Изобретение относится к способам получения экологически чистых моторных топлив с низким содержанием ароматических углеводородов и серы из среднедистиллятного углеводородного сырья и может быть использовано на предприятиях нефтеперерабатывающей, газоперерабатывающей и нефтехимической промышлен- ности.
Известен способ получения дизельных топлив с низким содержанием серы (0,15-0,20 мас.) [1] путем гидроочистки дизельных фракций на алюмокобальт- и алюмоникельмолибденовых катализаторах при давлении 3,0-4,0 МПа и температуре 350-410оС.
Недостатком известного способа является низкое качество получаемого топлива (содержание серы ≈0,2 мас.). Кроме того, для получения экологически чистых топлив по известному способу требуется подвергать гидроочистке исходное сырье с низким содержанием ароматических углеводородов.
Наиболее близким по технической сущности и достигаемому эффекту является способ получения реактивного топлива [2] путем двустадийной гидрообработки среднедистиллятных углеводородных фракций.
По способу-прототипу первую стадию (гидроочистки) осуществляют при температуре 315оС, давлении 6,3 МПа на алюмокобальтмолибденовом катализаторе, вторую стадию (гидрирования ароматических углеводородов) осуществляют при температуре 385оС, давлении 6 МПа на алюмоплатинорениевом катализаторе.
Недостатком способа-прототипа является невозможность получения экологически чистого дизельного топлива, так как расширение пределов кипения сырья ведет к быстрой закоксованности катализатора гидрирования. Дизельное топливо, получаемое по этому способу, имеет 0,04 мас. серы и 28,5 мас. ароматических углеводородов.
Целью изобретения является повышение эффективности способа за счет улучшения качества получаемого дизельного топлива.
Поставленная цель в способе получения экологически чистого дизельного топлива из среднедистиллятных углеводородных фракций при повышенных температуре и давлении путем двустадийной гидрообработки с использованием на первой стадии катализатора, содержащего оксид молибдена, оксид кобальта или никеля и оксид алюминия, а на второй стадии -галлоид, металлы VIII и VII групп и термостойкий носитель, достигается тем, что в качестве исходного сырья используют прямогонную нефтяную фракцию или ее смесь с фракцией продукта каталитического крекинга, выкипающей в пределах 150-365оС, при содержании последней в сырье 5-50 мас. продукты первой стадии после разделения или без него направляют на вторую стадию, которую проводят на катализаторе состава, мас. Платина или палладий 0,2-2,0
Или смесь платины и/или палладия и рения 0,25-2,25
(в т. ч. рения 0,05-0,25 мас) Хлор 0,1-1,5 Или хлор и фтор 0,15-1,5 Термостойкий носитель до 100 а в качестве термостойкого носителя используют смесь алюмосиликата с силикатным модулем 5-35 и цеолита V с силикатным модулем 3-7 в НРЗЭ-форме со степенью обмена ионов водорода на ионы металла 2-50% при содержании последнего 1,0-11,0 мас. на матрице из оксида алюминия при соотношении оксида алюминия и смеси равном 30:70, а продукты гидрообработки подвергают фракционированию с выделением экологически чистого дизельного топлива. Поставленная цель достигается также тем, что процесс осуществляют при давлении 2,0-5,0 МПа и температуре на первой стадии 180-420оС, на второй стадии 250-380оС, первую стадию проводят на катализаторе состава, мас. Оксид молибдена 7,0-18,0
Оксид кобальта или никеля 2,0-9,5 Оксид алюминия до 100 или на катализаторе, дополнительно содержащем оксиды фосфора и железа при следующем соотношении компонентов, мас. Оксид молибдена 8,0-16,0 Оксид кобальта 2,0-6,0 Оксид фосфора 3,0-5,0 Оксид железа 0,01-0,05 Оксид алюминия до 100
Отличительными признаками предлагаемого способа являются: исходное сырье, технологическая схема, состав катализатора второй стадии гидрообработки.
