Изобретение относится к обработке металлов давлением и может быть использовано на предприятиях машиностроения и металлообработки для подготовки полос к прокатке точных тонкостенных корытообразных профилей с различной толщиной элементов поперечного сечения.
Известен способ изготовления гнутых профилей из труднодеформируемых листовых сплавов за два технологических перехода в холодном состоянии. Для осуществления формообразования полосовых заготовок на их заходном конце выполняют сужающийся участок.
Однако данный способ ограничен по своим технологическим возможностям, т. е. не позволяет получать профили с переменной толщиной элементов поперечного сечения за один технологический переход из высокопрочных материалов, например, из титанового сплава ВТ 20.
Технической задачей, решаемой изобретением, является расширение технологических возможностей процесса изготовления профилей.
Поставленная задача достигается тем, что в способе подготовки полос для прокатки фасонных корытообразных профилей, включающем создание на полосе заходного участка, заходный участок формуют в поперечном направлении в соответствии с фасонным калибром прокатных роликов, а протяженность этого участка определяют с учетом надежного захвата из соотношения
lo≥ 
При этом для изготовления профилей из высокопрочных сплавов заходный участок заготовки создают с предварительным разупрочнением передней части полос на длине Lп lо + lв, где Dмаксв максимальный диаметр охватывающего верхнего ролика;
Dраб.максв максимальный рабочий диаметр охватывающего верхнего ролика;
Hл расстояние от оси охватывающего ролика до линии, проходящей через проекции на вертикальную плоскость точек пересечения окружностей, образованных максимальным рабочим диаметром охватывающего ролика и максимальным рабочим диаметром охватываемого ролика;
lв длина зоны внеконтактной деформации в процессе подготовки полосы для прокатки.
