Изобретение относится к системам автоматизированного сооружения пространственно-распределительных объектов (ПРО) крупногабаритных, насыщенных коммуникациями промышленных объектов, таких как тепловые и атомные электростанции, объектов с ограниченным пребыванием человека, а также химических и металлургических предприятий, предприятий в судо- и самолетостроении и т.п. В особенности предлагаемое изобретение может быть использовано для высокоэффективного сооружения АЭС нового поколения.
Кроме того, изобретение моет быть использовано при создании малогабаритных пространственно-распределенных устройств, например, электронных устройств.
Известен способ сооружения ПРО, согласно которому изготавливают масштабную модель (макет) сооружаемого объекта, выполняют фотоснимки с макета и разрабатывают графическую и текстовую документацию. На основании этой проектной документации изготавливают монтажно-технологическую документацию, выполняют раскладку элементов и осуществляют монтажПРО с использованием макета ПРО в качестве наглядного пособия для монтажного персонала.
Недостаток известного способа заключается в том, что сооружение ПРО занимает значительное время, требует больших расходов, а сооруженный объект не всегда отвечает требованиям надежности.
Наиболее близким по технической сущности и достигаемому результату техническим решением, принятым за прототип, является способ, реализованный при сооруении ПРО АЭС Хурагуа для республики Куба.
Способ сооружения АЭС включает изготовление элементов АЭС (оборудования, блоков, конструкций, узлов, деталей, коммуникаций), раскладку их на строительно-монтажной площадке, монтаж АЭС. При этом для разработки монтажно-технологической документации, например, для определения продолжительности и технологической последовательности работ, разработки сетевого графика и т.п. используется метод аналогов по сопоставимости строительно-монтажных работ, принятые технические решения ранее сооруженных физических объектов.
При сооруении ПРО автоматизированно выполнялись работы по изготовлению проектной документации, а также монтажа ПРО в части сбора, передачи и обработки результатов строительства АЭС и выдачей итоговых данных с использованием ЭВМ.
Недостатком описанного способа также является значительное время сооружения ПРО, связанные с этим большие расходы и негарантированная надежность созданного объекта.
Недостатки описанных сполсобов обусловлены тем, что реализация их при сооружении ПРО требует осмысливания монтажным персоналом большого количества технической документации, связанной единым решением, но разработанной разными организациями разных отраслей. При этом макет ПРО используется только в качестве наглядного пособия и не выполняет какой-либо функции носителя или источника точной технической или технологической информации, способствующей повышению эффективности или точнисти монтажа ПРО.
Названные обстоятельства не позволяет находить оптимальные решения и исключить ошибки при монтаже ПРО.
Целью изобретения является повышение качества и эффективности управления.
Это достигается тем, что в способе управления сооружением ПРО, включающем раскладку элементов ПРО на монтажно-строительной площадке и монтаж ПРО, изготавливают макет ПРО с одновременным формированием в памяти ЭВМ его электронной модели путем определения координат узловых точек макета, расчленяют макет на монтажные элементы, определяют и регистрируют в памяти ЭВМ координаты опорных точек, лежащих на пересечении элементов макета с плоскостями расчленения, по координатам опорных точек формируют электронную модель элементов макета и в соответствии с электронной моделью ПРО производят их технологическую шифровку, разбирают макет на монтажные элементы и раскладывают их на макете монтажно-строительной площадки с регистрацией в памяти ЭВМ координат опорных точек элементов макета на макете площадки, производят монтаж памяти с регистрацией координат трехмерного перемещения монтажных элементов макета, а монтаж ПРО ведут по коррдинатам опорных точек и траекториям перемещения, записанных в памяти ЭВМ при разработке и монтаже макета ПРО.
Формирование в памяти ЭВМ электронной модели ПРО осуществоляется в процессе изготовления макета ПРО с помощью лазерно-телевизионного измерителя координат точек. Начиная отсчет от нулевой опорной точки на макете, оператор с помощью измерителя координат определяет и вводит в память ЭВМ координаты точек, лежащих на поверхности конструктивных элементов и в характерных местах конструктивных элементов макета: пересечениях различных магистралей, например, трубопро- водов, изгибах и поворотах трубопроводов, местах присоединения магистрали к агрегату, пересечения трубопроводов с перекрытиями, опорными колоннами и т.д. К моменту завершения процесса изготовления макета в памяти ЭВМ сформируется полный электронный образ (модель) ПРО.
