Изобретение относится к обработке металлов давлением, в частности предназначено для гибки заготовок, например, кованой или калиброванной стали, квадратного сечения 50 х 50 мм, в горячем состоянии.
Известно "Устройство для гибки труб" [1] содержащее гибочный шаблон, гибочные ролики, установленные на кронштейнах (поводках), соединенных между собой пальцем, смонтированном на рукоятке. Кронштейны соединены через сектора с приводом, осуществляющим их поворот, а соответственно перемещение гибочных роликов по дуге окружности относительно пальца.
Недостатком известного устройства является то, что оно не позволяет получать W-образные детали, ненадежно при гибке заготовок из кованой или калиброванной стали, имеющей квадратное сечение.
Устранение указанных недостатков достигается в "Устройстве для гибки труб" [2] содержащем установленные на станине поводки с толкателями и гибочными роликами, являющимися одновременно дополнительными гибочными шаблонами, основной шаблон, закрепленный на ползушке, соединенной с приводом, выполненным в виде подающего цилиндра, и угловые рычаги с контактными и гибочными роликами. Шарнирно закрепленные поводки во время работы устройства поворачиваются под воздействием силовых цилиндров, закрепленных на станине, и после взаимодействия толкателей с контактными роликами поворачивают угловые рычаги, несущие гибочные ролики.
Недостатком известного устройства является:
участие в движении больших масс (ползушка с основным шаблоном), что усложняет конструкцию, повышает энергоемкость, снижает производительность за счет увеличения времени на вспомогательные операции;
большая мощность силового цилиндра, необходимая для гибки заготовок, что приводит к увеличению металлоемкости устройства, усложнению конструкции, повышению энергоемкости;
приложение усилий гибки в середине изгибаемых "плетей" заготовок, что не позволяет получать качественный требуемый профиль готового изделия на кованой или калиброванной стали квадратного сечения, находящейся в горячем состоянии, что требует дополнительных операций, влияющих на снижение производительности процесса гибки;
возможность изменения размеров сечения полосы (утяжка) из-за растяжения, появления трещин, сколов в местах изгиба.
Данное "Устройство для гибки труб" является наиболее близким по технической сущности и достигаемому результату к предлагаемому устройству и принято в качестве прототипа.
Задача изобретения состоит в разработке устройства для гибки заготовок, например из кованой или калиброванной стали квадратного сечения, с помощью которого может быть достигнут технический результат: повышение производительности за счет расширения технологических возможностей, повышения надежности работы устройства за счет упрощения конструкции, снижение металлоемкости и энергоемкости устройства, получение качественного требуемого профиля без изменения размеров в сечении.
Для достижения указанного технического результата устройство для гибки заготовок, например, из кованой или калиброванной стали квадратного сечения, содержащее станину, основной гибочный шаблон, пару поводков, на одном из свободных концов каждого из которых закреплен дополнительный гибочный шаблон, выполненный в виде ролика, пару гибочных роликов, каждый из которых закреплен на соответствующем рычаге, смонтированном на станине шарнирно, при этом рычаги расположены по обе стороны от основного гибочного шаблона, и основной и пару дополнительных приводов, выполненных, например, в виде пневмоцилиндров, смонтированных на станине, оснащено тремя одноплечими рычагами, при этом основной шаблон установлен на станине жестко, выполнен с пазом, расположенным симметрично боковым граням основного гибочного шаблона и соосно основному приводу, причем, станина выполнена с пазами, расположенными по обе стороны основного гибочного шаблона, параллельно его боковым граням, а ось каждого дополнительного гибочного шаблона установлена в соответствующем пазу станины с зазором, причем поводки соединены между собой одноплечим рычагом, опирающимся на станину, а шток основного привода связан через ось, размещенную в пазу основного гибочного шаблона, с парой одноплечих рычагов, каждый из которых связан со вторым свободным концом соответствующего поводка, при этом каждый рычаг гибочного ролика соединен с соответствующим дополнительным приводом.
