Изобретение относится к области ковшевой металлургии для производства стали и разливки металла из ковша с донными разливочными стаканами.
Из известных основных технологических процессов производства стали и ее разливки известны следующие схемы.
Крупные металлургические заводы:
- доменный цех - конверторный цех - машина непрерывного литья заготовок стали (МНЛЗ) - прокатный цех.
Недостатки известных технологических процессов крупных металлургических заводов:
- большая стоимость основных фондов капитальных затрат и довольно длительный срок с момента начала строительства до ввода его мощности;
- большая потребность в рабочей силе для производства и разливки стали;
- недостаточный коэффициент использования производственной мощности - (КИПМ ~ 80%) оборудования по выплавке и разливке стали (см. табл.5 в статье A.M. Седых и др. «Черная металлургия России на фоне мирового рынка». М.: 2003 г., «Издательство «Экономика».
- высокая себестоимость литья.
Мини-заводы:
- электропечь - ковш-печь - МНЛЗ.
Недостатки:
- жесткая зависимость от рынка сырья, в первую очередь - от металлолома;
- обязательное применение агрегата электропечи (Ю.С.Карабасов и др. «Сталь на рубеже столетий», М. МИСиС, 2001, стр.81, 221).
Одним из самых больших недостатков во всех указанных схемах является применение стопора или шибера при разливке стали из ковша.
При стопорной разливке происходит довольно быстрая механическая поломка стопора из-за его износа в области шлакового пояса и головки, а также поломка в зоне его крепления со штангой стопорного механизма. Кроме того, часто происходит коробление вилки, соединяющей штангу и стопорный механизм.
Шиберный затвор имеет сложную конструкцию и высокую стоимость.
Шиберная разливка содержит усложненную схему старта из-за засыпки канала шиберного затвора. Причиной является существенное удлинение сталевыпускного канала ковша до формы (кристаллизатора), способствующее зарастанию канала неметаллическими и шлаковыми включениями, нарушению режима литья, подсосу воздуха между плитами шиберного затвора. Все это снижает качество металла и увеличивает количество брака.
Общими недостатками указанных устройств разливки металла является необходимость использования механизмов, которые, испытывая высокую температуру разливки стали, часто ломаются, останавливая процесс производства. Кроме того, из-за отсутствия рафинирования стали не происходит улучшения ее качества, а, наоборот, идет снижение вплоть до получения брака и остановки машины непрерывного литья заготовки стали (МНЛЗ). В результате уменьшается производство стали и увеличивается себестоимость литья (А.Н.Смирнов и др. «Теория и практика непрерывного литья заготовок». Донецк, 2000 г., стр.71, 151).
Прототипом изобретения является устройство для непрерывной ковшевой металлургии, содержащее разливочный чугунковш с донным разливочным стаканом, расположенный под ним стальковш с донным разливочным стаканом и формой для непрерывного литья заготовок. - В.Г. Воскобойников и др. «Общая металлургия», М.: «Металлургия», 1979 г., с.345, рис.144.
Недостатком данного устройства является отсутствие рафинирования и вакуумирования жидкого металла при разливке его в формы, зависящего только от высоты столба металла в ковше.
Технической задачей, решаемой изобретением, является осуществление непрерывной ковшевой металлургии чугун-сталь без использования стопора или шибера и значительное повышение коэффициента использования производственной мощности - КИПМ, уменьшение себестоимости литья и повышение его качества.
Указанная техническая задача решена в устройстве для непрерывной ковшевой металлургии, содержащем разливочный чугунковш с донным разливочным стаканом, расположенный под ним стальковш с донными разливочными стаканами и формы для непрерывного литья заготовок, при этом чугунковш выполнен с донными газовыми фурмами и содержит колпак с отверстиями в его преддонной части, закрепленный открытой частью на днище чугунковша над разливочным стаканом, при этом в верхней части колпака установлен патрубок, соединяющий полость колпака с помощью вентиля с источником сжатого газа или с атмосферой, а в полости колпака над разливочным стаканом расположен плавающий запорный огнеупорный элемент, при этом нижняя часть разливочного донного стакана входит в герметично прикрепленное разливочное средство, соединенное через вентиль с источником сжатого газа или вакуумным насосом, стальковш содержит разливочные средства, герметично закрепленные на нижних частях его донных разливочных стаканов и соединенные через вентили с источниками сжатого газа или вакуумным насосом, при этом нижние части разливочных средств стальковша заглублены в жидкую сталь в формах для непрерывного литья заготовок, при этом в верхней части форм расположены нагреватели, а в нижней части установлены холодильники, связанные через литье с валками, а управление осуществляется на командном пункте с помощью пульта.