Расчленение макета ПРО на монтажные элементы с измерением координат опорных точек, лежащих на пересечении плоскостей расчленения с элементами конст- рукций, расположенными внутри каждого монтажного элемента (например, трубопроводы, различные магистрали, стены, перекрытия и т.д.), позволояет более точно и детально проанализировать конструкцию каждого блока ПРО и отработать рабочую документацию (чертежи, пояснительные записки, расчеты прочности и т.д.) с целью исключения коллизий и ошибок в исходной документации. Регистрация опорных точек (точек, однозначно определяющих конструкцию элементов ПРО и их положение в пространстве) монтажных элементов макета с присвоением их технологических (порядковых) шифров необходима для запоминания в памяти ЭВМ места каждого монтажного элемента в структуре ПРО, что является подготовкой для облегченного нахождения "своего" места реальным элементом ПРО при монтаже ПРО. Раскладка монтажных элементов макета ПРО на макете монтажно-строительной площадки осуществляется оператором с помощью вспомогательного подъемно-транспортного механизма, а сопутствующая ей регистрация в памяти ЭВМ координат опорных точек монтажных элементов макета относительно нулевой точки макета монтажно-строительной площадки осуществляется лазерно-телевизионным измерителем координат точек, сопряженным с рабочим органом вспомогательного подъемно-транспортного механизма. Раскладка монтажных элементов с регистрацией координат их опорных точек относительно нулевой точки макета площадки является важной операцией по созданию с одной стороны масштабной модели реальной монтажно-строительной площадки ПРО, где в дальнейшем будут разложены в установленном при разборке макета ПРО порядка (с учетом технологических шифров) элементы ПРО (строительные блоки, фрагменты реальных магистралей, агрегаты станции и т.д.), а с другой стороны зарегистрированные в памяти ЭВМ координаты опорных точек элементов макета ПРО являются отправными точками траектории движения элементов макета (а затем и элементов реального ПРО) к месту монтажа.
Регистрация траектории трехмерного перемещения монтажных элементов макета ПРО с места раскладки на макете площадки к месту монтажа обеспечивает программу для автоматизированной транспортировки в том же порядке и по записанному при монтаже макета маршруту элементов реального ПРО. С единственным отличием для монтажа реального ПРО в записанную при монтаже макета программу должен быть введен масштабный коэффициент.
Раскладка элементов реального ПРО (строительные блоки, агрегаты, фрагменты трубопроводных магистралей и т.д.) производится на монтажно-строительной площадке ПРО в точном соответствии с раскладкой монтажных элементов макета на макете монтажно-строительной площадки: место каждого элемента определяется технологическим шифром, а ориентация расположением опорных точек на монтажных элементах макета.
Транспортировка элементов ПРО и установка их на место сборки осуществляется с использованием информации, записанной в памяти ЭВМ о месте каждого элемента в конструкции ПРО (по присвоенным им технологическим шифрам) для автоматического управления движением подъемно-транс- портного механизма по траектории, записанной при доставке к месту сборки соответствующего реальному элементу ПРО монтажного элемента макета. Записанная информация о координатах опорных точек позволяет легко сориентировать устанавливаемый на место сборки элемент ПРО точно к местам стыков фрагментов трубопроводных магистралей, присоединения каких-либо трубопроводов к фланцам агрегатов и т.д. После установки элемента ПРО на место сборки согласно установленной технологии с монтажно-строительной площадки таким же образом доставляют технологическое оборудование (например, сварочный автомат и др.) и приборы для контроля качества сборки (например, дефектоскопы и др.). Операции транспортировки и сборки элементов ПРО наряду с автоматизированным управлением работой подъемно-транспортных механизмов выполняются при участии монтажников (строповка элементов ПРО на монтажно-строительной площадке, участие в точной и "мягкой" установке элементов ПРО на место сборки, манипуляции с технологическим оборудованием и контрольно-измерительной техникой и др.).
Размещение лазерно-телевизионного измерителя координат точек и рабочего органа вспомогательного подъемно-транспортного механизма на одной подвижной платформе обеспечивает возможность путем преобразования последовательностей импульсов, управляющих исполнительными органами вспомогательного подъемно-транспортного механизма, ввести в память ЭВМ информацию о координатах опорных точек макета и траекториях перемещения элементов макета ПРО.
