Изобретение относится к литейному производству, в частности к изготовлению песчано-глинистых форм.
Известен способ изготовления литейных форм (авт. св. N 1613242), включающий формирование пакета смеси нижним прессованием и созданием зазора h3 ≅ hн.р. с последующим ударом колодкой по пакету смеси с некоторой высоты и совместное движение пакета с колодкой на удар, тем самым создавая поверхностное упрочнение рабочей зоны полуформы в результате импульса удара падающих масс о модельную оснастку.
Недостатком этого способа является потеря скорости ударный плиты при соприкосновении с пакетом смеси, что создает сотрясение пакета и образование в нем продольных вертикальных трещин.
Исследованием установлено, что при величине зазора h3>hн.р. происходит обрыв свисающих частей полуформы, что приводит к браку. Существующий способ имеет ограниченное применение и малый КПД ударного механизма, следовательно, малый эффект получения упрочненного слоя смеси повышенной твердости в рабочей зоне полуформы.
Целью изобретения является повышение качества уплотнения смеси и расширение области применения способа.
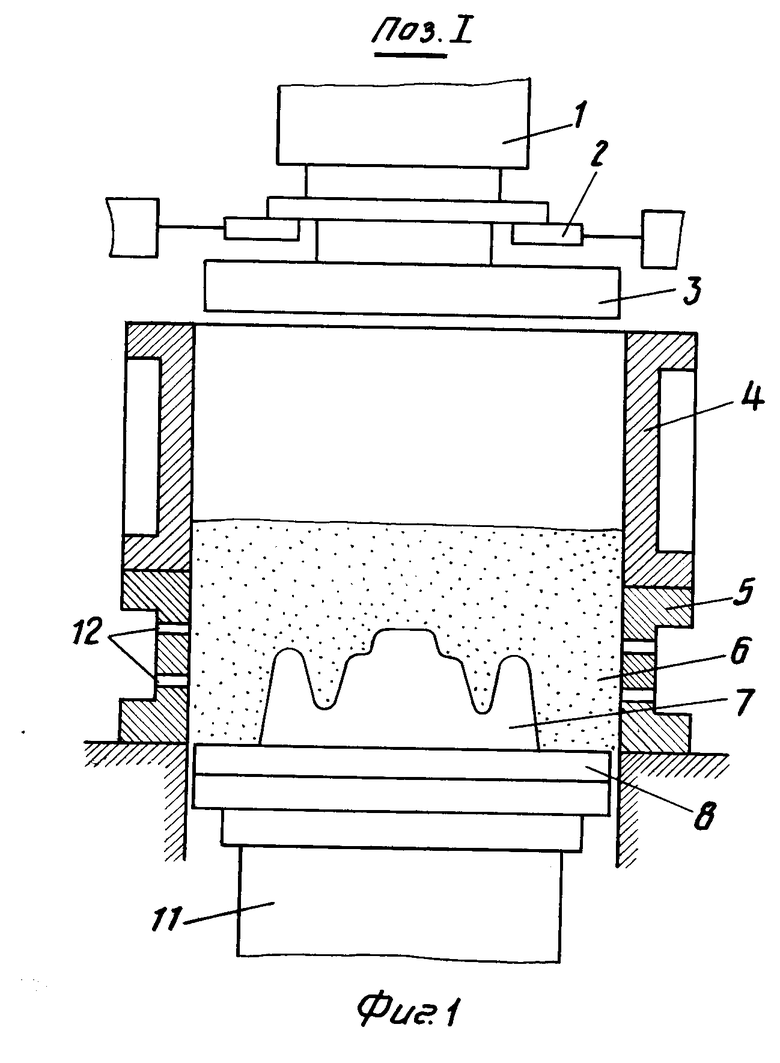
На фиг. 1-4 представлены этапы изготовления литейной формы.
