Изобретение относится к производству строительных материалов, в частности к оборудованию для непрерывного формования строительных блоков методом послойного уплотнения.
Известны технологические схемы изготовления изделий из арболита, основанные на методе уплотнения смеси вибропрессованием [1] Такие схемы требуют мощного прессового оборудования, больших производственных площадей, при этом не всегда обеспечивается однородная плотность изделия по всему сечению.
Наиболее близким к предлагаемому изобретению является устройство для формования изделий из арболита, содержащее неподвижную камеру формования с подвижными поперечными перегородками, раму с подвижными опорами и перемещающуюся вдоль камеры формования тележку с калибрующим механизмом [2]
Недостатками этого формующего устройства являются конструктивная сложность, значительное количество кинема- тических звеньев и наличие автономных приводов, требующих сложной системы управления ими и повышающих энергоемкость устройства.
Кроме того, такое устройство в случае переоборудования его применительно к другим видам формуемых изделий и использованию разных материалов потребует значительных затрат времени и конструк- тивных изменений.
Задачей предлагаемого изобретения является упрощение конструкции, расширение технологических возможностей и повышение производительности при одновременном снижении энерго- и металлоемкости устройства.
Это достигается тем, что в установке для непрерывного формования, содержащей питатель формовочной смеси, конвейерную линию с пресс-формами, привод и формовочное устройство, последнее состоит из валков, объединенных в обойму, расположенную наклонно к пресс-формам с возможностью качания относительно оси вращения нижнего валка, неподвижно закрепленной на несущей части конвейерной линии. Валки друг с другой связаны единой непрерывной цепью и кинематически связаны с ведущим звеном привода конвейерной линии, при этом последняя в зоне формования снабжена поддерживающим рольгангом.
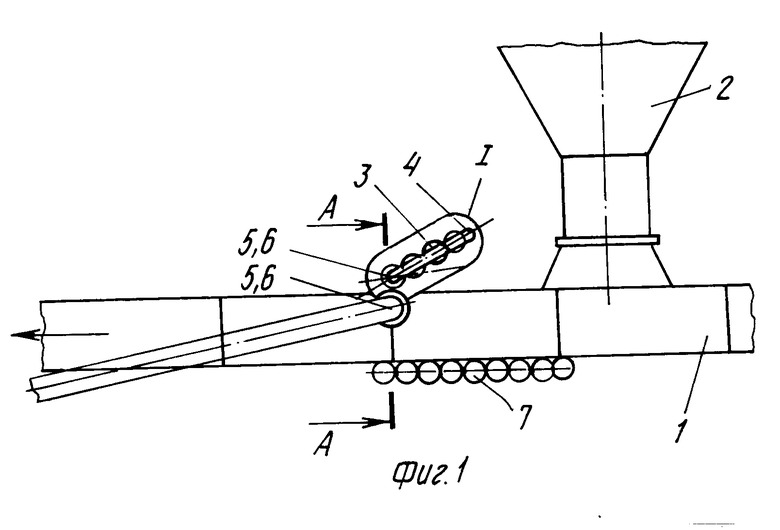
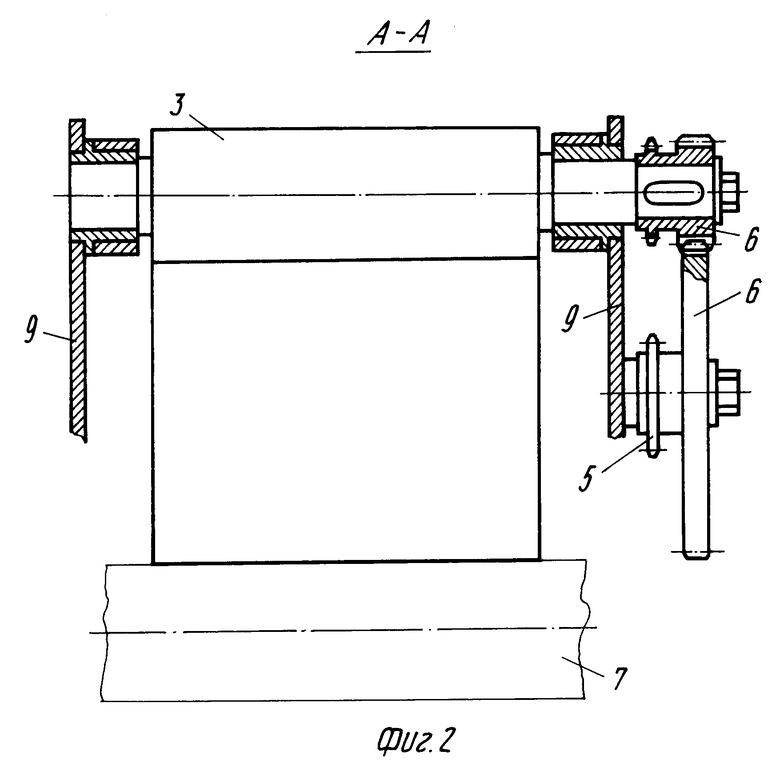
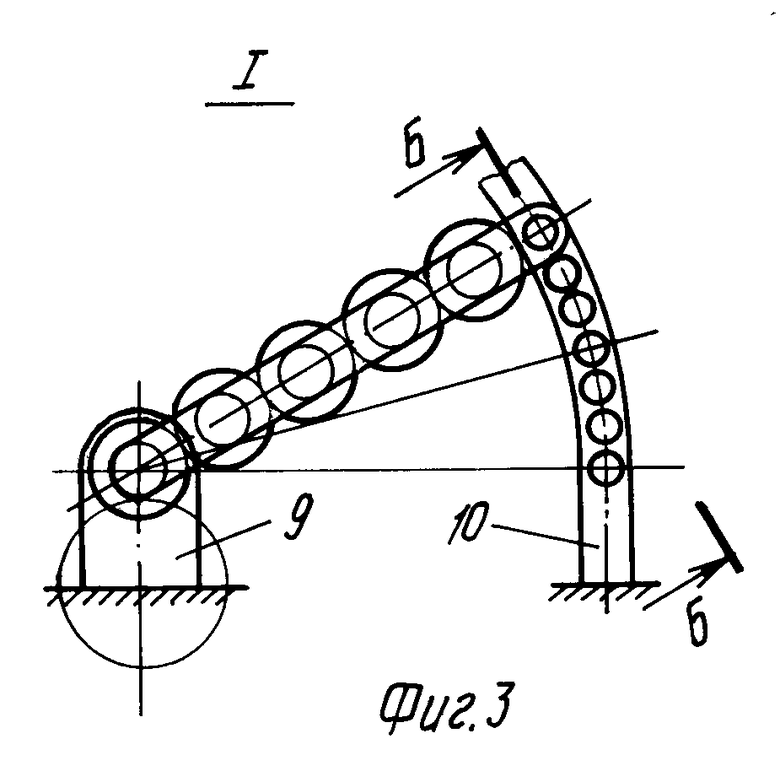
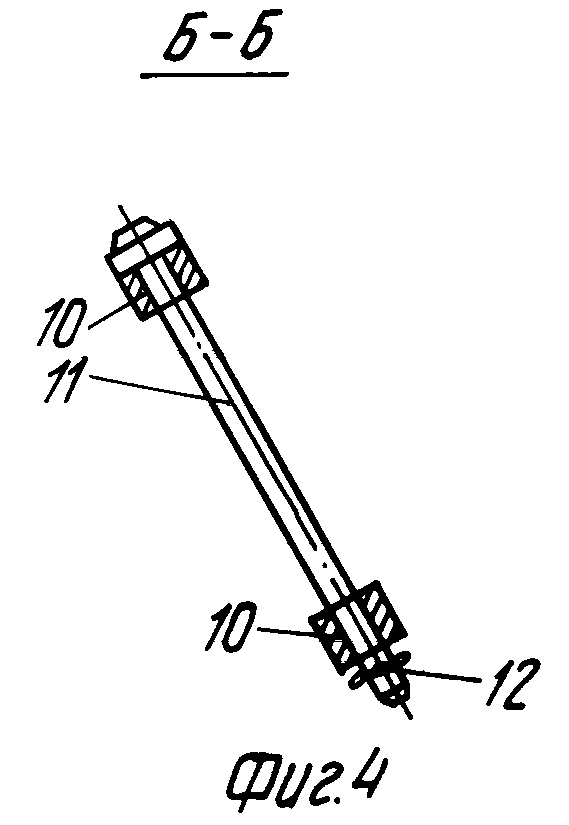
На фиг. 1 схематически изображена предлагаемая установка; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 узел I на фиг. 1; на фиг. 4 разрез Б-Б на фиг. 3.