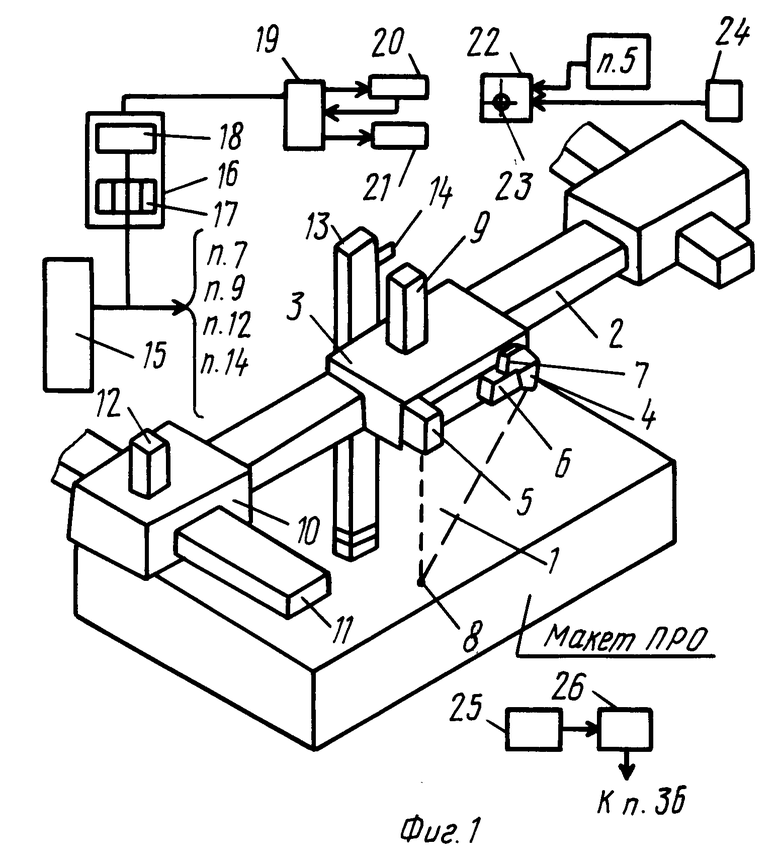
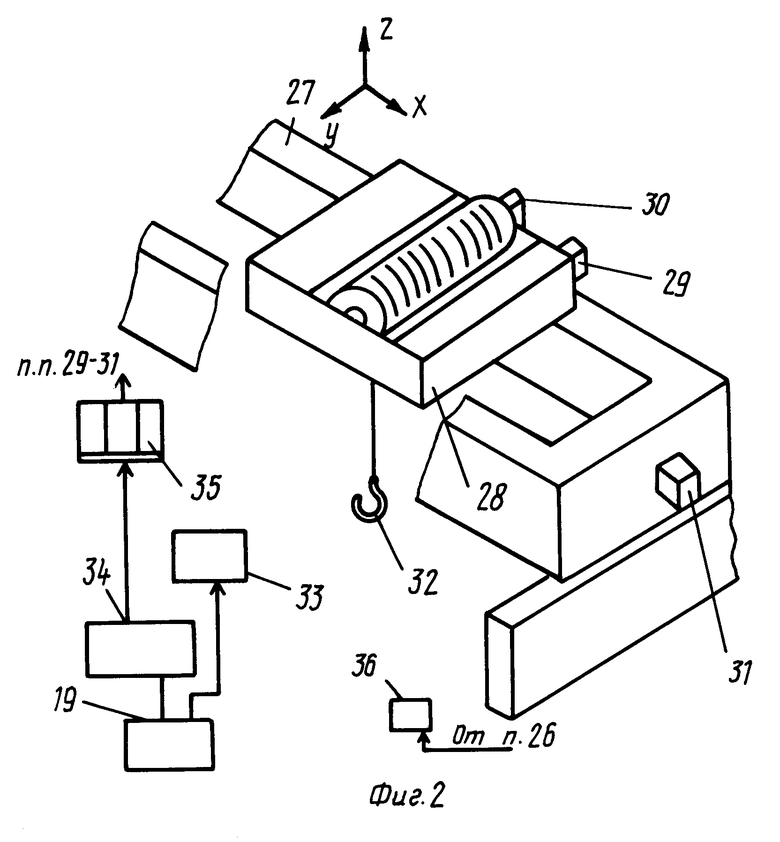
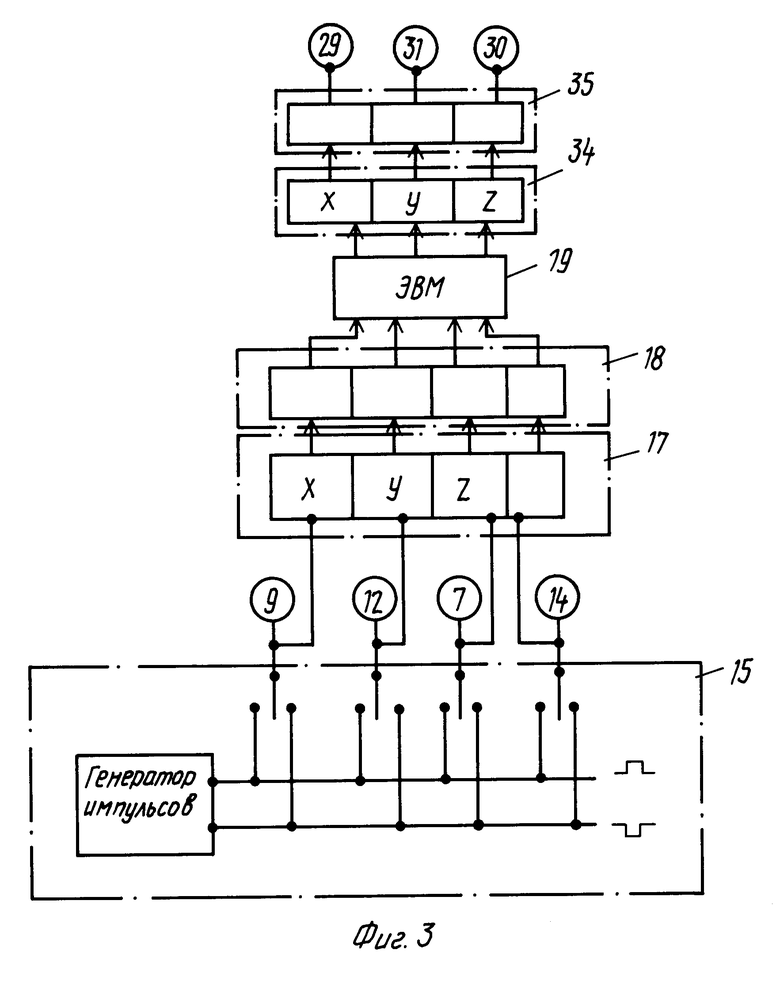
На фиг. 1 представлена схема вспомогательного подъемно-транспортного механизма с устройствами измерения и управления; на фиг. 2 аналогичная схема основного подъемно-транспортного механизма; на фиг. 3 схема управления исполнительными органами устройства для сооружения ПРО.
Вспомогательный подъемно-транспортный механизм содержит измеритель 1 координат опорных точек физического объекта, представляющий собой лазерно-телевизионный триангулятор, состоящий из направляющей штанги 2, на которую установлена подвижная платформа 3. На этой платформе смонтированы лазер 4 и телевизионная камера 5. Лазер 4 установлен на платформе 3 с помощью подвижной платформы 6, которая, перемещаясь в пазу платформы 3, изменяет расстояние между лазером 4 и телекамерой 5. Перемещение платформы 6 обеспечивается шаговым двигателем 7, неподвижно закрепленным на платформе 3. При этом обеспечивается пересечение луча лазера 4 с оптической осью телекамеры 5 в рабочей точке 8. Изменяя расстояние между лазером 4 и телекамерой 5 (базовое расстояние), перемещают рабочую точку 8 измерителя 1 вдоль оси телекамеры (ось 7), при этом угол между лучом лазера 4 и осью телекамеры 5 остается постоянным. На подвижной платформе 3 также установлен шаговый двигатель 9, предназначенный для перемещения платформы 3 по направляющей 2, т.е. смещения рабочей точки 8 измерителя 1 по горизонтали (ось Х). Платформа 10, перемещающаяся по направляющей 11 с помощью шагового двигателя 12, обеспечивает смещение рабочей точки 8 по оси Y. Таким образом, рабочая точка 8 измерителя 1 может перемещаться вдоль трех координатных осей: X, Y, Z.