Преимуществом описываемого устройства является возможность вести гибку заготовок из кованой или калиброванной стали в горячем состоянии, имеющей, например квадратное или круглое сечение большого размера, а также труб; увеличение производительности устройства за счет сокращения времени на вспомогательные операции; упрощение конструкции; повышение надежности; снижение металлоемкости и энергоемкости устройства; получение качественного требуемого профиля готового изделия, без изменения размеров в сечении материала за счет последовательного воздействия ролика на каждый участок заготовки при перемещении ролика от нижней части основного шаблона до верхней.
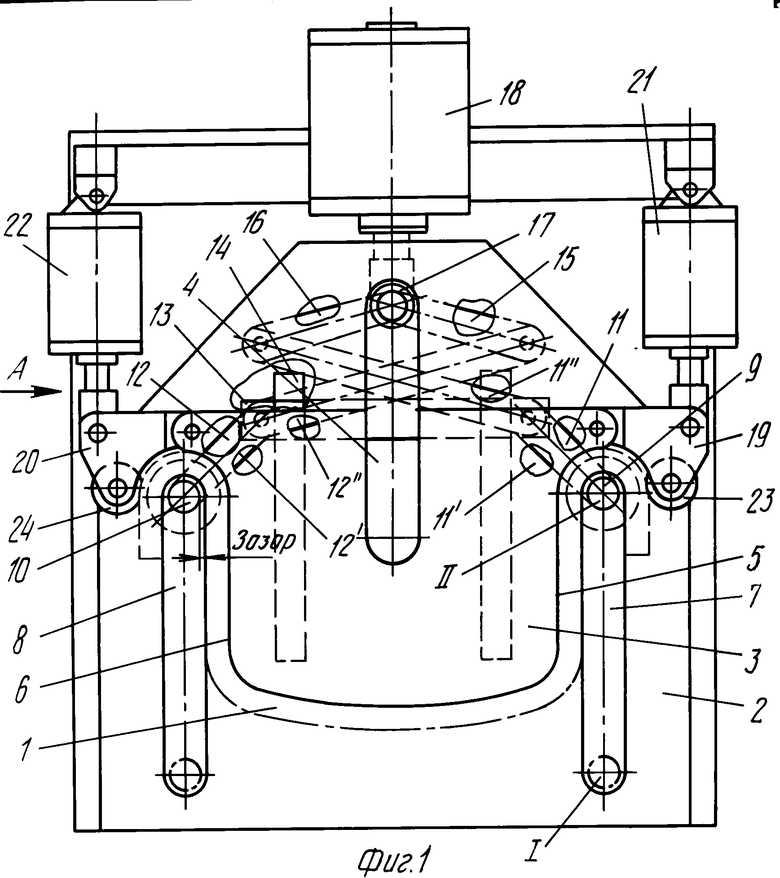
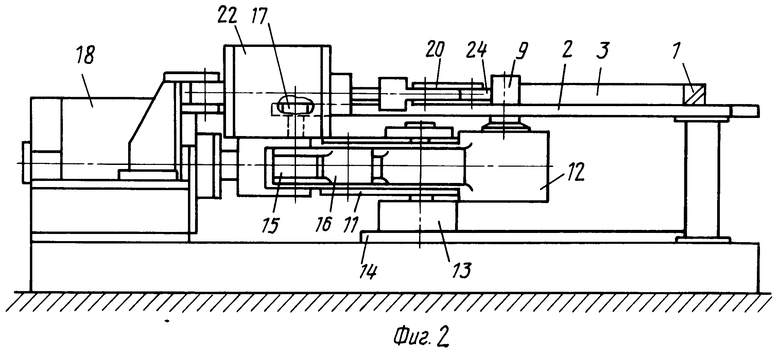
На фиг. 1 представлено устройство для гибки заготовок, например, из кованой или калиброванной стали квадратного сечения; на фиг. 2 вид по стрелке А на фиг. 1.
