Изобретение относится к литейному производству, в частности к производству точного литья по выплавляемым моделям, и может быть использовано при изготовлении легкоплавкрпс моделей в автоматических пресс-формах.
Цель изобретения - упрощение конструкции и повышение надежности работы.
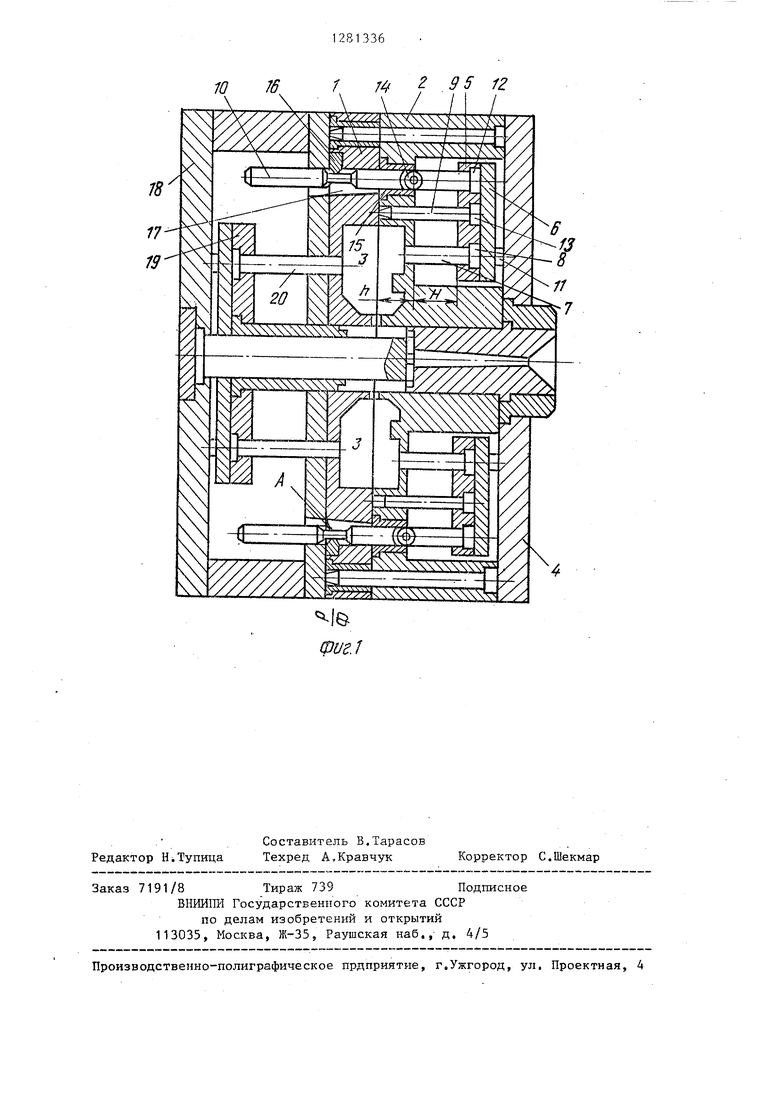
На фиг.1 изображена пресс-форма в закрытом в1аде, разрез; на фиг,2 - то же, в раскрытом виде.
11ресс--форма состоит из неподвижной полуформы, подвижной полуформы, механизма выталкивания неподвилшой полуформы, механизма выталкивания подвижной полуформы, запрессовочного узла.
Полуформы соответственно содержат сменные матрицы 1 и 2 с рабочими полостями, при смыкании которых образуется замкнутая форма-полость 3.
Подвижная полуформа включает опорную плиту 4, матрицу 2, плиту 5 выталкивателей, прижимную плиту 6, выталкиватели 7, жестко закрепленные с помощью буртиков 8 между Плитой 5 выталкивателей и прижимной плитой 6, контртолкатели 9 и шарнирные тяги 10 механизма ступенчатого выталкивате- ля, упоры 11 опорной плиты 4, Контртолкатели 9 и шарнирные тяги 10 одним концом с помощью буртиков 12 и 13 также жестко закреплены между плитой 5 выталкивателей и прижимной плитой 6.
Шарнирная тяга 10 снабжена шарниром 14, размещенным во втулке 15, и кольцевой проточкой А , контактирующей с фиксатором 16, с фасками, выполненными под углом не менее 45 , и проходит через отверстие 17 в матрице 2 подвижной полуформы. Расстояние от плиты 5 выталкивателей до шарнира 14 должно быть таким, что в крайнем правом положении плиты выталкивателей (плита сдвинута до упора) шарнир располагается в отверстии 17. Проточка А на тяге 10 выполнена на таком расстоянии от плиты 5 выталкивателей, при котором в крайнем правом положении плиты тяга 10 своей проточкой А контактирует с фиксато- ром 16, укрепленном на неподвижной полуформе, и на время запрессовки модели из подвижной полуформы жестко
5
0
5
0 5
фиксируется в последней. Конец тяги (за проточкой) через отверстие 17, образованное в неподвижной полуформе, свободно проходит в нее. При этом отверстие 17 имеет скос в направлении от плоскости разъема пресс- формы.