Кроме того, устройство имеет признаки, характеризующие его в частных случаях выполнения:
- запорный огнеупорный элемент выполнен в виде огнеупорного шара;
- каждый разливочный стакан сверху и снизу снабжен вставками со множеством отверстий;
- разливочные средства выполнены из газонепроницаемого материала в верхней своей части, а нижняя часть выполнена из газопроницаемого материала или со множеством отверстий.
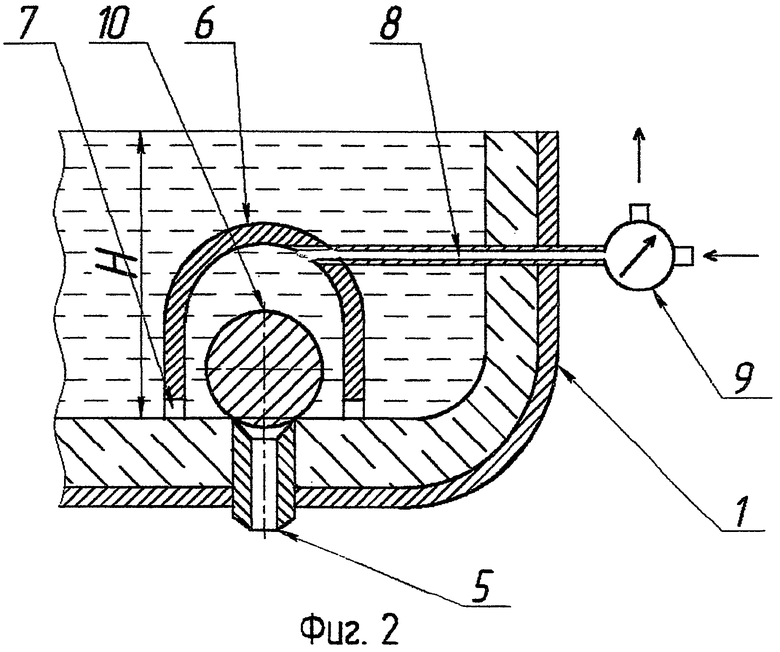
На фиг.1 представлена схема сталькомбайна для производства стали, на фиг.2 - конструкция части устройства - колпака.
Сталькомбайн содержит разливочный чугунковш 1 с отверстием 2 в его крышке для подачи чугуна и отверстием 3 для выхода дымовых газов.
В донной части чугунковша 1 имеются фурмы 4 для подачи газа при рафинировании и донный разливочный стакан 5, сверху и снизу которого имеются вставки со множеством отверстий.
Над разливочным стаканом 5 открытой частью закреплен ко днищу чугунковша 1 колпак 6 с отверстиями 7 в его преддонной части (фиг.2).
В верхней части колпака 6 установлен патрубок 8, соединяющий между собой с помощью вентиля 9 полость колпака 6 с источником сжатого газа или с атмосферой; в полости колпака 6 над разливочным стаканом 5 расположен плавающий запорный огнеупорный шар 10.
Под чугунковшом 1 находится стальковш 11 с донными разливочными стаканами 12, сверху и снизу которых имеются вставки со множеством отверстий; здесь размещается разливочное средство 13, герметично закрепленное на нижней части разливочного стакана 5 и через вентиль 14 соединенное с источником сжатого газа и вакуумным насосом.
К нижней части разливочных стаканов 12 герметично прикреплены расположенные в соответствующей полости одной из форм 15 МНЛЗ разливочные средства 16, каждое из которых соединяется через вентиль 17 с источником сжатого газа и вакуумным насосом.
Нижняя часть разливочных средств 16 заглублена в жидкую сталь в формах 15 МНЛЗ.
В верхней части форм 15 расположены нагреватели 18, в нижней части установлены холодильники 19, связанные через литье с валками 20.
Колпак 6 и разливочное средство 13 функционально образуют газоузел 21.
Управление процессом осуществляется с пульта управления 22.
Работа устройства осуществляется следующим образом.
В емкость разливочного чугунковша 1 через отверстие 2 в крышке поступает жидкий чугун в полость колпака 6 через отверстия 7 (фиг.2). При этом донный разливочный стакан 5 закрывается огнеупорным шаром 10 под давлением воздуха или газа.
Повышение температуры газа на каждые 273°С увеличивает давление газа в полости колпака 6 примерно на 1 атм. Температура воздуха в колпаке 6 составляет примерно 1500-1600°С и воздействует давлением более 5 атм на запорный огнеупорный элемент - шар 10. Вместе с металлостатическим газовое давление поджимает запорный шар 10, надежно закрывая им разливочный стакан 5. Давление газа Р в полости колпака 6 и фурм 4 должно быть больше суммы металлостатического и атмосферного давлений, которая определяется из формулы:
Р>>Ратм+gH,
где: g - плотность жидкого металла, Н - высота жидкого металла в чугунковше 1.