Кроме того, на подвижной платформе 3 установлен вспомогательный грузозахватный механизм-имитатор 13 монтажа ПРО (в дальнейшем "имитатор") с шаговым двигателем 14. Имитатор предназначен для имитации монтажа ПРО, моделируемого при сборке макета ПРО. В качестве рабочего органа имитатора, выполняющего операцию захвата или подвеса элемента макета ПРО, применены двух- или трехпалые захваты типовых промышленных роботов.
Управление шаговыми двигателя 7, 9, 12, 14 осуществляется с блока 15 управления путем подачи на них последовательности электрических импульсов. Блоком управления является генератор электрических импульсов с коммутирующими элементами. В устройстве использован генератор импульсов типа Г5-54 с усилителями мощности, могут быть применены и другие типы генераторов с амплитудой импульса не менее 26 В и выходной мощностью не менее 10 Вт. Блок 15 управления параллельно с шаговыми двигателями подключен к блоку 16 согласия, который состоит из трех реверсивных счетчиков 17 (по числу координатных осей) и трехканального преобра- зователя 18. Блок 16 согласования предназначен для преобразования последовательностей электрических импульсов, пода- ваемых на шаговые двигатели 7, 9, 12, 14 в коды, подаваемые на вход ЭВМ 19. К выходу ЭВМ 19 подключены графический дисплей 20 и графопостроитель 21.
В устройстве применены реверсивные счетчики 17 типа Ф 5137 "частотомер электронно-счетный". В качестве трехканального преобразователя 18 использованы интерфейсные платы типа И-2, которые обеспечивают согласование выхода электрического сигнала с двоичным последовательным кодом 1-2-4-8 с входом ЭВМ 19. В качестве ЭВМ в устройстве использована вычислительная машина типа СМ-1700.