Длина тяги 10 должна быть не более расстояния от прижимной плиты 6 (при нахождении плиты выталкивателей в Крайнем правом положении) до плиты 18 крепления неподвижной полуформы (при закрытой пресс-форме) и не менее расстояния от прижимной плиты 6 до края отверстия 17 при полностью раскрытой пресс-форме.
Тяга 10 выполнена с возможностью поворота вокруг шарнира 14 и расфик- сирования после выталкивания модели из подвижной прлуформы. Для этого ход выталкивателей в подвижной, полуформе А должен быть больше - толщины матрицы (длины втулки 15, в которой размещен шарнир). Это обеспечивает возможность шарнирной тяге откло- . няться при выходе шарнира из втулки 15 и расфиксировать тягу.
В неподвижной полуформе расположена плита 19 выталкивателей с толкателями 20.
Пресс-форма работает следующим образом.
При раскрытии пресс-формы подвижная полуформа двигается в направле- 5 НИИ от модели, при этом втулка 15 вместе с полуформой скользит по шарнирной тяге 10. Плиты 5 и 6 с выталкивателями 7 через шарнирную тягу 10, зафиксированную фиксатором 16, удерживают модель в исходном состоянии. В это время происходит выталкивание моделей из подвижной полуформы. Фиксатор 16 удерживает шарнирную тягу 10 до тех пор, пока шар- 5 НИР 14 10 не выйдет из направляющей втулки 15 подвижной полуформы. После выхода шарнира 14 тяги 10 из втулки 15 подвижной полуформы тяга 10 получает свободу и начинает отклоняться от оси, скользя своей проточкой по скосу фиксатора 16, Выполнение отверстия 17 с уклоном обеспечивает такую возможность.
Выталкиватель машины нажимает на плиту 19 выталкивателей неподвижной полуформы. Толкатели 20 выталкивают модель из неподвижной полуформы.
0
0
При закрывании пресс-формы контртолкатели 9 первыми Соприкасаются с iнеподвижной полуформой и отводят плиту 5 и 6 с выталкивателями 7 в исходное положение до упоров 11.
В это время тяга 10 своим шарниром 14 заходит во втулку 15 подвижной полуформы, фиксирует свое полоФормула изобретения
Пресс-форма дотя изготовления выплавляемых моделей, содержащая подвижную и неподвижную полуформы с матрицами, закрепленными на промежуточных плитах, толкательные плиты с установленными на них выталкивателями и контртолкателями, и закрепленный на неподвижной полуформе механизм сту;жение в осевом направлении, пока фик- О пенчатого выталкивания, о т л и ч асатор 16 не войдет в проточку А тяги 10 и не зафиксирует, ее. Пресс- форма готова к запрессовке модельным составом.
Применение предлагаемой пресс-формы по сравнению с известными позволяет изготовлять отливки сложной конфигурации и больших размеров по высоте, повысить надежность в работе при одновременном упрощении ее конструкции. Последнее позволяет экономить прокат черных металлов за счет уменьшения количества деталей.
Формула изобретения
Пресс-форма дотя изготовления выплавляемых моделей, содержащая подвижную и неподвижную полуформы с матрицами, закрепленными на промежуточных плитах, толкательные плиты с установленными на них выталкивателями и контртолкателями, и закрепленный на неподвижной полуформе механизм стую щ а я с я тем, что, с целью упрощения конструкции и повьппения надежности работы,.механизм ступенчатого выталкивания выполнен в виде жестко закрепленной в толкательной плите шарнирной тяги с кольцевой проточкой в средней своей части и фиксатора, закрепленного в неподвижной полуформе, при этом тяга имеет возможность фиксации своего положения при помощи шарнирного соединения в отверстии подвижной полуформы и контактирования )с помощью кольцевой проточней с фикса- тором.
