менения сварки в среде защитных газов с короткими замыканиями при положениях, отличных от нижнего.
Указанная цель достигается тем, что в способе сварки -плавящимся i электродом постоянным током с короткими замыканиями дугового промежутка, при котором производят уменьшение сварочного тока в период короткого замыкания с последующим его увеличением , уменьшение сварочного тока производят на время образования устойчивой перемычки между сварочной ванной и электродом.- В момент окончания короткого замьпсания снова производят резкое уменьшение сварочного тока.
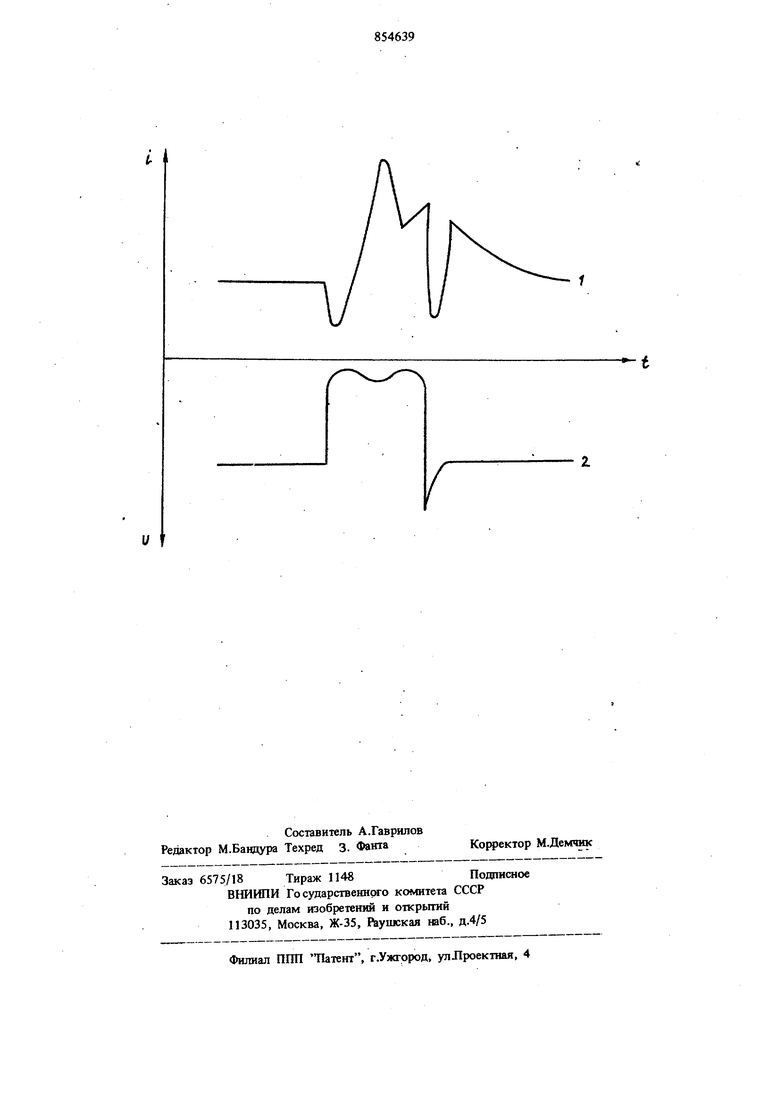
На чертеже показана кривая изменения тока короткого замьпсания 1 и напряжения дуги 2 при сварке предлагаемым способом.
Предлагаемый способ сварки на режимах с периодическими короткими замыка}П1ями дугового промежутка осуществляют следующим образом.
В момент касания капли поверхности сварочной ванны производят резкое уменьшение сварочного тока на время обраювания устойчивости перемьгаки расплавленного металла между концом электрода и сварочной ванной, затем осуществляют резкое увеличение тока и в момент возбуждения дуги уменьшают сварочный ток. Такой цикл изменения тока в процессе короткого замыкания каплей дугового промежутка имеет последствия: предотвращается газодинамический удар, вызванный электромагнитными силами в период формирования перем №пси между каплей электродного металла и ванной, всплеск тока, проходящего через сформировавшуюся перемьгжу жидкого металла, сообщает капле дополнительный импульс кинетической энергии, направленной в сторону сварочной ванны. Поскольку возбуждение дуги и разрушение перемычки происхо, малом токе, существенно снижается интенсивность газо- и гидродинамического ударов в момент возбуждения дуги.
Например, при сварке в среде COj проволокой ф 1,2 мм на токе 220 А при напряженки дуги 24 В в момент касания капли сварочной ванны уменьшают величину тока до 60-80 А на 2-3 м с, а затем резко увелшшвают ток до 300-320 А. В момент возбуждения дуги уменьшают величину тока до 80-100 А. Сигналом на уменьшение тока служит изменение 1Ш1ряжеш я на дуге в момент начала и окончания короткого замьпсания. Благодаря такому изменению тока в процессе короткого замыкания исключается разбрызгивание и осуществляется направленный перенос электродного металла в сварочную вашгу, снижается разбрызгивание при возбуждении дуги.
Потери металла на угар и разбрызгивзние не превышают 3-5% при сварке в любых пространственных положениях, в то время как при сварке известным способом потери металла на разбрызгивание 12-15%.
При сварке предлагаемым способом необходимость в трудоемкой зачистке изделий от приварившихся брызг резко С1шжается или исключается сЬвсем.
Формула изобретения
Способ сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором производят уменьшение сварочного тока в период короткого замыкания с последующим его увеличением, отличающийся тем, что, с целью повьпиения качества и производительности сварки, уменьшение сварочного тока производят на время образования устойчивой перемычки между сварочной ванной и электродом.
Источники информации, принятые во вни 11ание при экспертизе
1.Авторское свидетельство СССР № 519293, кл. В 23 К 9/16, 1973.
2.Авторское свидетельство СССР
N 592539, кл. В 23 К 9/16, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |