;.
Изобретение откосится к литейному производству н может быть применено в центробежном лнтье в формы5 вращаемые вокруг вертикалзьной оси.
Целью изобретения является повышение качестве отливок и cHi-гасение расхода металла.
Во втором варианте входные отверстия радиальных канзлтов выполнены на равном расстоянии от оси врал ениЯ;, а коллектор на участках между двуяя смежными радиальными каналами выполнен наклонным.
Оба варианта равнозначны в выполнении поставленной цели повышенка качества отливок н снижения раскода металла. Применение второго варианта при центробежном литье предпочтительней в случае огран1-1ченных размеров между центральным стояком и вход ными отверстиями в радиальные канальи т.е. при увеличении габаритов получаемых отливок и затруднительности выполнения литниковой системы по первому варианту.
На чертеже изображена литниковая система, план.
Литниковая система содержит центральный стояк 1, который в нижнем сечении выполнен эллиптическим, радиальные металлопроводы ., радиапьные литники 3-5, формообраз тощие полости с вертикальными каналами и питателями (не показаны), коллектор 6 соединен одним концом с радиальным металлопро- водом на расстоянии R от оси вршдения пр1ячем площадь входного отверстия в коллекторе равна площади поперечного сечения радиального металпопровода,
Входные отверстия:, через которые металл из коллектора по радиальньм каналам поступает в формообраз тощие полости, расположены на расстояниях Rjj, Rj, R4 от оси вращения.
Положение Rj определяется положением формообразующие : полостей, которые должны располагаться за пределами параболлоида враш,ения, т.е. за пределами входного отверстия в радиальный литник 3.
Положение входного отв:-грст:яя а радиальный канал R.J определяется из того, что параболлоид вращения в плаке представляет окружность к жидкость в коллекторе диаметром d располагается по окружнос.ти. Следовательно, прл
в
Кг - d«
металл начинает посту- радиальньш лнтник 4 только по.fO
.. 20
25
ле заполнения формообразующей полости и повышения уровня металла в коллекторе до Rj.
Разница в расположении смежных входных отверстий на величину d принята с некоторым запасом по сравнению с фактически возможным. При точном учете следует учитывать влияние кори- олисовых сил у тормозящих продвижение металла в сторону вращения, учитывать величину коэффициента расхода входного GTBepcTi-iK коллектора (значение меньше единицы), учитывать величину спада уровня жидкости и образование с:зободной поверхности в коллекторе при заполнении радиальных каналов.
Литниковая система работает следующим образом.
При вращения расплавленньй металл из центрального стояка 1 попадает в р.здиальный металлопровод 2 и формообразующую полость. По мере заполнения формообразующей полости уровень металла в радиапьном мета.плопроводе поднш 1ается по направлению к оси вращения и после полного заполнения почости при уровне .
.
начинает
заполнять :коллектор постоянного сечения 6, радиальный лнтншс 3 и следую- щую формообразующую полость.
Последовательность в заполнении полости формы не зависит от положения входного отверстия R, на радиальном металлопроводе 2. Последовательность заполнения полости сохраняется и при соотношениях R, Rj., так как входное отверстие расположено на свободной поверхности радиального металлопрово да 2 (металл перемещается по стенке, протг воположной н.аправлен:ию вращения).
При R, г. У еньшаются потери на сопротивление при входе металла в коллектор. Отсюда соотношение R R более предварительно, поэтому на фиг,1 выполнено R , R,,.
После згполнен:ия второй полости формы и позыгаении уровня металла в коллекторе до Rj начинается заполне- Hiie третьей полости формы н т.д.
Повышениа качества отливок обеспе- ч -вается равенством площади попереч- ого сечения коллектора и радиального металлопровода, что позволяет пр:и соблюдении прикцюта последовательности в заполнении формообразующих поло313232
стей ускорить заполнение полостей, тем самым исключить образование спаев, недоливов на отливках.
Снижение расхода металла обеспечивается постоянством сечения коллек- j тора и отсутствием его расширения в 1,2-1,8 раза по сравнению с прототипом. Формула изобретения
Литниковая система для центробеж- tO чого литья с вертикальной осью вращеор Н.Горват 2902/12
Составитель Е.Ноткин Техред Л.Олийнык
Кор Под
Тираж 740 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
174
кия, содержащая центральный стояк, радиальньш металлопровод, кольцевой коллектор и радиальные литники, о т - лича-ющаяся тем, что, с целью повышения качества отливок и сокращения расхода металла, радиальные литники размещены на разном расстоянии от центра вращения, последовательно уменьшающемся в направлении вращения на величину, равную диаметру коллектора.
