Изобретение относится к литейному производству и может быть использовано при центробежном литье с вертикальной осью вращения.
Известны литниковые системы для центробежного литья с вертикальной осью вращения, включающие центральный стояк с равномерно размещенными радиальными литниками, присоединенными к формам фасонных отливок. Такие литниковые системы просты по конструкции, но при распределении одной струи металла на 6-12 отливок во многих случаях подача металла недостаточная для получения тонкостенных протяженных фасонных отливок.
Наиболее близкой к заявляемой является литниковая система, включающая центральный стояк с равномерно размещенными литниками, присоединенными к формам фасонных отливок, коллектор в виде двух отрезков кольца, соосного с осью вращения формы, один конец которых соединен с центральным стояком. Эта литниковая система позволяет повысить подачу металла в формы за счет последовательного их заполнения, но ввиду большого гидравлического сопротивления на входе в коллектор требует увеличенного расхода металла на литники.
С целью сокращения затрат металла на литники и повышения производительности при заполнении форм предлагается нижнюю часть стояка выполнить с радиусом, увеличивающимся в направлении, обратном вращению, на величину, равную или больше половины радиуса металлопровода, и сопрягать ее металлопроводами с концами коллекторов, направленными по ходу вращения.
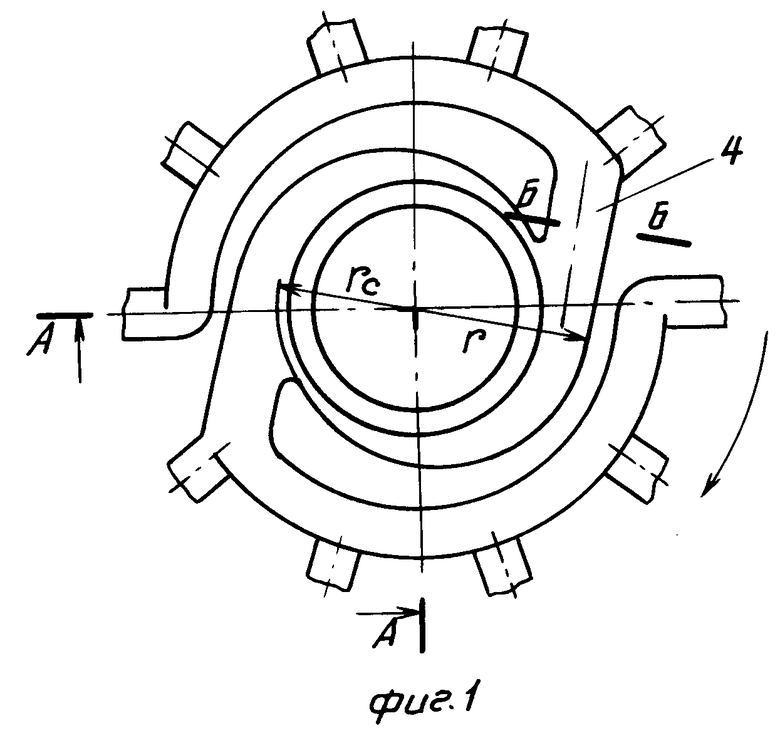
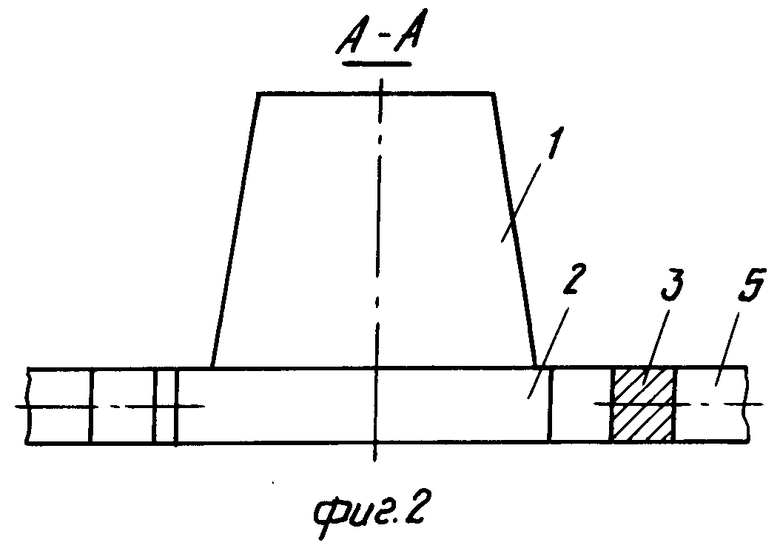
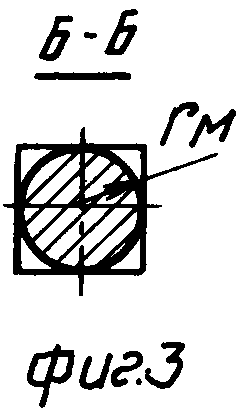
На фиг.1 приведена конструкция литниковой системы, вид сверху на фиг. 2; разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.1.
Центральный стояк 1 имеет нижнюю часть 2 с радиусом r, увеличивающимся в направлении, обратном вращению. Увеличение радиуса стояка создает в стояке зоны, из которых не вовлеченная во вращение жидкость отбирается в металлопроводы за счет инерционности жидкости. С коллектором 3 стояк сопрягается металлопроводами 4 со стороны коллектора, направленной по ходу вращения. Поток жидкости в металлопроводе 4 и коллекторе 3 почти не изменяет своего направления, т.е. гидравлическое сопротивление заявляемой системы меньше, чем в прототипе. Радиус стояка предлагается увеличивать по спирали, с наибольшим радиусом стояка, определяемым по формуле
r ≥rc + 0,5rм, где rc радиус круга, вписанного в нижнее сечение стояка;
rм радиус круга, вписанного во входное сечение металлопровода 4.
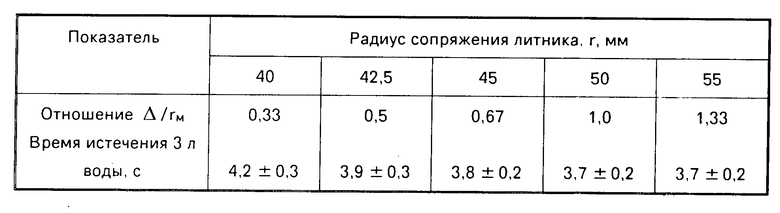
Коэффициент при rм, определенный как отношение Δ/rм определен экспериментально. Здесь Δ- линейное увеличение радиуса стояка в точке его сопряжения с металлопроводом ( Δ= r rc).
Радиальные литники 5 соединены с литейными формами (не показаны).
При заливке расплавленного металла во вращающуюся с частотой 150-500 об/мин форму предлагаемой конструкции струя под действием силы тяжести разбивается о дно центрального стояка и разбрасывается по боковым стенкам нижней части стояка, где захватывается металлопроводами 4 и по коллекторам 5, начиная с ближнего к металлопроводу 4.
Проведены эксперименты по моделированию работы центробежных литниковых систем на прозрачных моделях путем пропускания через них отмеренных доз воды. Моделирующая установка выполнена на оси двигателя постоянного тока, где установлен стол центробежной машины диаметром 0,7 м с кольцевой емкостью водоприемником, охватывающий стол. Над осью стола стационарно укреплена емкость объемом 3 л и выходным отверстием диаметром 40 мм, перекрываемым резиновой пробкой.
Литниковая система выполнена из оргстекла и содержит центральный стояк с диаметром полости 70 мм (rc 35 мм) и высотой 200 мм, к которому с боков внизу подсоединены два металлопровода диаметром 30 мм (радиус rм 15 мм) с возможностью их перемещения в горизонтальной плоскости для создания радиуса сопряжения металлопровода со стояком в пределах r 40.55 мм. Эти металлопроводы соединены с двумя коллекторами в виде отрезков кольца со средним диаметром 140 мм длиной по 200 мм и сечением 30х20 мм. Дальний от металлопровода конец коллектора был свободным для истечения воды.
Испытаны варианты литниковой системы по прототипу с радиальным размещением металлопроводов и сочленением с конца коллектора, обращенного против хода вращения.
Проводили литниковую систему во вращение с частотой 250 об/мин, сливали в нее 3 л воды, наблюдали процесс течения и фиксировали время протекания воды по литниковой системе. В варианте по прототипу время истечения воды 4,5 0,3 с, при этом некоторая часть жидкости (до 0,3 л) выплескивались из стояка через верх. В заявляемом варианте выплеск воды не наблюдался.
Результаты испытаний моделей литниковой системы приведены в таблице.
Таким образом, экспериментально показана эффективность заявляемой литниковой системы в сравнении с прототипом по увеличению производительности истечения жидкости, отсюда улучшаются возможности получения более тонкостенных отливок с предупреждением вероятности образования дефектов спаев, недоливов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1323217A1 |
| Литниковая система для центробежно-гО лиТья C ВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU850268A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1981 |
|
SU1003996A2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 1999 |
|
RU2183529C2 |
| Литниковая система для центробежного литья | 1984 |
|
SU1219233A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1984 |
|
SU1271643A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| ЛОПАТКА ВХОДНОГО УСТРОЙСТВА ГТД | 1998 |
|
RU2133850C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ ПЕСЧАНО-ГЛИНИСТЫХ СМЕСЕЙ | 2003 |
|
RU2238818C1 |
Сущность изобретения: литниковая система для центробежного литья с вертикальной осью, вращения содержит центральный стояк с нижней частью с радиусом, увеличивающимся в направлении, обратном вращению. С коллектором стояк сопрягается металлопроводами. 3 ил. 1 табл.
ЛИТНИКОВАЯ СИСТЕМА для центробежного литья с вертикальной осью вращения, содержащая центральный стояк круглого сечения, равномерно размещенные вокруг оси вращения радиальные литники с присоединенными к ним формами фасонных отливок, коллектор в виде отрезка кольца, соосного с осью вращения формы, один конец которого соединен металлопроводом с центральным стояком, отличающаяся тем, что боковая поверхность нижней части центрального стояка выполнена в виде спирали с радиусом, увеличивающимся в направлении, обратном вращению, причем спираль сопряжена металлопроводом с концом коллектора, направленным по ходу вращения.
| Литниковая система для центробежно-гО лиТья C ВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU850268A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
