Изобретение относится к литейному производству, в частности к устройствам формообразования сырых песчано-глини- стых форм в различных опоках с ребрами.
Наиболее близким по технической сущности к предлагаемой является прессово- формовочный автомат проходного типа, содержащий механизм уплотнения в виде расположенных рядами уплотняющих элементов, рабочий стол, поставленный на транспортном средстве и механизм перемещения рабочего стола.
Недостатком этой машины для изготовления литейных полуформ прессованием является отсутствие возможности уплотнения формовочной смеси в различных по площади опоках, что существенно сокращает технологические возможности известной машины.
Необходимость накрытия всей площади опоки исполнительным уплотняющим механизмом приводит к увеличению металлоемкости и усложнения конструкции машины. Усложнение конструкции машины объясняется наличием множества прессовых элементов, размещенных по заданной координатной сетке.
Цель изобретения - расширение технологических возможностей, упрощение конструкции и снижение металлоемкости.
Поставленная цель достигается за счет использования в предлагаемой конструкции исполнительного, уплотняющего механизма, выполненного в виде ряда уплотняющих элементов. Длина ряда уплотняющих элементов соответствует ширине с шагом между уплотняющими элементами, равным шагу ребер по ширине опоки.
Использование уплотняющего механизма, не перекрывающего всей площади опоки, а уплотняющего последовательно каждый ряд окон ребер по ширине опоки, в сочетании с реверсивным пульсирующим приводом транспортной тележки с модель- но-опочной оснасткой позволяет расширить технологические возможности машины за счет возможности уплотнять различные опоки с постоянным шатом ребер. Причем встряхивающий стол транспортной тележки имеет возможность установки на его основание от одной до четырех опок. Механизм протяжки машин имеет возможность синхронной протяжки всех опок, установленных на встряхивающий стол.
сл
с
2
оо ю
N) О
Использование уплотняющего механизма в виде ряда уплотняющих элементов, не накрывающего все площади опоки, позволяет снизить металлоемкость и упростить конструкцию машины,
Упрощение конструкции машины объясняется уменьшением количества уплотняющих элементов: чем больше окон ребер по длине и ширине опоки, тем больший коэффициент упрощения машины по отношению к известным конструкциям, перекрывающим всю площадь опоки уплотняющими элементами, воздействующими на каждое индивидуальное окно ребер опоки,