В предлагаемом способе на первой стадии гидрообработки происходит гидрогенолиз серу-, азот- и кислородсодержащих соединений с образованием сероводорода, аммиака, воды и легких углеводородов, а также гидрирование непредельных углеводородов с образованием насыщенных, осуществляется частичное гидрирование поли- и моноароматических углеводородов; на второй стадии гидрообработки моно- и полиароматические углеводороды подвергаются гидрированию с образованием нафтеновых углеводородов. Изменение схемы способа (возможное разделение продуктов первой стадии) позволяет улучшать качество целевого продукта за счет более глубокого гидрирования ароматических углеводородов.
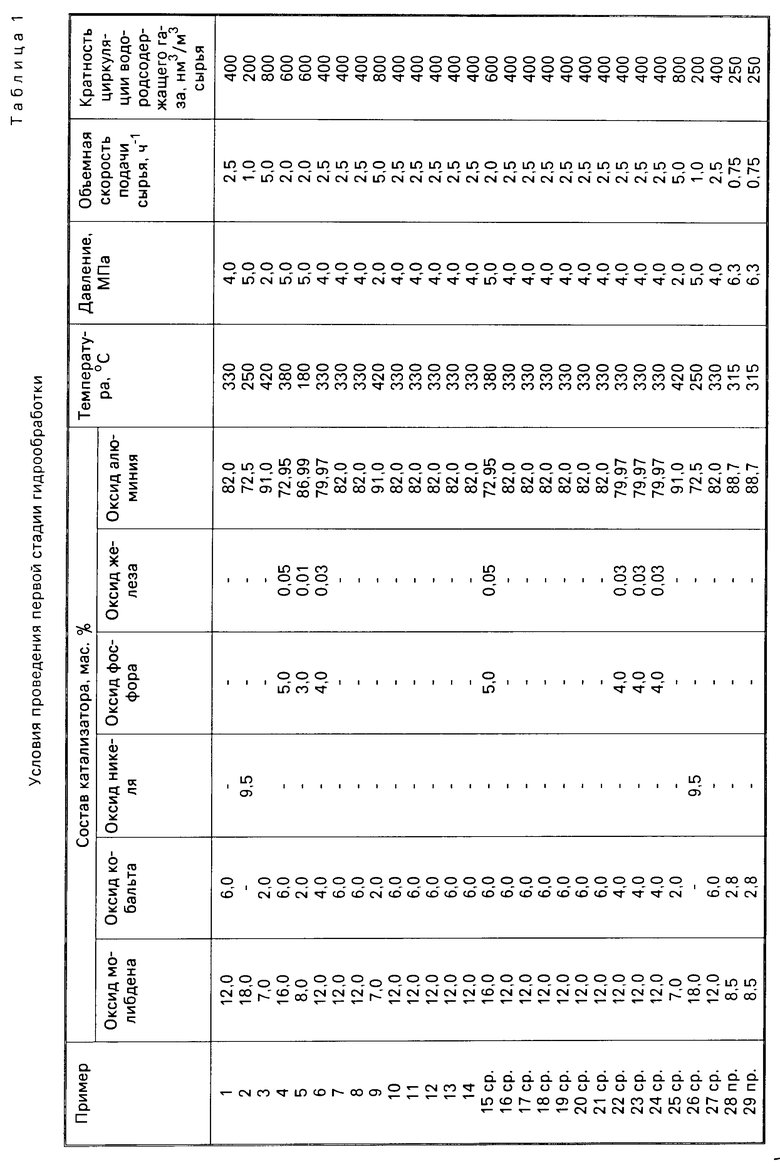
Предлагаемый способ осуществляют следующим образом: прямогонную углеводородную фракцию, выкипающую в пределах 150-365оС, или ее смесь с выкипающей в пределах 150-365оС фракцией продуктов каталитического крекинга, при содержании последней в сырье 5-50 мас. подвергают двустадийной гидрообработке при давлении 2,0-5,0 МПа и при температуре на первой стадии 180-420оС, на второй стадии 250-380оС, объемной скорости подачи сырья 1,0-5,0 ч-1 на первой стадии и кратности циркуляции водородсодержащего газа 200-800 нм3/м3 сырья, на второй стадии объемной скорости подачи сырья 0,5-4,0 ч-1, кратности циркуляции 600-1500 нм3/м3 сырья, продукты первой стадии гидрообработки направляются на вторую стадию после предварительного разделения или без него.