Телекамера 5 подключена к телемонитору 22. В качестве телемонитора 22 применен телемонитор типа "Фотон-225", усовершенствованный перемещаемой электрическим путем и фиксируемой в необходимом месте экрана прицельной меткой 23. Для формирования на экране телемонитора 22 прицельной метки 23, к телемонитору подключен генератор 24 меток, представляющий собой формирователь отрицательных импульсов, смешиваемых с сигналами от телекамеры 5 и синхронизируемых с запускающими кадровыми и строчными импульсами развертки телемонитора 22. Электрическая схема формирователя состоит из ждущих мультивибраторов, собранных на микросхемах серии К 155. Время появления отрицательных импульсов относительно импульсов синхронизации регулируется, чем определяется положение прицельной метки 23 на экране телемонитора 22.
Для видеозвуковой записи информации о технологии монтажа макета ПРО предусмотрены телекамера 25 и видеозвукозаписывающая аппаратура 26 (например, видеомагнитофон ВК-12). В устройстве использован лазер типа ЛГ-207В мощностью 2˙10-3 Вт, в качестве телевизионной камеры 5 применена камера типа "Электроника" с объективом "Вега-2",
В качестве исполнительных органов 9, 12, 14 вспомогательного подъемно-транспортного механизма и исполнительного органа 7 лазерно-телевизионного измерителя 1 координат принят шаговый двигатель типа ШД-4М-УЗ. В качестве направляющих и подвижных платформ использованы узлы координатографа типа "Stul 1612" производства Чехословакии.
Основной подъемно-транспортный механизм (фиг. 2) содержит подвижные платформы 27, 28, которые под действием исполнительных органов 29, 30, 31, представляющих собой типовые двигатели, обеспечивают перемещение рабочего органа, например, крюка 32, в трех взаимно-перпендикулярных направлениях (оси Х, Y, Z). Подъемно-транспортный механизм (мостовой кран) расположен на монтажно-строительной площадке сооружаемого ПРО. В качестве подъемно-транспортного механизма могут использоваться также козловые и поворотные краны, роботизированные устройства и т. п. На рабочем месте оператора установлен монитор 33, подключенный к ЭВМ 19. Исполнительные органы 29, 30, 31 через согласующее устройство (дешифратор) 34 и усилитель 35 мощности подключены к параллельному порту ЭВМ 19. Для обеспечения работы оператора при монтаже ПРО и визуального контроля качества монтажа на рабочем месте оператора установлена видеозвукопроизводящая аппаратура 36, связанная с видеозвукозаписыва- ющей аппаратурой 26. В качестве подъемно-транспортного механизма принят мостовой кран типа КМ-50 грузоподъемностью 50/10 т с исполнительными органами 29-31, представляющими собой двигатели МТГ-412-8, МТН-112-6, МТР-211-6.
Блок 15 управления (фиг. 3) состоит из генератора импульсов и коммутирующих элементов, с помощью которых могут приводиться в дейcтвие иcполнительные органы 7, 9, 12, 14 вcпомогательного подъемно-транспортного механизма устройства. Параллельно с блоком управления каждый исполнительный орган вспомогательного подъемно-транспортного механизма устройства подсоединен к соответствующему счетчику импульсов 17 и далее через соответствующий канал преобразо- вателя 18 импульсов подключен к входу ЭВМ 19. Исполнительные органы 29, 30, 31 основного подъемно-транспортного механизма устройства подключены к параллельным портам ЭВМ 19 через соответствующие каналы дешифратора 34 и усилители 35 мощности.
Работает система управления устройством следующим образом.
Например, при измерении координат опорной точки для перемещения подвижной платформы 3 по направляющей 2 вдоль оси Х при помощи коммутирующего элемента подают положительные или отрицательные импульсы от генератора импульсов на шаговый двигатель 9. Количество импульсов, потребовавшееся для перемщения платформы 3 на нужное расстояние, подсчитывается счетчиком 17 импульсов, соединенным с двигателем 9 (исполнительным органом). Сигнал, соответствующий количеству импульсов, с выхода счетчика импульсов 17 подается на соответствующий канал преобразователя 18 импульсов и после преобразования в двоичный последовательный код вводится в ЭВМ 19.
Аналогично осуществляется управление исполнительными органами 7, 12, 14 для перемещения соответственно рабочей точки 8 измерителя 1 вдоль оси Z, подвижной платформы 10 вдоль оси Y и грузозахватного механизма ("имитатора") 13 вдоль оси.