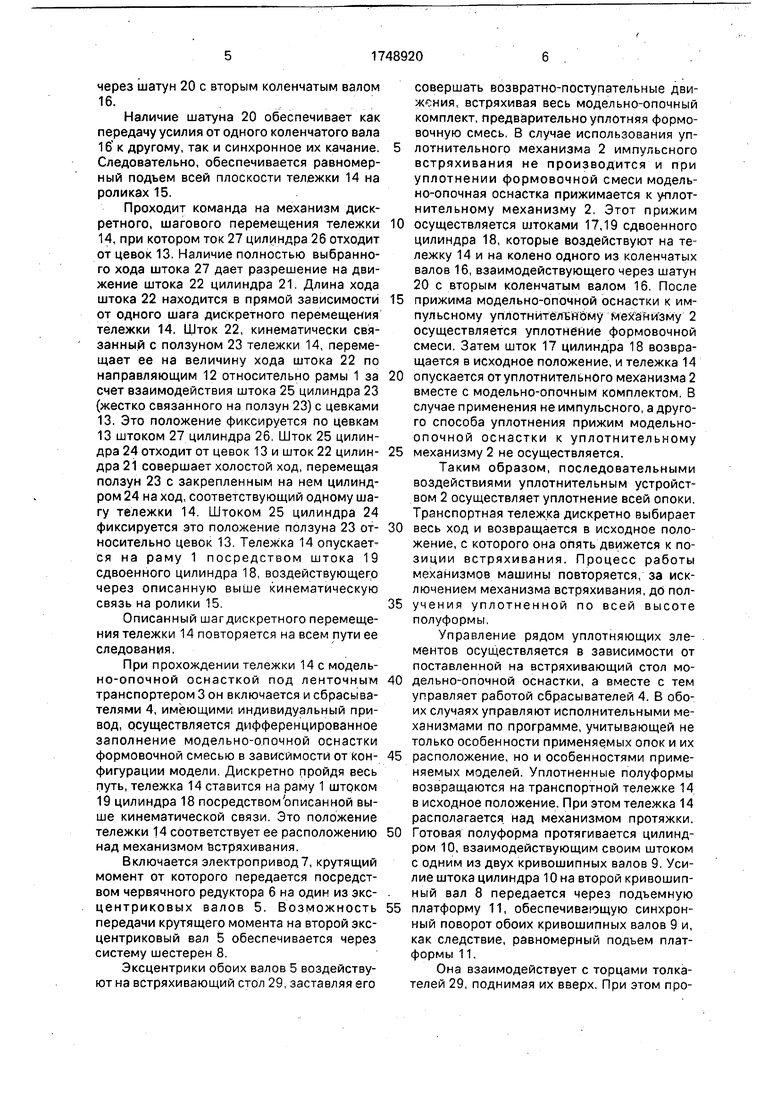
На фиг.1 изображена кинематическая схема машины для уплотнения литейных полуформ; на фиг.2 - общий вид машины; на фиг.З - кинематическая схема механизма подъема тележки и механизм ее реверсивного пульсирующего привода.
Машина для уплотнения литейных полуформ содержит раму 1, сверху на которую установлен уплотнительный механизм 2, ленточный транспортер 3 со сбрасывателями 4, имеющими индивидуальный привод (на фиг. не показан). В раме 1 размещен механизм встряхивания, выполненный в виде двух эксцентриковых валов 5. Один из валов 5 связан с червячным колесом редуктора 6, а его червяк - с валом электропривода 7. Возможность вращения второго эксцентрикового вала 5 обеспечивается через систему шестерен 8.
Механизм протяжки размещен на противоположном конце рамы 1 от механизма встряхивания и выполнен двумя кривошипными валами 9, расположенными с возможностью качания на раме 1. Один из валов 9 связан со штоком цилиндра 10, закрепленного на раме 1. Возможность качания второго вала 9 и синхронизация их совместного качания обеспечивает подъемная платформа 11, выполняющая роль шатуна. Над механизмами встряхивания и протяжки размещены две направляющие 12, на одной из которых установлены цевки 13с шагом, равным одному шагу перемещения транспортной тележки 14. Последняя установлена через механизм подъема тележки 14 на направляющих 12 роликами 15, поставленных с возможностью вращения на оси двух коленчатых валов 16, которые, в свою очередь, связаны с возможностью качания на тележку 14. Один из валов 16 через колесо связан со штоком 17 сдвоенного цилиндра 18, противоположный шток 19 которого связан с тележкой 14. Возможность качания второго вала 16 и синхронизацию их совместного качания обеспечивает шатун 20, гибко связанный на колена обоих валов 17 Механизм
дискретного, шагового перемещения тележки 14 выполнен цилиндром 21, связанным на тележку 14 и штоком 22, взаимодействующим с ползуном 23, на который жестко
связан цилиндр 24, а его шток 25 имеет возможность взаимодействия с цевками 13. Другой цилиндр 26 механизма дискретного шагового перемещения жестко связан на тележку 14 с возможностью взаимодействия своим штоком 27 с цевками 13.