Предлагаемая установка для непрерывного формования строительных блоков состоит из конвейерной линии 1 с непрерывной цепью пресс-форм, питателя 2 формовочного материала, формующего устройства 3 в виде обоймы 4, связывающей несколько валков, приводимых в движение от ведущей звездочки привода конвейерной линии (не показана) через цепную передачу 5 и зубчатую пару 6, служащую для преобразования движения в обратную по отношению к ведущей звездочке сторону и увеличения числа оборотов валков. Валки вращаются в бронзовых втулках, так как их число оборотов невелико. Каждый валок формует свой слой материала. Нижний валок катится по верхней кромке пресс-формы и производит окончательную калибровку.
В зоне формования пресс-формы передвигаются по поддерживающему рольгангу 7, устраняющему прогибание непрерывной цепочки пресс-форм под действием давления формования.
На бункере питателя установлен выравнивающий подаваемую массу нож 8, который имеет возможность перемещаться вертикально и устанавливается в требуемое положение в зависимости от данного формуемого материала.
Все формующие валки собраны в одну обойму 4, которая имеет возможность качаться вокруг оси нижнего валка, закрепленного в кронштейне 9, тем самым устанавливается необходимый угол наклона формующих валков, соответствующий данному формуемому материалу. Фиксация угла наклона обоймы 4 производится на кронштейне 10 с помощью пальца 11 и шплинта 12.
Установка работает следующим образом.
Формуемая масса непрерывно подается через бункер-питатель 2 в пресс-формы, установленные в непрерывную замкнутую цепь на конвейерной линии 1. Нож 8, расположенный на определенной заданной высоте, выравнивает массу. Выравненная масса движется в направлении формовочного устройства 3, где происходит формование вследствие вращения валков и уплотнения каждым валком своего слоя одновременно с остальными, при этом скорость вращения валков в несколько раз больше ведущей звездочки привода конвейера.
При смене формуемого материала обойма расфиксируется относительно кронштейна 10, устанавливается требуемый угол ее наклона (подбираемый экспериментально в зависимости от плотности материала) и вновь стопорится при помощи пальца 11 и шплинта 12.
Применение предлагаемой установки, отличающейся более простой конструкцией, позволяет исключить приводы для перемещения калибровочной тележки и подъема и опускания механизмов транслятора, тем самым снизить энеpгоемкость примерно в 2-3 раза.
Кроме того, предлагаемая установка позволяет изготавливать изделия любых размеров и их любых материалов, таких как глина, керамзитобетон, пенобетон, гипсолит, арболит и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Установка для непрерывного изготовления строительных изделий | 1990 |
|
SU1766664A1 |
| Устройство для формования декоративно-облицовочных плит | 1986 |
|
SU1381086A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Технологическая линия для изготовления строительных изделий | 1990 |
|
SU1761488A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU1004099A1 |
| Пресс для формования кирпича и тому подобных строительных изделий | 1949 |
|
SU90114A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2277047C2 |
Использование: в производстве строительных материалов, в частности для непрерывного формования строительных изделий методом послойного уплотнения. Сущность изобретения: установка для непрерывного формования строительных блоков включает формовочное устройство, выполненное в виде приводных валков, объединенных в одну обойму, расположенную наклонно к конвейеру с возможностью изменения угла наклона относительно оси нижнего валка. Валки связаны между собой единой непрерывной цепью и приводятся во вращение от общего привода. В зоне формования установка имеет поддерживающий рольганг. 4 ил.
УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ, содержащая питатель формовочной смеси, конвейер с пресс-формами и приводом, формовочное устройство, отличающаяся тем, что она снабжена установленным под формовочным устройством опорным рольгангом, формовочное устройство выполнено из валков, объединенных в обойму, связанных непрерывной цепью и расположенных последовательно один за другим в одной плоскости, при этом обойма установлена наклонно к пресс-формам с возможностью качания относительно оси вращения нижнего валка, неподвижно установленного на несущей части конвейера, кинематически связанного с ведущим звеном привода конвейера и контактирующего с верхними кромками пресс-форм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1175702, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