Сущность изобретения заключается в том, что для расширения технологических возможностей процесса изготовления профилей, в частности для осуществления формообразования в роликах за один технологический переход из полосовой заготовки, необходим надежный захват полосы формующими роликами. Для этого необходимо значительное сужение заходного участка заготовки, что приводит к его большому удлинению. Однако тогда значительная часть металла (заходный участок) идет в отход. Кроме того, при изготовлении профилей из высокопрочных сплавов осуществить нагрев основной части заготовки и такой ее удлиненный конец переменного сечения на большой длине известными способами электроконтактного нагрева представляет собой технически сложную задачу. Направлять же в ролики неразупрочненный заходный участок заготовки нельзя, так как это может привести к его разрушению или повреждению самих роликов. Поэтому заходный участок формуют в соответствии с фасонным калибром прокатных роликов в поперечном направлении, причем при изготовлении профилей из высокопрочных сплавов предварительно нагревают передний конец заготовки до температуры пластической деформации. Также значительно упрощается электроконтактный нагрев заготовки с заходным участком, так как исключается сужающаяся часть переменного сечения.
Такое техническое решение позволяет решить поставленную задачу при условии получения качественных профилей.
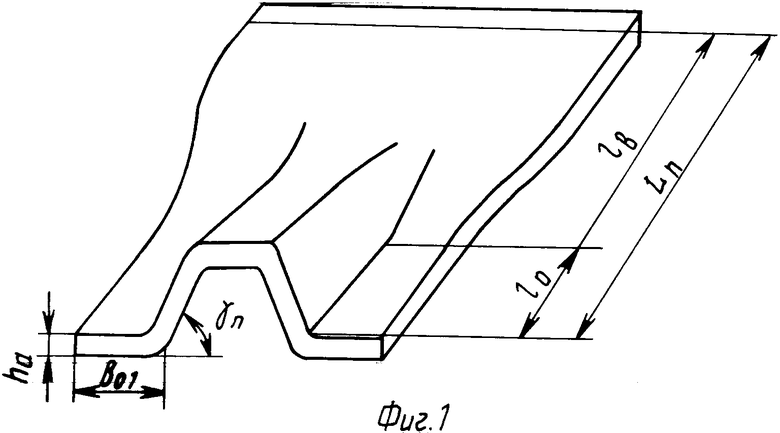
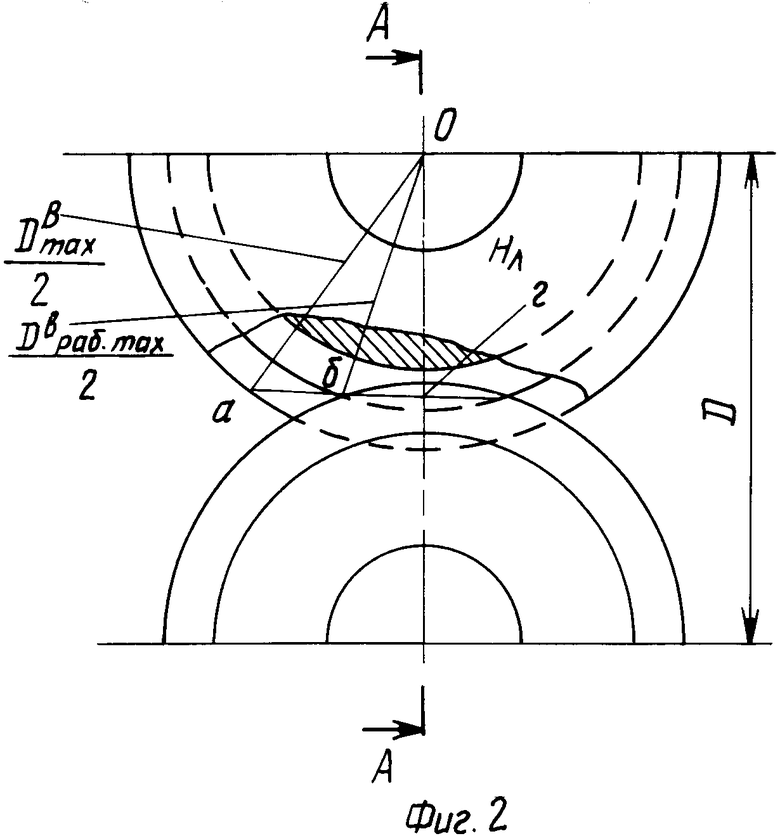
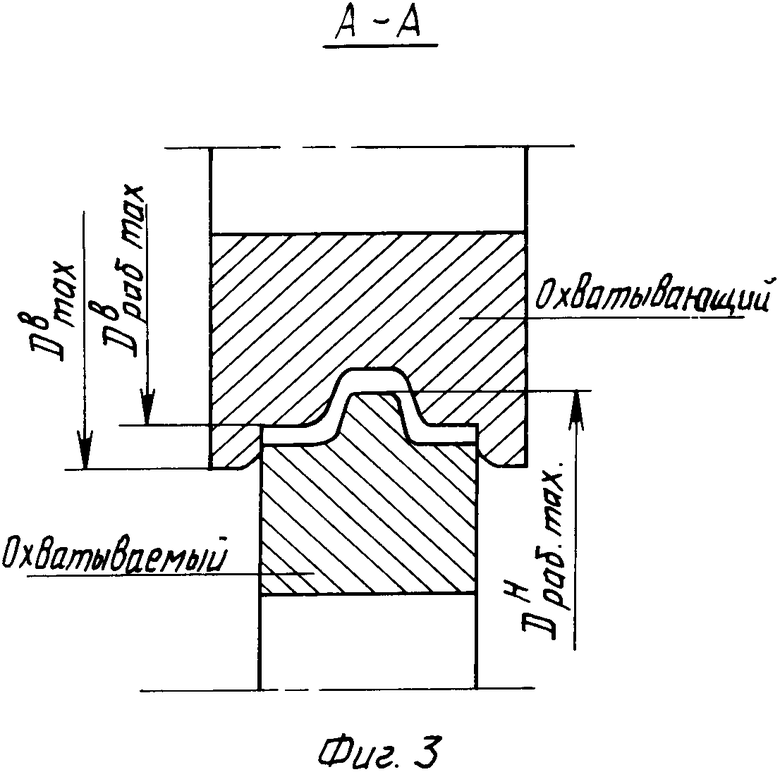
На фиг.1 изображена исходная полосовая заготовка с отформованным заходным участком; на фиг. 2 схема для определения длины заходного участка; на фиг.3 формующие ролики для получения корытообразных профилей.
Прокатка профилей может осуществляться из полос, нарезанных из листа или ленты, поставляемых металлургическими предприятиями. На передних частях полос для обеспечения захвата прокатными роликами формуют в штампе заходный участок (фиг.1) для труднодеформируемых сплавов, предварительно разупрочнив заходный участок до температуры пластической деформации, например, электроконтактным нагревом.
Протяженность lo заходного участка определяется из геометрических соотношений формующих роликов и условия свободного подхода и захвата фасонного заходного участка наклонными элементами формующих роликов из следующего соотношения:
lo≥ (аб) 
(1) где Dмаксв, Dраб.максв максимальный и минимальный рабочие диаметры верхнего охватывающего ролика (фиг.1).
