(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| Способ изготовления литейных форм | 1980 |
|
SU980928A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Формовочная машина | 1987 |
|
SU1452645A1 |
| Способ уплотнения формовочной смеси и устройство для его осуществления | 1988 |
|
SU1637937A1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
| Формовочная машина | 1986 |
|
SU1379076A2 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
Изобретение сггносится к .iHTeiii;() производству, в частности к изготовленною литейных форм.
Известен способ ди 1амического прессования одиночным ударом niTarvina по свободной поверлностп смеси, при которс)М на модельную плиту устанавливают опоку, засыпают смесь и уплотне1-;ие формы осуществляют одним ударом сверху прессовой колодки, движунхейся под действием силы тяжести 11.
Недостаток указанного способа состоит в том, что при неподвижной смеси и движущейся с .ускорением свободного падения колодке в момент удара действуют только поверхностные силы и в нез ачите. степени поверхностно-объемные, а это приводит к недоуплотиению нижних слоев смеси, особенно Б узких карманах.
Извеетеь также способ изгото}зления литейных форм, включающий заполнение модельно-опочной оснастки формовочной смесью и перемещен е последней с модельноопочной оснасткой вверх до прессовой колодки |2.
1з;)оретен11й Я1 ляется noBbiLiiCiiMe ь; ио 5сряосги оасIi(чеде--ениЯ плотн(.)стп сме
ii в фор .
Цель дост11Глется тем, что перемещение Гиэлюночной cNieei ос ноств.1яют с ycKctpeи-:ч 8и- -ЛОО g,
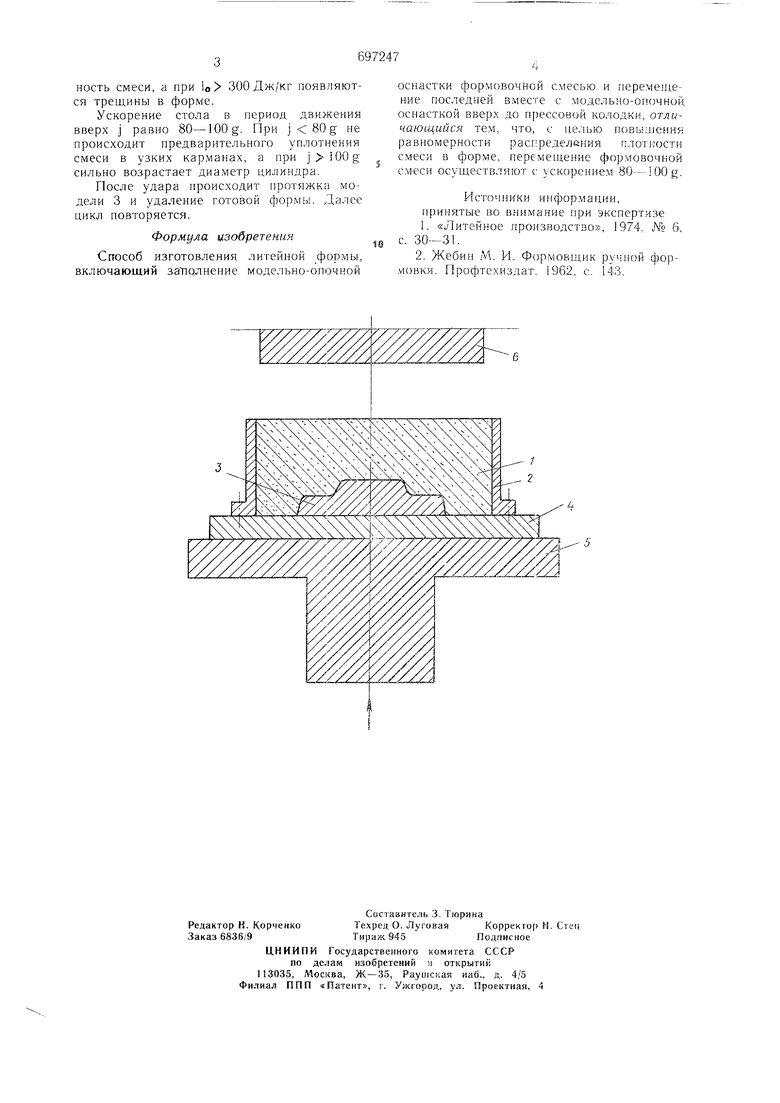
На чертеже изоб)ажено устройство для с лпествления предлагаемого способа.
Zlo3v смеси I Maccoii ni засыпают в 2 с моделью 3, расположенные на моде.чь;oi; п;1ите 4, которая, в свою очередь, ле-.;ит н; столе 5. Опока 2, .модельная пли.та 4
.1оделью 3 и стол 5 жестко связаны
После захыпки
и,е1от m
S.еси суммарной массе .Vf -- П11--ЬП1 чю6шают 1ергию единичной массы Q-250-300 Дж/кг, :корени.е j о-. а затем ударяют смесь с .)дельно-опоч1;ой оснасткой о прессовую ).-;одк)- 6.
Энерпая, пр1ходя иаяся на единицу массмес -;, 1о paBi-ia Дж/кг с.меси.
Cbi и ig 250 Дж/К1 будет низкая плотFc
ность смеси, а при 1о 300 Дж/кг появляются трещины в форме.
Ускорение стола в период хЧвижения вверх j равно 80--100 g. При j 80 g не происходит предварительного уплотнения смеси в узких карманах, а при сильно возрастает диаметр цилиндра.
После удара происходит протяжка модели 3 и готовой формы. Далее цикл повторяется.
Формула (изобретения
Сггособ изготовления литейной фор.мы, включающий заполнение модельно-опочной
оснастки фор.мовочной смесью и перемещение последней вместе с модельно-опочной, оснасткой вверх до п)ессовой колодки, отличающийся тем, что, с це;1ью повышения равномерности распределения плотности смеси в форме, перемещение формовочной с.меси осуществляют с ускорение.м 80--100 g.
Источники иифор.мации, принятые во внимание при экспертизе 1. «Лит-ейное производство, 1974. № 6 с. 30-31.