Записанная в памяти ЭВМ при выполнении последовательности различных операций (координаты опорных точек, траектории перемещения монтажных элементов макета и др.) информация используется при монтаже реального ПРО следующим образом. Для перемещения рабочего органа 32 (грузозахватного механизма) в нужном направлении, например в горизонтальном направлении по оси Х, оператор основного подъемно-транспортного механизма в нужный момент, определяемый визуально в соответствии с выполняемой операцией, или путем просмотра видеоинформации на экране монитора 33, подает при помощи своего пульта управления (не показан) сигнал на соответствующий порт ЭВМ 19 (условно "порт Х"). После этого через канал "Х" дешифратора 34 и усилитель 35 мощности на исполнительный орган 29 (двигатель крана) подается последовательность импульсов, соответствующая информации, введенной в память ЭВМ при имитации этой операции на макете вспомогательным подъемно-транспортным механизмом по перемещению, например, монтажного элемента макета ПРО с макета монтажно-строительной площадки на место его монтажа.
Аналогично оператор управляет и исполнительными органами 30, 31.
Способ осуществляют с использованием устройства следующим образом.
На основании исходной технической документации, разработанных технологических схем, установочных чертежей оборудования, а также технических заданий изготавливают масштабную модель (макет ПРО в необходимом масштабе (например, 1: 25). Макет ПРО может быть изготовлен из оргстекла, металла, дерева, пенопласта, композитных материалов и пр.
По мере изготовления макета ПРО с помощью измерителя 1 координат вводят в память ЭВМ 19 координаты опорных точек (точки, однозначно определяющие конструкцию элементов ПРО и их положение в пространстве) всех систем макета: магистралей трубопроводов, строительных конструкций, агрегатов и т.д. Опорные точки намечаются визуально или, например, краской на поверхности конструктивного элемента.
В качестве начала отсчета координат служит нулевая опорная точка, намечаемая в определенном месте макета. Совмещают изображение нулевой опорной точки макета и рабочую точку 8 измерителя 1 с прицельной меткой 23 на экране телемонитора 22 путем подачи электрических импульсов с блока 15 управления на исполнительные органы 7, 9, 12 вспомогательного подъемно-транспортного механизма. Параллельно те же импульсы подаются на блок 16 согласования. После совпадения на экране телемонитора 22 названных точек производят сброс показаний реверсивных счетчиков 17 на 0, а в ЭВМ при этом регистрируются нулевые значения по осям Х, Y.
Для определения значений координат следующей опорной точки совмещают ее изображение на макете, передаваемое телекамерой 5 на монитор 22, с прицельной меткой 23, подавая электрические импульсы на шаговые двигатели 9, 12. В связи с тем, что оптическая ось телекамеры 5 направлена по оси Z, момент совпадения изображения опорной точки с прицельной меткой 23 на экране телемонитора 22 два счетчика 17 и два канала преобразователя 18 подадут на вход ЭВМ 19 значения координат Х, Y измеряемой опорной точки. После этого, управляя посредством подачи с блока 15 импульсов на шаговый двигатель 7, изменяют положение рабочей точки 8 измерителя 1 по оси до совпадения ее, изображения на экране телемонитора с прицельной меткой 23. Количество импульсов, поданных с блока 15 управления на шаговый двигатель 7 для перемещения рабочей точки 8 от предыдущей точки до совпадения с измеряемой опорной точкой, подсчитывается третьим реверсивным счетчиком 17, преобразуется соответствующим каналом преобразователя 18 в двоичный код и вводится в память ЭВМ 19 в качестве значения координаты Z измеряемой точки.
Таким же образом последовательно измеряются координаты всех намеченных на деталях макета ПРО опорных точек. По зарегистрированным координатам опорных точек в памяти ЭВМ формируется электронная модель ПРО.
С помощью устройства (не показано) ввода в ЭВМ данных в ЭВМ вводят сопутствующую информацию (параметры рабочих сред, коды отдельных типовых конструкций элементов САПР, информацию по нормативно-технической документации и т. п. ), формируют на экране графического дисплея 20 графического дисплея 20 графические изображения элементов ПРО, а подачей команд с ЭВМ 19 на графопостроитель 21 выполняют нанесение изображения на носитель (кальку, бумагу и т. д. ). После изготовления макета ПРО и выполнения графических изображений его элементов и отдельных конструкций, намечают поверхности расчленения макета на монтажные элементы (блоки, узлы, конструкции и т.д.). В соответствии с этим намечают на этих элементах опорные точки и с помощью измерителя 1 по описанной выше технологии определяют координаты опорных точек и регистрируют их в памяти ЭВМ 19. По координатам опорных точек каждому монтажному элементу макета присваивается технологический шифр, соответствующий месту данного элемента в электронной модели ПРО. После этого выполняют разрез макета по намеченным поверхностям расчленения и раскладку элементов макета на макете монтажно-строительной площадки. При этой раскладке в память ЭВМ вводятся значения координат опорных точек элементов согласно их технологическому шифру относительно нулевой опорной точки макета монтажно-строительной площадки. Значение координат опорной точки для каждого элемента определяется и записывается автоматически путем регистрации счетчиками 17 импульсов последовательностей импульсов, поступивших от блока 15 управления на каждый из рабочих органов 9, 12, 14 при перемещении монтажных элементов от положения, в котором опорная точка элемента расположена над нулевой опорной точкой макета площадки, к месту расположения этого элемента на макете монтажно-строительной площадки.