Открывая вентиль 9 со сжатым кислородом, рафинируют жидкий чугун с помощью барботажа через отверстия 7 колпака 6 и с помощью фурм 4.
В чугунковше 1 происходит начало рафинирования жидкого полупродукта - чугуна, обеспечивая возможность гибкого управления процессом формирования физико-химического состояния расплава для получения высококачественной стали.
Чугун-полупродукт из печи выливают в чугунковш 1 и сразу же в его емкости начинают рафинировать газом или любым из указанных методов (раскислением, легированием, десульфурацией и др.) до получения стали. При этом высота столба жидкого металла соответствует высоте рабочей части ковшей.
Здесь следует отметить, что обычно длина ковша (его основание) гораздо меньше его высоты, но в заявленном устройстве, как видно из фиг.1, применяются ковши, у которых соотношение иное: длина ковша гораздо больше его высоты (примерно в 10 раз), что улучшает процесс рафинирования.
После получения жидкой стали, используя вентиль 9 и патрубок 8, уменьшают давление в полости колпака 6 до уровня атмосферного. Жидкий металл под действием металлостатического давления устремляется через отверстия 7 в полости колпака 6, приводя к увеличению силы, выталкивающей плавающий запорный шар 10, на который действует направленное вверх давление потока металла. Под воздействием этих сил запорный шар 10 всплывает и открывает отверстие разливочного стакана 5, вследствие чего происходит разливка стали из чугунковша 1 в стальковш 11. При работе вентиля 14 от сжатого кислорода погружной разливочный стакан 13 используют как стопор, дозатор, фурму.
Регулировка скорости разливки жидкой стали из стальковша 11 в формы 15 осуществляется с помощью вентилей 17 изменением давления газа в полостях разливочных средств 16. Для увеличения скорости разливки стали давление газа уменьшают, а для уменьшения увеличивают. Нижняя часть разливочных средств 16 погружена в жидкую сталь в полости форм 15; температуру металла поддерживают нагревателями 18.
В стальковше 11 дополнительно рафинируют жидкую сталь, продувая ее газом через нижнюю газопроницаемую часть разливочного средства 13 и отверстия во вставках разливочных стаканов 12. В стальковше 11 жидкую сталь доводят до нужного химического состава. При этом главную роль играют колпаки 6 и 13, образующие газоузел 21.
Рафинирование стали продолжается и в формах 15 (кристаллизаторах), через нижнюю часть погруженных в жидкую сталь разливочных средств 16 и отверстия во вставках разливочных стаканов 12. Здесь можно, при необходимости, продолжить рафинирование и довести жидкую сталь до нужного химического состава.
Затем включают холодильники 19, подключают работу валков 20 МНЛЗ и одновременно изменяют газовую среду в разливочных средствах 16 от положительного до отрицательного значения давления газа; начинают многоструйное вакуумирование стали во время ее разливки в формы 15 МНЛЗ, получая высококачественное литье и прокат.
Управление непрерывным процессом производства от жидкого полупродукта (чугуна) до высококачественного стального литья на сталькомбайне осуществляют с пульта управления 22.