0
1 / f .95 1Z
/ I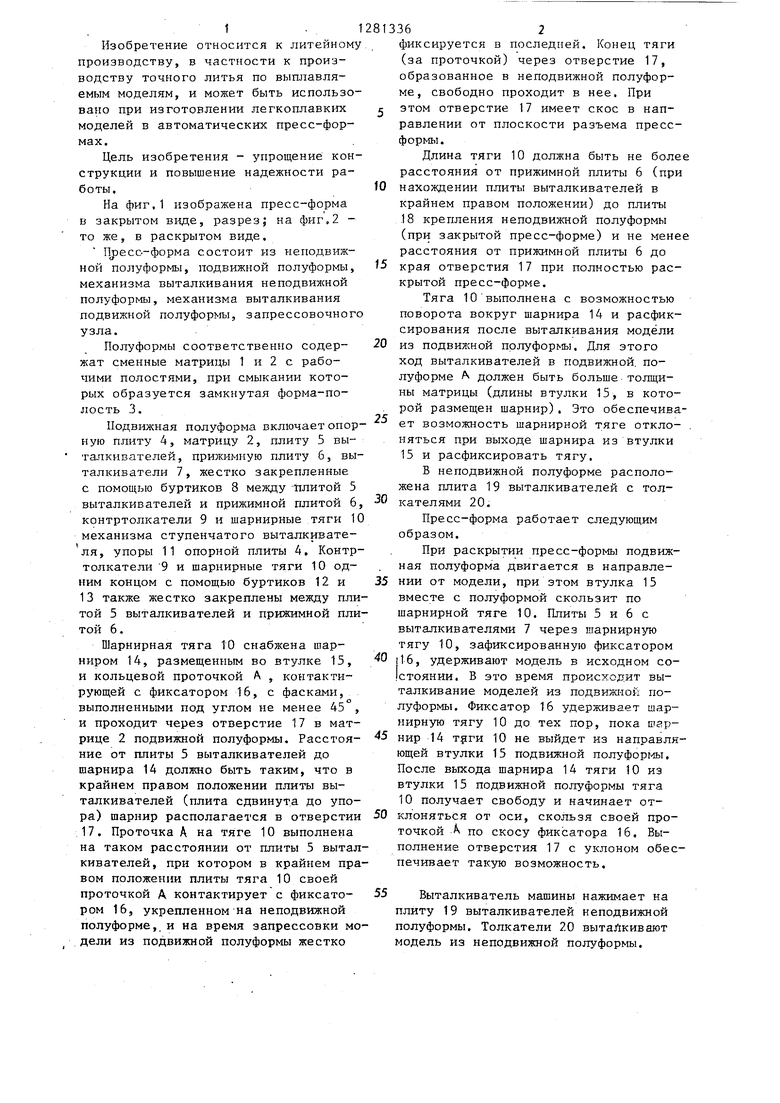
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1991 |
|
RU2037357C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU822973A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1731420A1 |
Изобретение относится к точному литью по выплавляемым моделям. Цель изобретения - упрощение конструкции и повышение надежности работы. Пресс-форма содержит механизм ступенчатого выталкивания, выполненный в виде шарнирной тяги 10 с кольцевой проточкой А и фиксатора 16, который позволяет производить ступенчатое выталкивание высоких габаритных моделей. 2 ил. ю с (О (Л 1С 00 О9 00 о: Фиг. 2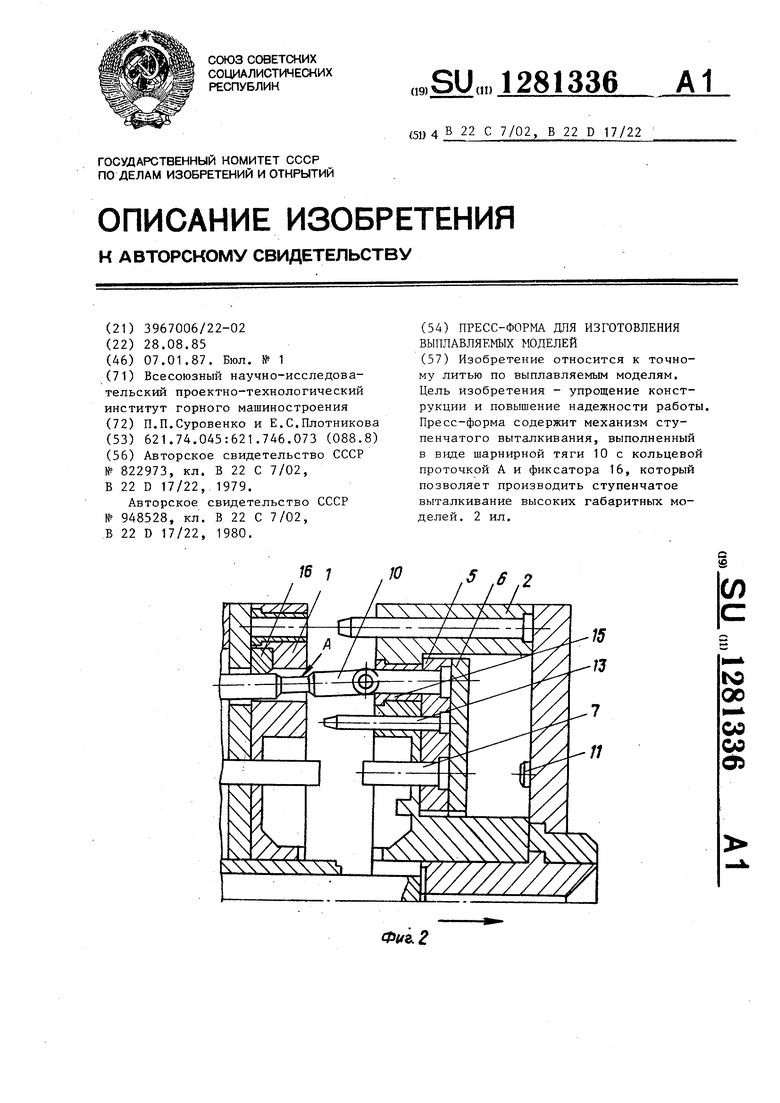
Редактор Н.Тупица
Составитель В.Тарасов Техред А,Кравчук
Заказ 7191/8 Тираж 739Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое прдприятие, г.Ужгород, ул. Проектная, 4
Корректор С.Шекмар
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU822973A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