После раскладки всех монтажных элементов макета ПРО на макет монтажно-строительной площадки выполняют автоматизированную сборку (монтаж) макета ПРО с регистрацией координат трехмерного перемещения транспортируемых элементов в памяти ЭВМ. Это осуществляется при помощи вспомогательного подъемно-транспортного механизма. Подводят захват имитатора 13 в положение над центром тяжести монтажного элемента, приводят в соответствие текущие координаты имитатора 13 с записанными в памяти ЭВМ координатами опорной точки данного элемента макета на макете площадки и фиксируют их в качестве начала отсчета.
Захватив грузозахватным механизмом имитатора 13 монтажный элемент макета в соответствии с его технологическим шифром (т.е. технологией монтажа), перемещают его по оптимально выбранной траектории к месту установки его на макете. Для осуществления всех перемещений имитатора 13 и монтажного элемента с блока 15 управления на шаговые двигатели 9, 12, 14 подают последовательности электрических импульсов. При этом блок 16 согласования фиксирует и вводит в память ЭВМ 19 все перемещения имитатора 13 по осям Х, Y, Z, т.е. в память ЭВМ вводится информация о траектории перемещения всех элементов макета ПРО от места его раскладки на макете монтажно-строительной площадки к месту установки его на макете ПРО, которое было зарегистрировано в памяти ЭВМ 19 при рачленении макета в соответствии с присвоенным каждому элементу технологическим шифром. Таким же образом выполняются транспортировка и установка в соответствии с технологией макетов оборудования автоматизированной сборки и контроля качества монтажа.
Процесс монтажа макета ПРО, т.е. имитация монтажа реального пространственно распределенного объекта, сопровождается видеозвуковой записью операций, начиная от раскладки монтажных элементов макета ПРО на макетах монтажно-строительной площадки до полной сборки макета и имитации контроля качества монтажа с помощью телекамеры 25 и видеомагни- тофона 26.
Таким образом, к моменту завершения монтажа макета ПРО в памяти ЭВМ и в кассетах видеозвукозаписывающей аппаратуры будет зарегистрирована информация, предназначенная для монтажа реального пространственно-распре деленного объекта. Для обеспечения возможности использования названной информации для монтажа реального ПРО при записи ее в память ЭВМ вводится масштабный коэффициент, принятый при создании макета (1:25).
После завершения монтажа макета ПРО выполняют раскладку монтажных элементов реального ПРО, адекватных монтажным элементам макета, а также оборудования стоповки, автоматизированной сборки и контроля качества монтажа на реальной монтажно-строительной площадке. Для этого подготавливают площадку, копирующую с учетом масштаба размеры и раскрой макета монтажно-строительной площадки: намечают нулевую опорную точку и места расположения монтажных элементов ПРО согласно их технологическим шифрам. С временных площадок или с транспортных средств монтажные элементы раскладывают на определенные для них места на реальной монтажно-строительной площадке в строгом соответствии с расположением соответствующих монтажных элементов макета ПРО на макете монтажно-строительной площадки, определяемым введенными в память ЭВМ координатами опорных точек. При этом для облегчания работы оператора на экране телемонитора 36 транслируют видеозвуковую информацию о технологии раскладки монтажных элементов макета ПРО на макете монтажно-строительной площадки.
Для осуществления автоматизированной раскладки элементов ПРО на реальной монтажно-строительной площадке приводят рабочий орган 32 крана (крюк) в исходное положение относительно нулевой опорной точки монтажно-строительной площадки. Регистрируют это исходное положение путем ввода, например, нулевых значений координат нулевой опорной точки с ЭВМ 19. После этого поочередно стропят монтажные элементы ПРО, находящиеся на временных площадках, захватывают его рабочим органом 32 крана и переносят его в зону места его раскладки на монтажно-строительной площадке путем воздействия электрических управляющих сигналов ЭВМ 19 через дешифратор 34 и усилитель 35 мощности на исполнительные органы 29-31. Сигналы ЭВМ 19 подаются в соответствии с информацией, записанной в ее памяти во время раскладки на макете монтажно-строительной площадки элементов макета ПРО, и отражающей траекторию движения элементов макета от нулевой опорной точки площадки к месту раскладки каждого элемента на площадке.
Аналогично раскладывают на монтажно-строительной площадке и контрольное оборудование, необходимое при монтаже ПРО.
После завершения раскладки осуществляют монтаж и контроль качества монтажа ПРО.