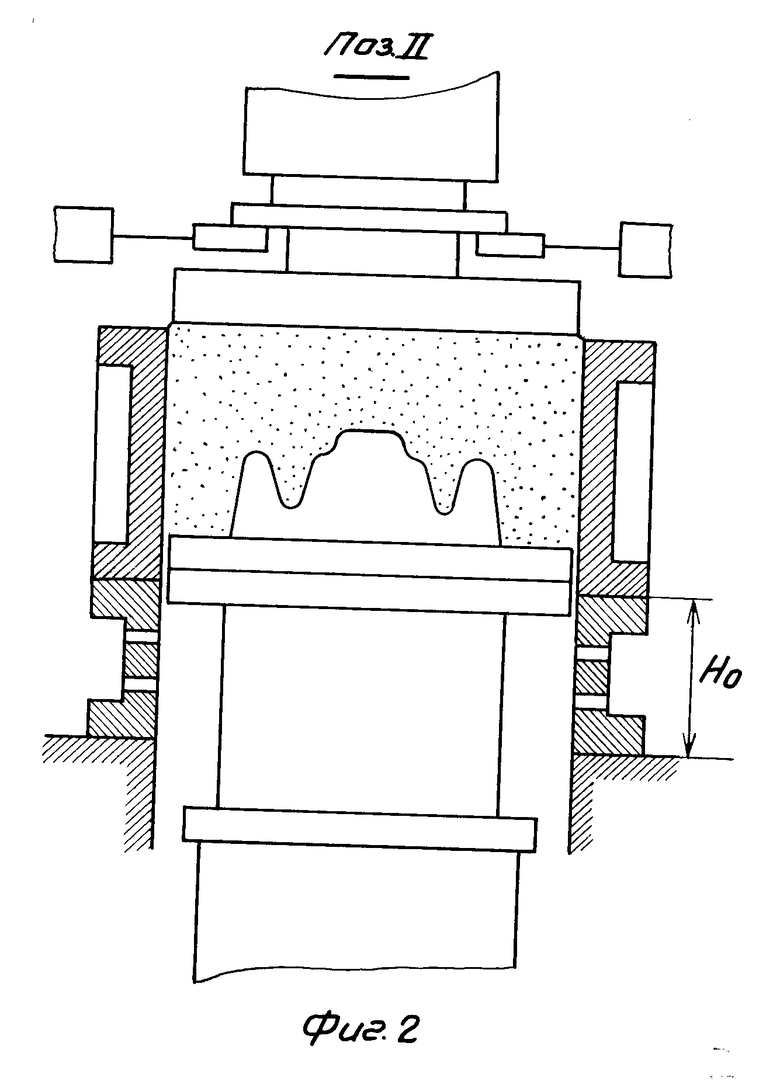
Камера-дозатор 4 засыпает формовочную смесь 6 в опоку 5 с боковыми отверстиями 12 (поз. I), затем производят профилирование формовочной смеси об ударную плиту 3 путем перемещения модельной плиты 8 с моделью 7 на высоту h3 с помощью нижнего пресса 11 (поз. II), тем самым образуя пакет 13 смеси с технологической необходимой прочностью и плотностью. В исходной позиции зазор Z между ударной плитой 3 и камерой-дозатором имеет величину 3-5 мм.