В транспортной тележке 14 установлены с возможностью продольных поступательных движений толкатели 28, координаты которых на тележке 14 заданы
так, что торцы толкателей 28 имеют возможность взаимодействия с различными в плане опорками, проходя через отверстия во встряхивающем столе 29, установленном на тележке 14. Для упрощения чтения кинематической схемы толкатели 28 показаны не все. Конструкция стола 29 выполнена такой, что он имеет возможность установки на него различных модельно-опочных комплектов в количестве от одного до четырех штук в зависимости от размера комплектов в плане. Машина для уплотнения литейных полуформ выполняют следующие технологические операции: многократное заполнение формовочной смесью опоки, уплотнение рядом уплотняющих элементов в глубине опоки после каждого шага дискретного смещения транспортной тележки с мо- дельно-опочной оснасткой, Доуплотнение верхних слоев формовочной смеси производится в том же порядке работы уплотняющих элементов после дифференцированной досыпки смеси. Кроме того, до уплотнения формовочной смеси рядом уплотняющих элементов после засыпки осуществляется
ее предварительное уплотнение на позиции встряхивания. Уплотненная полуформа протягивается на позиции протяжки машины. Машина работает следующим образом. На стол 29 устанавливается модельноопочный комплект, в зависимости от габаритов их может быть от одного до четырех (комплект на фиг. не показан), При этом тележка 14 находится на позиции протяжки и лежит на раме 1. Толкатели 28 опущены
вниз к платформе 11, которая также находится в нижнем положении. После установки модельно-опочной оснастки на стол 29 тележка 14 поднимается от рамы 1 станины на роликах 15. Выполнение этой операции
обеспечивается за счет взаимодействия штока 19 с тележкой 14 и передачи усилия, создаваемого при этом через ток 17 сдвоенного цилиндра 18 на колено одного из коленчатых валов 16, взаимодействующего
через шатун 20 с вторым коленчатым валом 16.
Наличие шатуна 20 обеспечивает как передачу усилия от одного коленчатого вала 16 к другому, так и синхронное их качание. Следовательно, обеспечивается равномерный подъем всей плоскости тележки 14 на роликах 15.
Проходит команда на механизм дискретного, шагового перемещения тележки 14, при котором ток 27 цилиндра 26 отходит от цевок 13. Наличие полностью выбранного хода штока 27 дает разрешение на движение штока 22 цилиндра 21. Длина хода штока 22 находится в прямой зависимости от одного шага дискретного перемещения тележки 14. Шток 22, кинематически связанный с ползуном 23 тележки 14, перемещает ее на величину хода штока 22 по направляющим 12 относительно рамы 1 за счет взаимодействия штока 25 цилиндра 23 (жестко связанного на ползун 23) с цевками 13, Это положение фиксируется по цевкам 13 штоком 27 цилиндра 26. Шток 25 цилиндра 24 отходит от цевок 13 и шток 22 цилиндра 21 совершает холостой ход, перемещая ползун 23 с закрепленным на нем цилиндром 24 на ход, соответствующий одному шагу тележки 14. Штоком 25 цилиндра 24 фиксируется это положение ползуна 23 относительно цевок 13. Тележка 14 опускается на раму 1 посредством штока 19 сдвоенного цилиндра 18, воздействующего через описанную выше кинематическую связь на ролики 15.
Описанный шагдискретного перемещения тележки 14 повторяется на всем пути ее следования.
При прохождении тележки 14 с модель- но-опочной оснасткой под ленточным транспортером 3 он включается и сбрасывателями 4, имеющими индивидуальный привод, осуществляется дифференцированное заполнение модельно-опочной оснастки формовочной смесью в зависимости от конфигурации модели. Дискретно пройдя весь путь, тележка 14 ставится на раму 1 штоком 19 цилиндра 18 посредством описанной выше кинематической связи. Это положение тележки 14 соответствует ее расположению над механизмом встряхивания.
Включается электропривод 7, крутящий момент от которого передается посредством червячного редуктора 6 на один из эксцентриковых валов 5. Возможность передачи крутящего момента на второй эксцентриковый вал 5 обеспечивается через систему шестерен 8.
Эксцентрики обоих валов 5 воздействуют на встряхивающий стол 29, заставляя его
совершать возвратно-поступательные движения, встряхивая весь модельно-опочный комплект, предварительно уплотняя формовочную смесь. В случае использования уплотнительного механизма 2 импульсного встряхивания не производится и при уплотнении формовочной смеси модель- но-опочная оснастка прижимается к уплот- нительному механизму 2, Этот прижим
0 осуществляется штоками 17,19 сдвоенного цилиндра 18, которые воздействуют на тележку 14 и на колено одного из коленчатых валов 16, взаимодействующего через шатун 20 с вторым коленчатым валом 16. После
5 прижима модельно-опочной оснастки к импульсному уплотнитель ному механизму 2 осуществляется уплотнение формовочной смеси. Затем шток 17 цилиндра 18 возвращается в исходное положение, и тележка 14
0 опускается отуплотнительного механизма 2 вместе с модельно-опочным комплектом. В случае применения не импульсного, а другого способа уплотнения прижим модельно- опочной оснастки к уплотнительному
5 механизму 2 не осуществляется.