Для транспортировки элементов ПРО и технологического оборудования с монтажно-строительной площадки к месту монтажа ПРО рабочий орган 32 крана (крюк) с навешенной на нем соответствующей строповочной конструкцией перемещают в положение, в котором крюк зависает над центром тяжести элемента ПРО. Выполняются строповка элемента ПРО и транспортировка его к месту установки на объекте по траектории, записанной при транспортировке соответствующего элемента макета ПРО во время имитации монтажа ПРО. Очередность транспортировки элементов ПРО определяется технологией монтажа, отраженной в технологической шифровке элементов ПРО. Устанавливают, например, стык транспортируемого блока трубопровода к стыку штуцера на оборудовании.
Аналогично доставляют сюда же оборудование автоматизированной сварки, навешивают его на сварной стык и сваривают.
Далее также доставляют оборудование контроля качества шва.
При этом на экране телемонитора 33 оператор видит место монтажа. Кроме того, процесс монтажа сопровождается видеозвуковой информацией, транслируемой на телемонитор 36, о процессе раскладки на макете монтажно-строительной площадки монтажных элементов макета ПРО и об имитации процесса монтажа ПРО.
Таким образом, описываемые технические решения за счет конвейеризации раскладки, автоматизированной транспорти- ровки элементов ПРО и оборудования сборки и контроля качества монтажа, обеспечивающих отработкой технологии монтажа ПРО на макете ПРО, исключают ошибки в технологической документации и технологии монтажа, сокращается время, повышается качество монтажа и надежность ПРО.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для считывания координат точек объектов | 1989 |
|
SU1693618A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ ПОВЕРХНОСТИ ОБЪЕКТА | 1990 |
|
SU1769574A1 |
| Телемакетоскопический комплекс | 1990 |
|
SU1787287A3 |
| СИСТЕМА БЕЗОПАСНОСТИ, НАВИГАЦИИ И МОНИТОРИНГА | 1998 |
|
RU2122239C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПЕРЕМЕЩЕНИЯ СКЛАДСКИХ ГРУЗОВЫХ ПЛАТФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2470316C1 |
| Платформа транспортная для монтажа инженерных сетей | 2023 |
|
RU2809752C1 |
| Устройство для измерения координат изображений микрообъектов,восстановленных с плоских голограмм | 1984 |
|
SU1196800A1 |
| Система многоканального программногоупРАВлЕНия Об'ЕКТАМи | 1978 |
|
SU813376A1 |
| СИСТЕМА БЕЗОПАСНОСТИ, НАВИГАЦИИ И МОНИТОРИНГА | 2001 |
|
RU2196358C2 |
| Способ возведения конструкций из мелкоштучных изделий, робот-манипулятор и комплекс для его осуществления | 2021 |
|
RU2754505C1 |
Использование: сооружение пространственно-распределенных объектов (ПРО). Сущность: в процессе изготовления макета ПРО формируют в памяти ЭВМ его электронную модель, расчленяют макет ПРО на монтажные элементы, раскладывают их на макете монтажно-строительной площадки, затем производят монтаж макета с регистрацией в памяти ЭВМ координат трехмерного перемещения элементов макета, после чего осуществляют раскладку элементов реального ПРО на монтажно-строительной площадке и монтаж ПРО, управляя исполнительными органами подъемно-транспортного механизма путем подачи на них дешифрованных сигналов о координатах опорных точек и траекториях перемещения, записанных в памяти ЭВМ при разборке и монтаже макета ПРО. 3 ил.
СПОСОБ УПРАВЛЕНИЯ СООРУЖЕНИЕМ ПРОСТРАНСТВЕННО-РАСПРЕДЕЛЕННОГО ОБЪЕКТА, включающий раскладку элементов пространственно-распределенного объекта (ПРО) на монтажно-строительной площадке и монтаж ПРО, отличающийся тем, что, с целью повышения качества и эффективности управления, изготавливают макет ПРО с одновременным формированием в памяти ЭВМ его электронной модели путем определения координат узловых точек макета, расчленяют макет на монтажные элементы, определяют и регистрируют в памяти ЭВМ координаты опорных точек, лежащих на пересечении элементов макета с плоскостями расчленения, по координатам опорных точек формируют электронную модель элементов макета и в соответствии с электронной моделью ПРО производят их технологическую шифровку, разбирают макет на монтажные элементы и раскладывают их на макете монтажно-строительной площадки с регистрацией в памяти ЭВМ координат опорных точек элементов макета на макете площадки, производят монтаж макета с регистрацией координат трехмерного перемещения монтажных элементов макета, а монтаж ПРО ведут по координатам опорных точек и траекториям перемещения, записанных в памяти ЭВМ при разборке и монтаже макета ПРО.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Журнал Энергетическое строительство за рубежом, N 6, 1987, с.11-21. | |||
