Известен способ установки заготовок в приспособлении шлифовального станка, при котором осуществляется управление линейным и угловым положением заготовки в одной координатной плоскости.
Недостатком является то, что этот способ не обеспечивает стабильности формирования угловых параметров точности, тогда как корпусные детали коробчатого типа, являющиеся приоритетными при подборе их номенклатуры для ГПС, характеризуются значительным числом технических требований к точности углового относительного положения плоскостей и осей отверстий.
Цель изобретения гарантированное достижение и повышение точности механической обработки путем управления ходом технологического процесса на этапе установки заготовок в позиционные приспособления оборудования ГПС.
Предлагаемый способ позволяет гарантировать достижение заданной точности пространственного положения заготовок за счет определенной последовательности корректирующих воздействий на элементы технологической системы. Корректирующие воздействия осуществляются по шести координатам в соответствии с командами, сформированными по результатам сравнения измеренного пространственного положения заготовки и заданного. Причем угловые отклонения следует компенсировать в первую очередь, так как принудительное изменение углового положения заготовки приводит к изменению параметров ее линейного положения. Таким образом, коррекция линейного положения, следуя за коррекцией углового положения, устраняет собственно линейные отклонения, а также дополнительные погрешности, возникающие при принудительном изменении углового положения заготовки.
Корректирующие угловые перемещения заготовки осуществляются с помощью модуля коррекции, исполнительные поверхности которого приводятся в движение соответствующими устройствами, а коррекция линейного положения путем автоматического внесения в кадры программы дополнительных перемещений исполнительных органов за счет изменения координат, так называемого "плавающего нуля".
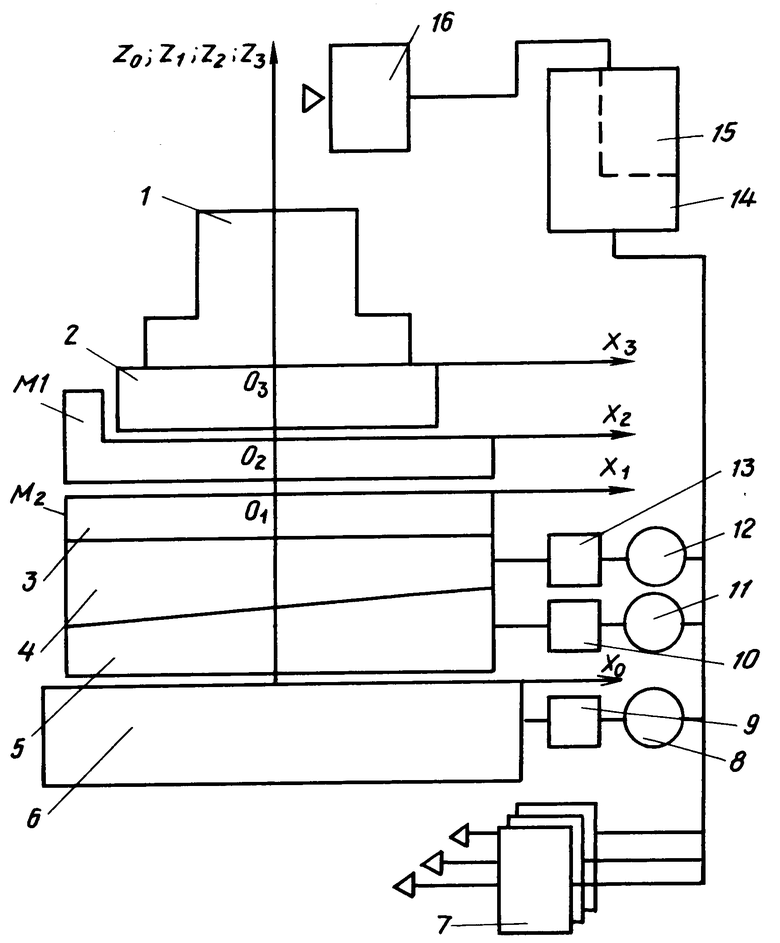
На чертеже изображена схема, реализующая предлагаемый способ, где 1 заготовка; 2 приспособление-спутник; М1 модуль закрепления комплекса "заготовка-спутник"; М2 модуль коррекции пространственного углового положения заготовки в координатной системе ОоХоYoZo, проходящей через вспомогательные базы поворотного стола; 3 неподвижный диск модуля коррекции; 4,5 подвижные диски модуля коррекции; 7 устройства линейных перемещений рабочего стола станка и инструмента вдоль координатных направлений OoXo; OoYo; OoZo; 8 передаточный механизм привода вращательного перемещения поворотного стола станка; 9 привод вращательного перемещения поворотного стола; 10-13 механизмы вращательного перемещения подвижных дисков модуля коррекции; 11, 12 приводы вращательного перемещения подвижных дисков модуля коррекции; 14 устройство сравнения; 15 блок памяти; 16 измерительное устройство.
