Изобретение относится к обработке металлов давлением, в частности предназначено finsf гибки труб малых диаметров.
Цель изобретения - повьппение производительности путем обеспечения возможности получения W-образных деталей за один рабочий ход.
На фиг. 1 изображено предлагаемое устройство в момент начала гибки; на фиг,- 2 - то же, в момент конца гибки.
Устройство для гибки содержит размещенные на станине 1 упоры-2, фиксирующие трубу, и закрепленные на осях приводные поводки 3 с гибочными роликами 4, являющиеся одновременно и шаблонами и толкателями 5, На станине 1 шарнирно з-акреплены силовые цилиндры 6, штоки которых шарнирно свя- заны с поводками 3, В центре станины 1 на ползушке 7 жестко закреплен гибочный шаблон (основной) 8. Справа и слева от шаблона 8 на станине 1 закреплены на осях угловые рычаги 9, на одном плече которых закреплены гибочные ролики 10. Угловые рычаги 9 фиксируются пружинами 11. На другом плече угловых рычагов 9 закреплены на осях контактные ролики 12. Ползуш- ка 7 связана со штоком подающего цилиндра 13, а спереди станины установлен откидной упор 14.
Устройство работает следующим образом.
При подаче давления в силовые ци- .пиндры 6 их штоки, перемещаясь, поворачивают поводки 3 с гибочными роликами 4 Последние, соснувшись трубы (положение I), при дальнейшем ходе начинают изгибать трубу по шаблону 8 После соприкосновения трубы с роликами 10 последние начинают гнуть трубу относительно роликов 4 (положение II
Q
Q 5
35 W
0
Одновременно толкатели 5 поводков 3, соприкасаясь с контактными роликами 12, поворачивают угловые рычаги 9. Ролики 10. одновременно с роликами 4 производят окончательную гибку и калибровку трубы (положение III). По окончании гибки подающий цилиндр 13, перемещая ползушку 7 с упором 14, вы- водит изогнутую деталь из зоны гиба в позицию съема (положение IV). Деталь снимается, механизмы возвращаются в исходное положение.
Использование предлагаемого устройства позволяет повысить производительность труда при производстве фасонных гнутых изделий типа W-образных деталей за один рабочий ход.
Формула изобретения