Таким образом, последовательными воздействиями уплотнительным устройством 2 осуществляет уплотнение всей опоки. Транспортная тележка дискретно выбирает
0 весь ход и возвращается в исходное положение, с которого она опять движется к позиции встряхивания. Процесс работы механизмов машины повторяется, за исключением механизма встряхивания, до пол5 учения уплотненной по всей высоте полуформы.
Управление рядом уплотняющих элементов осуществляется в зависимости от поставленной на встряхивающий стол мо0 дельно-опочной оснастки, а вместе с тем управляет работой сбрасывателей 4. В обоих случаях управляют исполнительными механизмами по программе, учитывающей не только особенности применяемых опок и их
5 расположение, но и особенностями применяемых моделей. Уплотненные полуформы возвращаются на транспортной тележке 14 в исходное положение. При этом тележка 14 располагается над механизмом протяжки.
0 Готовая полуформа протягивается цилиндром 10, взаимодействующим своим штоком с одним из двух кривошипных валов 9. Усилие штока цилиндра 10 на второй кривошипный вал 8 передается через подъемную
5 платформу 11, обеспечивающую синхронный поворот обоих кривошипных валов 9 и, как следствие, равномерный подъем плат- Формы 11.
Она взаимодействует с торцами толкателей 29, поднимая их вверх. При этом противоположные торцы толкателей 28 взаимодействуют с заформованными опоками, протягивая их относительно моделей,
После съема заформованных опок с тол- кателей 28 они опускаются вниз по описанной выше кинематической схеме цилиндром 10.
Далее после установки на встряхивающий стол 29 других опок цикл работы машины повторяется.
В таблице приведен пример возможных размеров опок в плане уплотняемых на машине с последующей протяжкой.
Использование предлагаемой конст- рукции машины для уплотнения литейных полуформ позволяет расширить технологические возможности машины за счет возможности уплотнять различные опоки с постоянным шагом ребер.
Формула изобретения Машина для уплотнения литейных полуформ, содержащая механизм уплотнения в виде расположенных рядами уплотняющих элементов, рабочий стол, установленный на транспортном средстве, и механизм перемещения рабёчегостола,отличающаяся тем, что, с целью расширения технологических возможностей, упрощения конструкции и снижения металлоемкости, уплотняющие элементы установлены в один ряд, ширина которого кратна длине опоки в свету, механизм перемещения рабочего стола выполнен в виде пульсирующего реверсивного привода, а рабочий стол - в виде платформы, установленной на транспортном средстве, представляющем собой рельсовый путь с установленными на нем цевками, расстояние между которыми кратно ширине уплотняющих элементов.


| название | год | авторы | номер документа |
|---|---|---|---|
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| Формовочная машина | 1986 |
|
SU1379076A2 |
| Формовочная машина | 1977 |
|
SU839661A1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Трехпозиционный формовочный блок литейной линии | 1987 |
|
SU1685591A1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |
| Способ уплотнения формовочной смеси и устройство для его осуществления | 1988 |
|
SU1637937A1 |
| Формовочная установка | 1979 |
|
SU954147A1 |

Сущность: машина содержит уплотняющие элементы, установленные в один ряд, ширина ряда кратна длине опоки в свету Рабочий стол выполнен в виде платформы, перемещающейся дискретно и реверсивно по рельсам, на которых расположены цевки с шагом, кратным ширине уплотняющих элементов. 3 ил
л&
Ю
Фиг
19 fS tf / 6 20 /5
26//3/
Фиг. 2
ФиЈ3
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