Устройство для гибки заготовок 1, например, из кованой или калиброванной стали квадратного сечения содержит станину 2, на которой жестко установлен основной гибочный шаблон 3, имеющий паз 4, выполненный симметрично относительно боковых граней 5 и 6 основного гибочного шаблона 3. На станине 2 выполнены пазы 7 и 8, расположенные по обе стороны от основного гибочного шаблона 3, параллельно соответствующим боковым граням 5 и 6 и равноудаленным относительно них.
Устройство имеет дополнительные гибочные шаблоны 9 и 10, выполненные в виде роликов, каждый из которых закреплен соответственно на одном конце поводка 11 и 12. Поводки 11 и 12 выполнены в виде двух шарнирно связанных между собой рычажных звеньев, соответственно 11', 11''; 12' и 12'' и установлены соответственно в пазу 7 и 8 с зазором. По месту шарнирного соединения рычажных звеньев 11' и 11'', 12' и 12'' поводки 11 и 12 соединены между собой одноплечим рычагом 13, опирающимся на направляющие 14 станины 2. Вторые свободные концы поводков 11 и 12 соединены соответственно с одноплечими рычагами 15 и 16, связанными с осью 17, размещенной в пазу 4 основного гибочного шаблона и соединенной со штоком основного привода (гидро- или пневмоцилиндра) 18. На станине 2 справа и слева относительно основного гибочного шаблона 3 шарнирно установлены одноплечие рычаги 19 и 20, которые соединены соответственно с дополнительными приводами 21 и 22, выполненными, например, в виде гидро- или пневмоцилиндров, смонтированных на станине 2, и несущими соответственно гибочные ролики 23 и 24.
Устройство работает следующим образом.
Заготовку 1 вводят между основным гибочным шаблоном 3 и дополнительными гибочными шаблонами 9 и 10, находящимися в исходном положении I. При подаче давления в основной привод (гидро- или пневмоцилиндр) 18, его шток, перемещаясь и воздействуя через ось 17, движущуюся вдоль паза 4, и соответствующие одноплечие рычаги 15 и 16, поворачивает соответствующие поводки 11 и 12, несущие соответствующие дополнительные гибочные шаблоны 9 и 10. Одноплечий рычаг 13, соединяющий поводки 11 и 12 и синхронизирующий их движение, перемещается по направляющим 14, смонтированным на станине 2. При повороте поводков 11 и 12 дополнительные гибочные шаблоны 9 и 10 перемещаются соответственно вдоль пазов 7 и 8 и, воздействуя на заготовку 1, изгибают ее, прижимая соответственно к боковым граням 5 и 6 основного гибочного шаблона 3, начиная с нижних участков заготовки 1. Когда дополнительные гибочные шаблоны 9 и 10 остановятся в положении II, т.е. в положении гибки концов заготовки 1, включаются дополнительные приводы (гидро- или пневмоцилиндры) 21 и 22, которые поворачивают шарнирно установленные на станине 2 одноплечие рычаги 19 и 20, несущие гибочные ролики 23 и 24. При своем движении гибочные ролики 23 и 24, воздействуя на заготовку 1, прижимают ее к соответствующему дополнительному гибочному шаблону 9, 10. После завершения операции гибки заготовки 1, дополнительные приводы 21 и 22 отключаются, и одноплечие рычаги 19 и 20 вместе с гибочными роликами 23 и 24 отводятся в исходное положение, освобождая заготовку 1. Далее включается основной привод 18, под действием которого дополнительные гибочные шаблоны 9 и 10 перемещаются в исходное положение I, обкатываясь по заготовке. Изогнутую скобу удаляют с помощью механизма выгрузки (не показан).
Устройство готово к загрузке следующей заготовки.