Применение сталькомбайна позволяет создать процесс чугун-сталь-прокат непрерывным, значительно увеличить КИПМ и значительно снизить себестоимость получения высококачественного литья и проката при использовании простых устройств. При этом исключается применение дорогих, сложных и ненадежных механизмов - стопора и шибера. Для решения этих проблем и создано предлагаемое изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО "ГАЗОКОЛПАК" ДЛЯ РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 2011 |
|
RU2460608C1 |
| УСТРОЙСТВО "ГАЗОРУКАВ" ДЛЯ РАФИНИРОВАНИЯ, ВАКУУМИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 2011 |
|
RU2460609C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОГО ВЫПУСКА МЕТАЛЛА ИЗ ЕМКОСТИ | 1993 |
|
RU2042472C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2004 |
|
RU2269579C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
| Установка поточного вакуумирования стали | 1990 |
|
SU1778195A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
Устройство содержит разливочный чугунковш (1) с донным разливочным стаканом (5), расположенный под ним стальковш (11) с донными разливочными стаканами (12) и формы (15) для непрерывного литья заготовок. Чугунковш (1) выполнен с донными газовыми фурмами (4) и содержит колпак (6) с отверстиями (7) в его преддонной части. Колпак (6) закреплен открытой частью на днище чугунковша (1) над донным разливочным стаканом (5). В верхней части колпака (6) установлен патрубок (8), соединяющий полость колпака (6) с помощью вентиля (9) с источником сжатого газа или атмосферой, а в его полости над донным разливочным стаканом (5) расположен плавающий запорный огнеупорный элемент (10). Нижняя часть донного разливочного стакана (5) входит в герметично прикрепленное разливочное средство (13), соединенное через вентиль (14) с источником сжатого газа или вакуумным насосом. Стальковш (11) содержит разливочные средства (16), герметично закрепленные на нижних частях его донных разливочных стаканов (12) и соединенные через вентиль (17) с источником сжатого газа или вакуумным насосом. В верхней части форм (15) расположены нагреватели (18), а в нижней части холодильники (19). Обеспечивается улучшение качества получаемой в ковшевой металлургии стали. 3 з.п. ф-лы, 2 ил.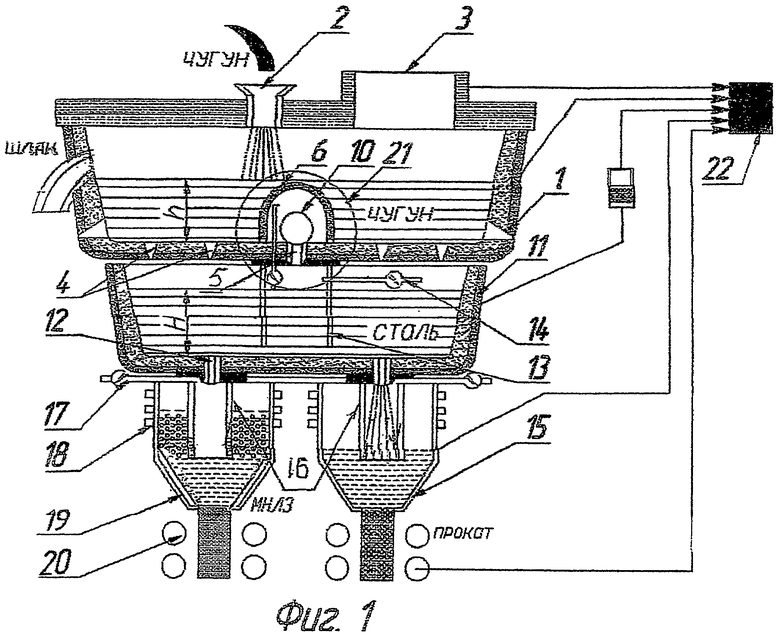
1. Устройство для непрерывной разливки металла, содержащее разливочный чугунковш с донным разливочным стаканом и расположенный под ним стальковш с донными разливочными стаканами для разливки металла в формы, отличающееся тем, что чугунковш выполнен с донными газовыми фурмами и содержит колпак с отверстиями в его преддонной части, закрепленный открытой частью на днище чугунковша над его донным разливочным стаканом, при этом в верхней части колпака установлен патрубок, соединяющий полость колпака с помощью вентиля с источником сжатого газа или атмосферой, а в полости колпака над донным разливочным стаканом расположен плавающий запорный огнеупорный элемент, при этом нижняя часть донного разливочного стакана входит в герметично прикрепленное разливочное средство, соединенное через вентиль с источником сжатого газа или вакуумным насосом, стальковш содержит разливочные средства, герметично закрепленные на нижних частях его донных разливочных стаканов и соединенные через вентиль с источником сжатого газа или вакуумным насосом, при этом нижние части разливочных средств стальковша выполнены с возможностью заглубления в жидкую сталь в формах, при этом в верхней части форм расположены нагреватели, а в нижней части установлены холодильники.
2. Устройство по п.1, отличающееся тем, что запорный огнеупорный элемент выполнен в виде огнеупорного шара.
3. Устройство по п.1, отличающееся тем, что каждый донный разливочный стакан сверху и снизу снабжен вставками с отверстиями.
4. Устройство по п.1, отличающееся тем, что верхняя часть разливочных средств выполнена из газонепроницаемого материала, а нижняя часть выполнена из газопроницаемого материала или с отверстиями.
| Воскобойников В.Г | |||
| и др | |||
| Общая металлургия | |||
| - М.: Металлургия, 1979, с.345, рис.144 | |||
| Устройство для выпуска металла из ковша | 1977 |
|
SU727326A1 |
| СПОСОБ ПРЯМОГО ПРОИЗВОДСТВА СТАЛИ ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2346056C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1991 |
|
RU2026135C1 |
| JP 4228257 A, 18.08.1992. | |||

