузки изделий, связанный с прессом механизмом перемещения изделий, а также камеру охлаждения изделий, отличающаяся тем, что, с целью повышения производительности и качества изделий, упрощения конструкции и снижения энергоемкости, механизм загрузки печи выполнен в виде установленной с возможностью перемещения вдоль продольной оси печи приводной тележки со сменными кассетами под заготовки, смонтированных межДу тележкой и столом загрузки питателя с отсекателем, а также размещенного на входе печи толкателя заготовок на позицию нагрева, механиз
6062536
мы перемещения заготовок от печи к прессу и от пресса к столу выгрузки изделий выполнены в виде двух верти- кально расположенных рычажных схватов, смонтированных посредством резьбовых элементов с возможностью регулировочного вертикального перемещения на общей тележке, установ 0 ленной с возможностью возвратно-поступательного перемещения на горизон-,; тальных,неподвижных направляюпщх перпендикулярно продольной оси нагревательной печи, а также установленно15 го неподвижно на печи копирного элемента, схват механизма перемещения заготовок- от печи к прессу связан с резьбовым элементом посредством шарнира с возможностью поворота в вер20 тикапьной плоскости, проходящей через продольную ось печи и взаимодействия е указанным копирным элементом, схват механизма перемещения изделий от пресса к столу выгрузки жестко
25 связан с резьбовым элементом, стол выгрузки выполнен в виде тележки с секциями, установленной с возможностью горизонтального перемещения в направлении, перпендикулярном направ30 пению перемещения упомянутой общей тележки мри этом расстояние между вертикальными осями схватов равно расстоянию между осями нагревательной печи, пресса и стола выгрузки.
Buff Б

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |

Изобретение относится к обработке металлов давлением, в частности к оборудованию кузнечно-прессовых цехов, и может быть использовано в машиностроительной, металлургической промышленности и в ряде других областей народного хозяйства. Цель изобретения - снижение энергоемкости, упрощение конструкции линии, повышение производительности и качества продукции. Линия содержит нагревательную печь, пресс, стол выгрузки изделий и камеру охлаждения. Заготовки загружаются в печь механизмом в виде приводной тележки с кассетами, установленных между тележкой и печью накопителя и отсекателя, а со стола печи толкателя в камеру нагрева. После выхода из печи нагретые заготовки передаются в пресс вертикальным схватом, а после штамповки переносятся на стол выгрузки другим вертикальным схватом. Оба схвата смонтированы на приводной тележке, перемещающейся между печью, прессом и столом выгрузки изделий. Расстояние между схватами равно расстоянию между печью, прессом и столом выгрузки. Со стола выгрузки изделия в контейнере поступают в камеру охлаждения. 3 ил.
20
19
I-I
li, r
(1 J ,1 -1
1lib -
r ITZTtT -TT -. T-
.
I I
LJ
I
J
25
«5&агЗ
| Линия термообработки и штамповки деталей | 1983 |
|
SU1130727A1 |