Корректор В.Бутяга Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для центробежно-гО лиТья C ВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU850268A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1993 |
|
RU2043826C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1981 |
|
SU1003996A2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Литниковая система для центробежного литья | 1984 |
|
SU1219233A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1984 |
|
SU1271643A1 |
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| Способ получения отливок в оболочковой форме и литейная форма для его осуществления | 1984 |
|
SU1197767A1 |
| Способ литья вакуумным всасыванием в керамическую газопроницаемую форму и устройство для его осуществления | 1981 |
|
SU996089A1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2008 |
|
RU2402403C2 |
Изобретение относится к литейному производству, в частности к центробежному литью в формы с вертикальной осью вращения. Целью изобретения является повышение качества отливок и снижение расхода металла. При вращении формы расплавленный металл из центрального стояка 1 попадает в радиальный метаплопровод 2 и формообразующую полость, по мере заполнения которой уровень металла в металлопро- воде 2 поднимается по направлензда к оси вращения и начинает заполнять коллектор постоянного сеч ения 6, радиальный литник 3 и следующую формообразующую полость. Последовательность заполнения не зависит от положения входного отверстия R, на метал- лопроводе 2. Входные отверстия, через которые металл из коллектора по радиальным литникам поступает в формообразующие полости, расположены на расстояниях R, Rj, R4 от оси вращения. Повьппение качества отливок обеспечивается равенством площадей поперечного сечения коллектора и металло- провода, что позволяет ускорить заполнение полостей и исключить образование спаев, недоливов. 1 ил. а СО ю «ч 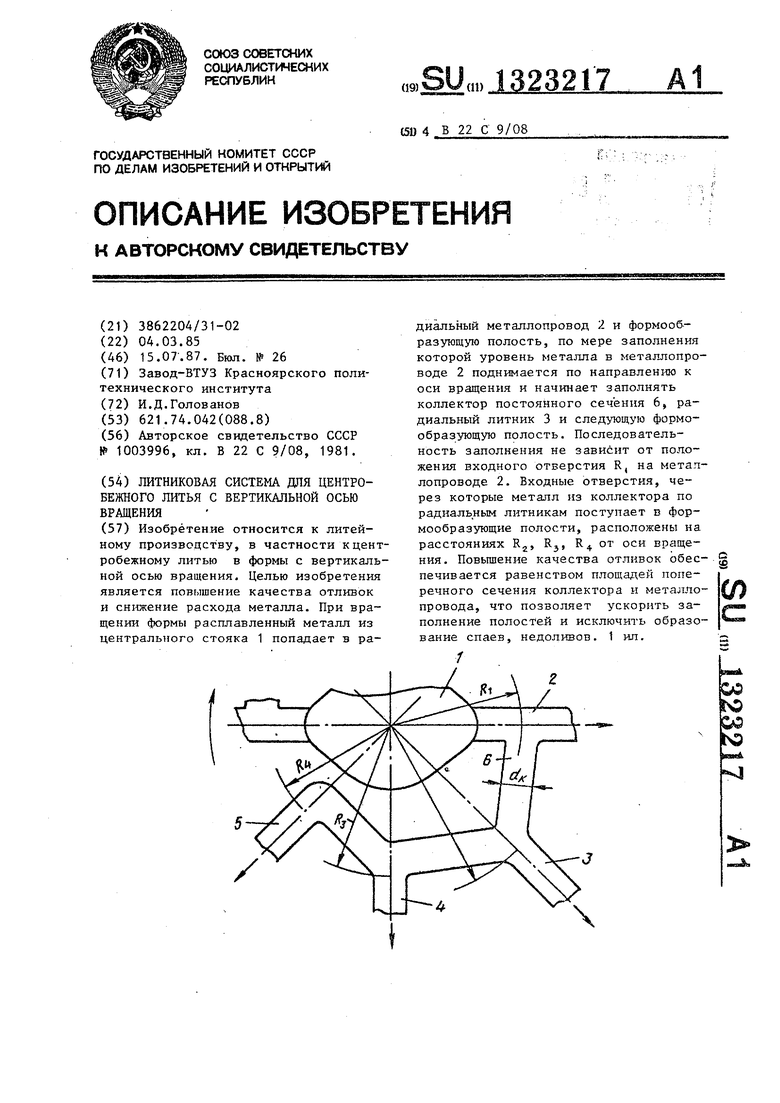
| Литниковая система для центробежного литья с вертикальной осью вращения | 1981 |
|
SU1003996A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