Отрезок Нл является расстоянием от оси охватывающего ролика до проекции на вертикальную ось точки "б", которая выбрана из условия захвата заходного участка наклонными элементами формующих роликов опытным путем. Она совпадает с проекцией на вертикальную плоскость точки пересечения окружностей, образованных максимальным рабочим диаметром охватывающего ролика и максимальным рабочим диаметром охватываемого ролика (фиг.2).
Погрешность значений, получаемых по формуле (1), не превышает 5%
Для изготовления профилей из высокопрочных сплавов, например, из титанового сплава ВТ20 определяют длину разупрочняемой части по формуле Lп ≥ lo + lв, (2) где lв длина зоны внеконтактной деформации.
Пример расчета протяженности заходного участка и длины разупрочняемой зоны.
Исходные данные: Dраб.макcв 355 мм; Dмакcв 386 мм; D 350 мм; Dраб.макcн 362:8 мм; γп 83о; ho 2 мм; вd 12 мм.
Приводя раcчет по формулам [1 и 2] получают
lо 44,3 мм; Lп ≥ 128,5 мм.
Реализация данного способа может быть осуществлена с использованием нагревательной установки и штампа, а также модернизированного прокатного стана ДУО-350 под процесс полосовых заготовок прокаткой с электроконтакным нагревом. На данном оборудовании был опробован предлагаемый способ.
При этом параметры исходной заготовки и отформованного заходного участка следующие: толщина исходной заготовки 2,0 мм, ширина 56 мм, длина 2000 мм, материал титановый сплав ВТ20 (δ -10% σв 930-1080 МПа); длина фасонно-деформированного заходного участка 45 мм, полученная в штампе с предварительным разупрочнением, электроконтактным нагревом участка длиной 130 мм. После изготовления корытный профиль (лапок) имеет следующие размеры: толщина полок у основания профиля (лапок) 1,5 мм, толщина наклонных стенок 1,3 мм, толщина полки при вершине профиля 1,7 мм, угол наклона стенки к полкам 83о, наружный радиус при вершине профиля 3,5 мм, внутренний 2 мм, наружный радиус у основания профиля 0,7 мм, внутренний 2 мм, ширина лапок 13 мм, ширина вершины профиля 12,1 мм, высота профиля 12 мм и его ширина 41 мм.
Использование предлагаемого способа позволяет повысить производительность труда за счет сокращения количества технологических переходов, исключения времени на перевалку стана, уменьшить количества технологической оснастки для изготовления профилей, сэкономить материал профилей, так как заходный участок не идет в отход, уменьшить объем доводочных работ за счет исключения заготовок промежуточных переходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профилей из высокопрочных полосовых заготовок | 1983 |
|
SU1155322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ ИЗ ПОЛОСОВОЙ ЗАГОТОВКИ | 1992 |
|
RU2015774C1 |
| Устройство для образования утолщений на полосе | 1989 |
|
SU1787637A1 |
| Способ изготовления профилей из высокопрочных полосовых заготовок | 1978 |
|
SU776708A2 |
| "Способ изготовления профилей из полосовых заготовок | 1978 |
|
SU774682A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Способ ротационного формообразования и калибровки кольцевых деталей | 1985 |
|
SU1315074A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Способ продольного разделенияСОВМЕщЕННыХ пРОфилЕй и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816581A1 |
Использование: для подготовки полос к прокатке корытообразных профилей с различной толщиной элементов поперечного сечения. Сущность изобретения: создается заходной участок на переднем конце полосы путем его поперечной формовки в соответствии с фасонным калибром прокатных роликов. При этом длина сформованного таким образом участка определяется соотношением, составленным исходя из условий надежного захвата сформированного конца заготовки боковыми стенками калибра. Кроме того, при изготовлении профилей из труднодеформируемых сплавов заходный участок разупрочняется на длине предварительно сформованной части и части, соответствующей зоне внеконтактной деформации в процессе подготовки полосы при прокатке. 3 ил.

где D
D
Hл расстояние от оси охватывающего ролика до линии, проходящей через проекции на вертикальную плоскость точек пересечения окружностей, образованных максимальным рабочим диаметром охватывающего ролика и максимальным рабочим диаметром охватываемого ролика.
Lп > lо + lв,
где lв длина зоны внеконтактной деформации в процессе подготовки полосы для прокатки.
| Способ формовки гнутых листовых профилей | 1981 |
|
SU1009559A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