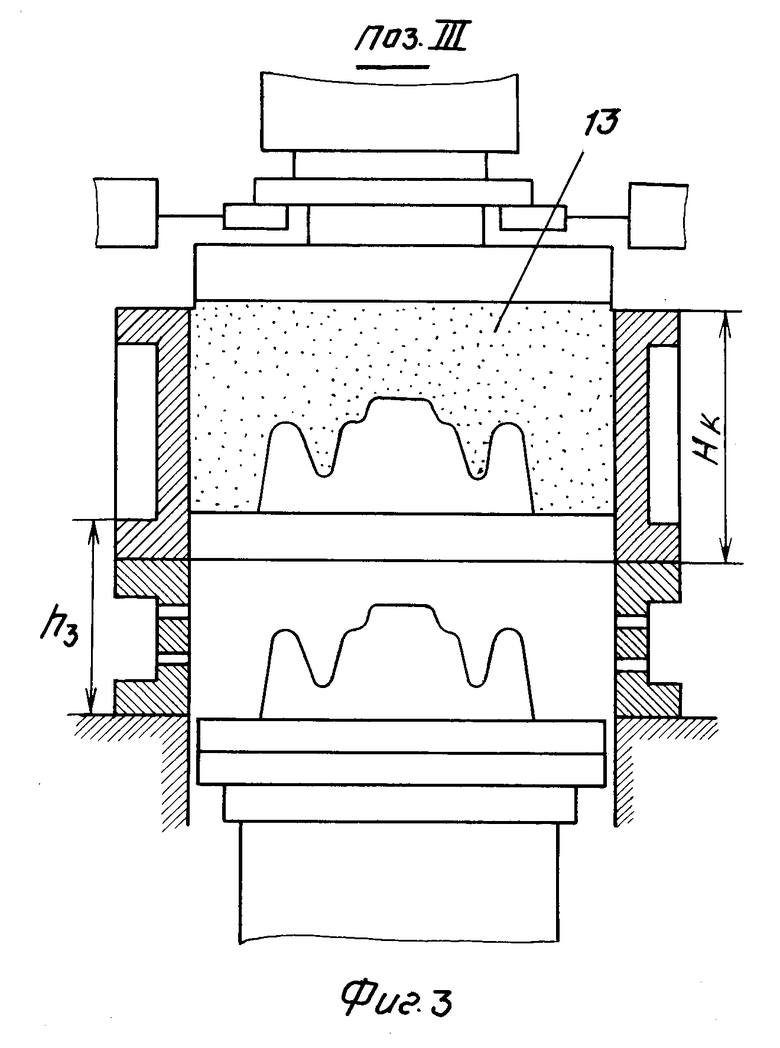
После чего производят опускание модельной плиты с моделью в исходное нижнее положение (поз. III). Формировавшийся контурный пакет 13 зависает в камере-дозаторе 4 силами трения и образует между модельной плитой зазор h3.
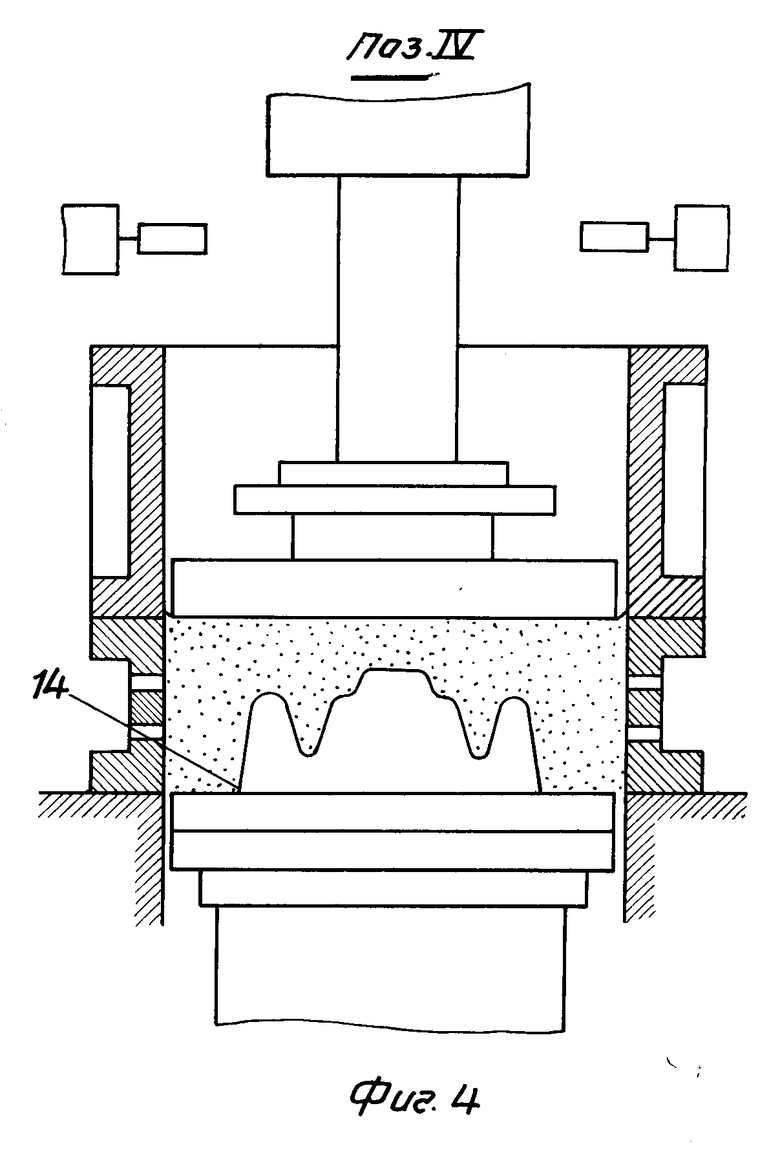
В дальнейшем производят известный способ скоростного (ударного) прессования ударной плитой 3 так, что после открытия захватов 2 ударная плита совместно с пакетом смеси, без сотрясения двигается вниз со скоростью в пределах 5 м/с на модельную оснастку, вследствие импульса удара возникает на рабочей поверхности полости полуформы слой 14 с повышенной плотностью и твердостью. Величина зазора между профильной поверхностью пакета смеси и поверхностью модельной плиты в исходном положении, а следовательно, высота камеры-дозатора Hк зависят от конфигурации модели и энергетической возможности ударного механизма.
Имеются сплавы, перед заливкой которых в песчано-глинистую форму поверхности рабочей зоны последней окрашивают красками против образования химического пригара на поверхности отливок. Краски на рабочие поверхности полуформ наносятся обычно пульверизатором вручную, после чего подвергают их сушке.
Недостатками этого процесса являются длительность самой операции нанесения краски, ручной труд, неравномерность толщины слоя краски, приводящие к искажению геометрических размеров будущей отливки, невозможность автоматизации процесса.
В предлагаемом вышеизложенном способе краску наносят непосредственно на модельную оснастку после предварительного формирования пакета смеси и опускания модельной оснастки (поз. III), после чего ударная плита ударяет пакет смеси о модельную оснастку покрытой краской.
При этом рабочая поверхность полуформы принудительно покрывается краской, заполняя микропоры стенки полуформы.