Наличие в конструкции устройства:
трех одноплечих рычагов, один из которых соединяет между собой поводки, и опирается на направляющие станины, а пара других соединяет поводки с основным приводом через ось, установленную в пазу, выполненным в основном гибочном шаблоне и расположенным симметрично боковым граням основного гибочного шаблона и соосно основному приводу, и размещение оси каждого дополнительного гибочного шаблона в соответствующем пазу станины с зазором, в сочетании с другими отличительными признаками, позволило осуществить гибку заготовок большого сечения в горячем состоянии, т.е. позволило расширить технологические возможности устройства, упростить конструкцию устройства с обеспечением надежности работы устройства (исключается заклинивание дополнительных гибочных шаблонов, обеспечивается синхронное перемещение шаблонов, перемещаемых одним приводом), снизить энергоемкость, получить качественный требуемый профиль скобы;
основного шаблона, установленного на станине жестко, оснащенного пазом в сочетании с другими отличительными признаками позволило исключить перемещение больших масс, а следовательно, упростить конструкцию, повысить производительность за счет снижения времени на вспомогательные операции, снизить энергоемкость устройства; получить требуемый качественный профиль скобы;
оснащение каждого рычага, несущего гибочный ролик, индивидуальным приводом в сочетании с другими отличительными признаками, позволило вести гибку заготовок из кованой или калиброванной стали квадратного сечения, т.е. позволило расширить технологические возможности устройства, его производительность с обеспечением качественного требуемого профиля без уменьшения размеров сечения материала вдоль всей скобы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| СТАНОК ДЛЯ ГИБКИ | 2000 |
|
RU2198049C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ СТЕРЖНЕЙ В ХОМУТ | 1992 |
|
RU2019336C1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Устройство для обработки заготовок из профильных труб перед гибкой при изготовлении изделий с криволинейными участками | 2018 |
|
RU2694301C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
Использование: обработка металлов давлением. Сущность изобретения: устройство содержит станину, основной гибочный шаблон, пару поводков, пару гибочных роликов, основной и пару дополнительных приводов. На свободном конце каждого поводка закреплен дополнительный гибочный шаблон. Каждый гибочный ролик закреплен на соответствующем рычаге, шарнирно связанном со станиной. Рычаги расположены по обе стороны от основного гибочного шаблона. Устройство оснащено тремя одноплечими рычагами, при этом основной шаблон жестко связан со станиной, оснащен пазом. Станина выполнена с пазами, расположенными по обе стороны основного гибочного шаблона, параллельно его боковым граням. Ось каждого дополнительного гибочного шаблона установлена в соответствующем пазу станины с зазором. Поводки соединены между собой одноплечим рычагом. Шток основного привода связан с парой одноплечих рычагов, каждый из которых связан со свободным концом соответствующего поводка. Каждый рычаг гибочного ролика соединен с соответствующим дополнительным приводом. 2 ил.
УСТРОЙСТВО ДЛЯ ГИБКИ ЗАГОТОВОК, содержащее станину, основной гибочный шаблон, пару поводков, на одном из свободных концов каждого из которых закреплен дополнительный гибочный шаблон, выполненный в виде ролика, пару гибочных роликов, каждый из которых смонтирован на шарнирно связанном со станиной рычаге, причем рычаги расположены симметрично друг другу по обе стороны основного гибочного шаблона, основной и пару дополнительных приводов, выполненных, например, в виде силовых цилиндров, отличающееся тем, что оно снабжено тремя одноплечими рычагами, при этом основной шаблон жестко связан со станиной, выполнен с пазом, расположенным симметрично относительно его боковых граней и соосно с основным приводом, станина выполнена с пазами, расположенными по обе стороны основного гибочного шаблона, параллельно его боковым граням, а ось каждого дополнительного шаблона установлена в соответствующем пазу станины с зазором, поводки соединены между собой одним из одноплечих рычагов, опирающимся на станину, шток основного привода связан через ось, размещенную в пазу основного гибочного шаблона, с парой упомянутых одноплечих рычагов, каждый из которых связан с вторым свободным концом соответствующего поводка, выполненного из двух шарнирно связанных между собой рычажных звеньев, причем каждый рычаг гибочного ролика соединен с соответствующим дополнительным приводом.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для гибки труб | 1987 |
|
SU1454542A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