Процесс установки и управление им осуществляются следующим образом.
Предварительно осуществляется сборка комплекта заготовка 1 спутник 2, который в соответствии с ходом технологического процесса подается в зону загрузки металлообрабатывающего станка.
Попадая на станок, заготовка устанавливается в модуле закрепления комплекта заготовка-спутник (М1). Информация об измеренном с помощью измерительного устройства 16 положении заготовки в координатной системе станка передается в сравнивающее устройство 14, где осуществляется сравнение параметров измеренного пространственного положения заготовки и заданного, хранящегося в блоке памяти 15. Модуль и знак рассогласования являются основой для формирования управляющего воздействия на положение заготовки путем вращения подвижных дисков 4 и 5 модуля коррекции на соответствующие углы.
Диски имеют заданное отклонение торцов от параллельности, что позволяет преобразовать относительное их вращение вокруг оси OoZo в угловое перемещение заготовки вокруг оси ОоХо и OoYo. Вращательные перемещения дисков осуществляются посредством работы соответствующих приводов 11, 12 и передаточных механизмов 10, 13. Управляемое воздействие продолжается до тех пор, пока заготовка (координатная система O3X3Y3Z3, проведенная через технологические базы заготовки) не займет заданное угловое положение в зоне обработки станка (в координатной системе OoXoYoZo, проведенной через вспомогательные базы поворотного стола). Затем осуществляется коррекция линейного положения заготовки путем внесения изменений в координаты "плавающего нуля" (начала координатных перемещений рабочих органов станка).
Последовательное обращение заготовки к режущему инструменту обеспечивается передаточным механизмом 8 и приводом 9 вращения поворотного стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ СТАНКА С ЧПУ ДЛЯ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ПОВЕРХНОСТЕЙ | 2018 |
|
RU2705051C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Устройство для автоматического позиционирования поперечины | 1978 |
|
SU747695A1 |
| Задающее устройство манипулятора | 1985 |
|
SU1757874A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ ПЕЧАТНАЯ ФОРМА | 2003 |
|
RU2348533C2 |
| ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 2012 |
|
RU2510320C2 |
Использование: область станкостроения. Сущность изобретения: способ позволяет гарантировать достижение заданной точности пространственного положения заготовок за счет определенной последовательности корректирующих воздействий на элементы технологической системы. Корректирующие воздействия осуществляются по шести координатам в соответствии с командами, сформированными по результатам сравнения измеренного пространственного положения заготовки и заданного. Причем угловые отклонения следует компенсировать в первую очередь, т.к. принудительное изменение углового положения заготовки приводит к изменению параметров ее линейного положения. Таким образом, коррекция линейного положения, следуя за коррекцией углового положения, устраняет собственно линейные отклонения, а также дополнительные погрешности, возникающие при принудительном изменении углового положения заготовки. Корректирующие угловые перемещения заготовки осущестляются с помощью модуля коррекции, исполнительные поверхности которого приводятся в движение соответствующими устройствами, а коррекция линейного положения путем автоматического внесения в кадры программы дополнительных перемещений исполнительных органов, за счет изменения координат так называемого "плавающего нуля". 1 ил.
СПОСОБ УСТАНОВКИ ЗАГОТОВОК НА СТАНКАХ, включающий измерение положения заготовки и соответствующие линейную и угловую коррекции ее положения в одной координатной плоскости, отличающийся тем, что с целью повышения точности установки, дополнительно осуществляют коррекцию положения заготовки в двух других координатных плоскостях.
| СПОСОБ ФРАКЦИОННОЙ ОЧИСТКИ ГАЗОВ ОТ ВРЕДНЫХ ХИМИЧЕСКИХ И РАДИОАКТИВНЫХ ВЕЩЕСТВ, ОБРАЗУЮЩИХСЯ ПРИ РАСТВОРЕНИИ ОЯТ | 1997 |
|
RU2143756C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