Устройство для гибки труб, содержащее установленньзе на станине основной гибочный шаблон, пару приводных поводков с дополнительными гибочными шаблонами в Е|Иде роликов, закрепленных на их свободных концах, и пару гибочных роликов, отличающееся тем, что, с целью пдвьшения производительности путем обеспечения возможности получения W-образных деталей за один рабочий ход, оно снабжено парой поворотных подпружиненных угловых рычагов с контактными роликами на одном его плече и взаимодействующими с контактными роликами толкателями, смонтированными на торцах приводных поводков, гибочные ролики установлены на другом плече угловых рачагов с возможностью взаимодействия с дополнительными шаблонами, а основной шаблон установлен с возможностью перемещения вдоль оси устройства.
/yxJ/X/y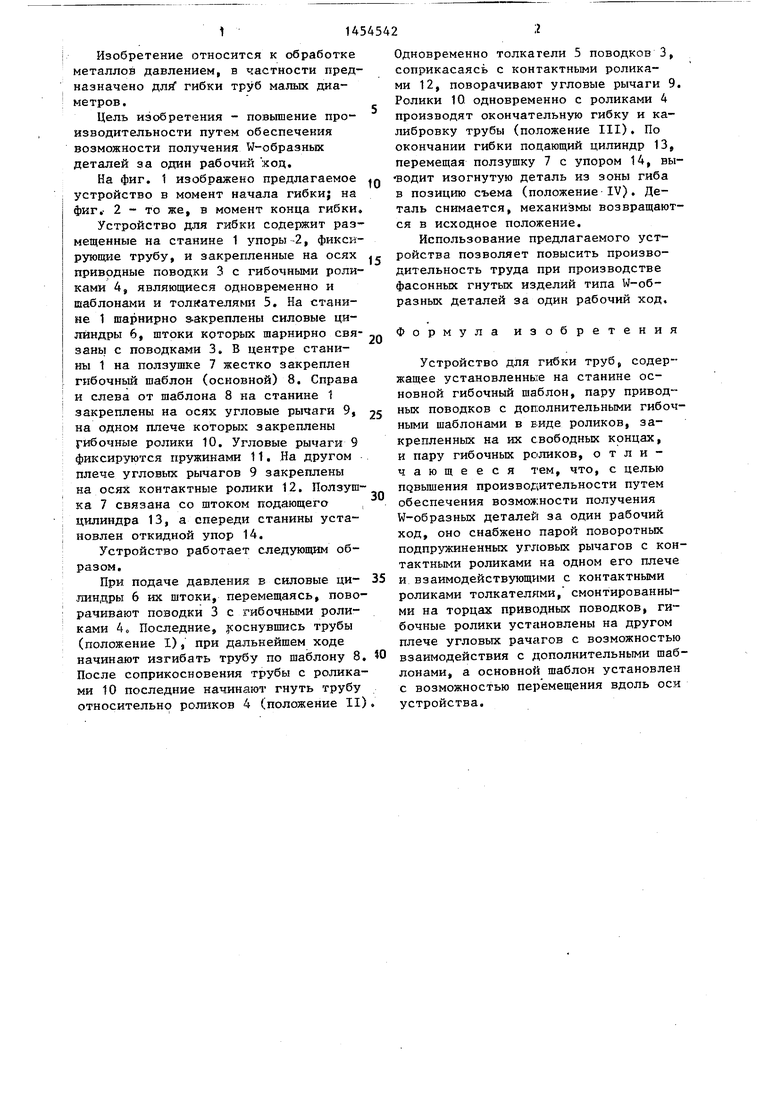
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗАГОТОВОК | 1993 |
|
RU2043178C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Устройство для гнутья | 1978 |
|
SU733778A1 |
| Станок для изготовления деталей из труб | 1981 |
|
SU1015966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для гибки трубных панелей | 1973 |
|
SU483171A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Узел поворота с механизмом зажима трубы трубогибочной машины | 1987 |
|
SU1523217A1 |
| Устройство для гибки труб | 1980 |
|
SU882681A1 |

Изобретение относится к обработке Металлов давлением, в частности к трубогибочному производству. Цель изобретения - повышение производительности труда путем обеспечения возможности получения W-образных деталей за один рабочий ход. Устройство содержит установленные на станине 1 приводные поводки 3 с толкателями 5 и гибочными роликами 4, являющимися одновременно и шаблонами, основной шаблон 8 к угловые рычаги 9 с контактными роликами 12 и гибочными роликами 10. При включении силовых цилиндров 6 гибочные ролики 4 сначала изгибают трубу по шаблону 8. Затем гибочные ролики 10 после срабатывания толкателей 5 с контактными роликами 12 производят окончательную гибку трубы относительно ролика 4. Это позволяет получить фасонную деталь за один рабочий ход инструмента. 2 ил. (Л СП 4: to Ф1л.2: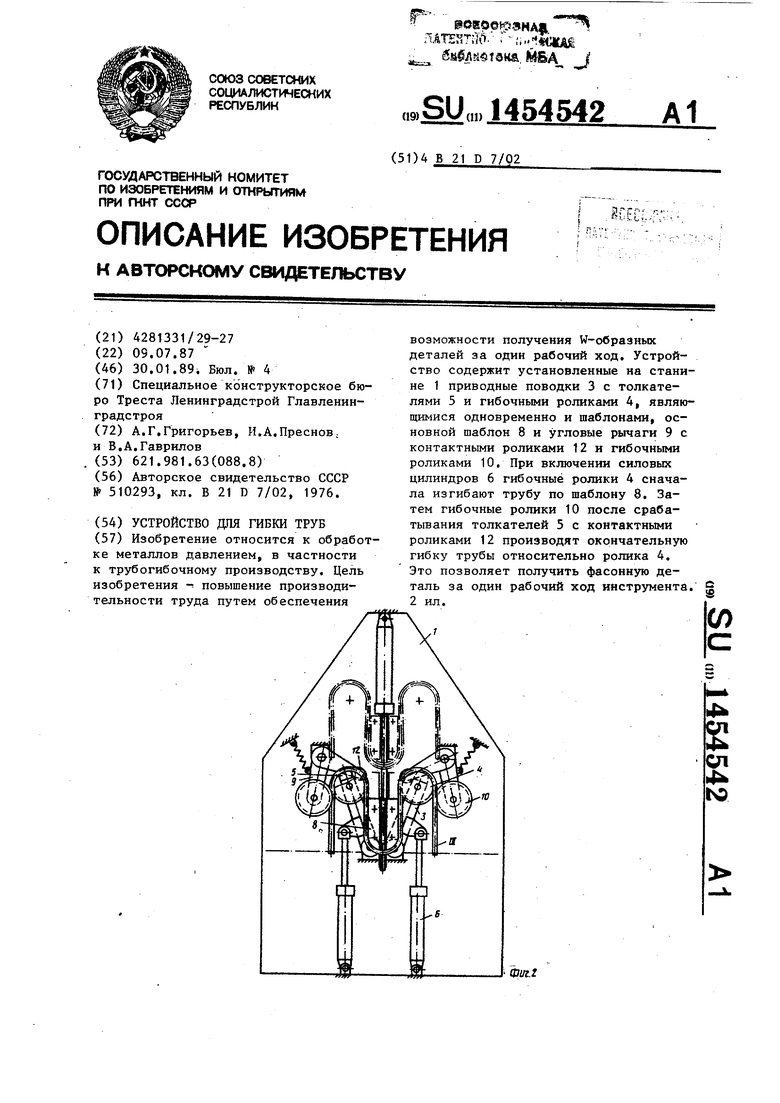
.
| Станок для гибки труб | 1974 |
|
SU510293A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