Преимущественно данного способа заключается в возможности автоматизации процесса нанесения краски, соблюдении геометрических размеров и чистоты поверхностей будущей отливки, т. е. осуществ- ляется так называемый прецезионный способ окраски.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления крупногаба-РиТНыХ лиТЕйНыХ фОРМ удАРОМ | 1979 |
|
SU816668A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Способ уплотнения формовочной смеси | 1973 |
|
SU471151A1 |
| Способ изготовления литейной формы | 1978 |
|
SU697247A1 |
| Способ получения двухслойных формВыСОКОСКОРОСТНыМ пРЕССОВАНиЕМ | 1978 |
|
SU818726A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Профильная колодка для высокоскорост-НОгО пРЕССОВАНия лиТЕйНыХ фОРМ | 1979 |
|
SU835603A1 |
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
Использование: в литейном производстве, в частности, при изготовлении песчано-глинистых форм. Сущность изобретения состоит в том, что для получения высококачественной формы используют приемы уплотнения смеси, обеспечивающие не только равномерное уплотнение смеси по высоте опоки, но и высокоплотный поверхостный слой смеси ("наклеп") по профилю модели, кроме того, обеспечивается прецезионная окраска рабочей поверхности формы. Это достигается путем предварительного формирования профильного пакета смеси путем подъема модельной плиты снизу с последующим опусканием ее в исходное положение, а затем быстрого перемещения прессовой плиты совместно с профильным комом смеси до удара его об модельную оснастку (скоростное прессование). Прецезионная окраска формы осуществляется путем нанесения краски на модельную оснастку перед скоростным прессованием и последующим ударом кома смеси о модель. Процесс уплотнения регулируется величиной зазора между профильной поверхностью пакета смеси и модельной плитой в исходном положении. 1 з.п. ф-лы, 4 ил.
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