Первую стадию гидрообработки осуществляют на катализаторе состава, мас. Оксид молибдена 70-18,0
Оксид кобальта или никеля 2,0-9,5 Оксид алюминия до 100 или на катализаторе состава, мас. Оксид молибдена 8,0-16,0 Оксид кобальта 2,0-6,0 Оксид фосфора 3,0-5,0 Оксид железа 0,01-0,05 Оксид алюминия до 100 вторую стадию гидрообработки проводят на катализаторе состава, мас. Платина и/или палладий 0,2-2,0 Или смесь платины и/или палладия и рения 0,25-2,25
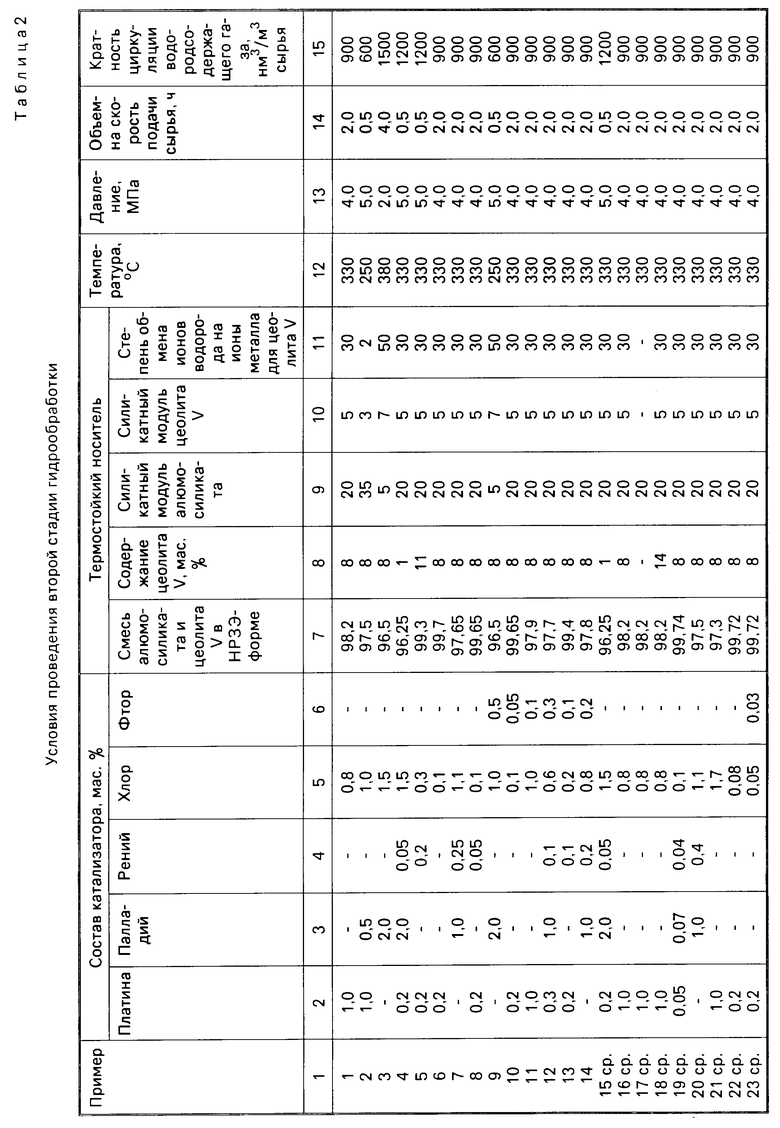
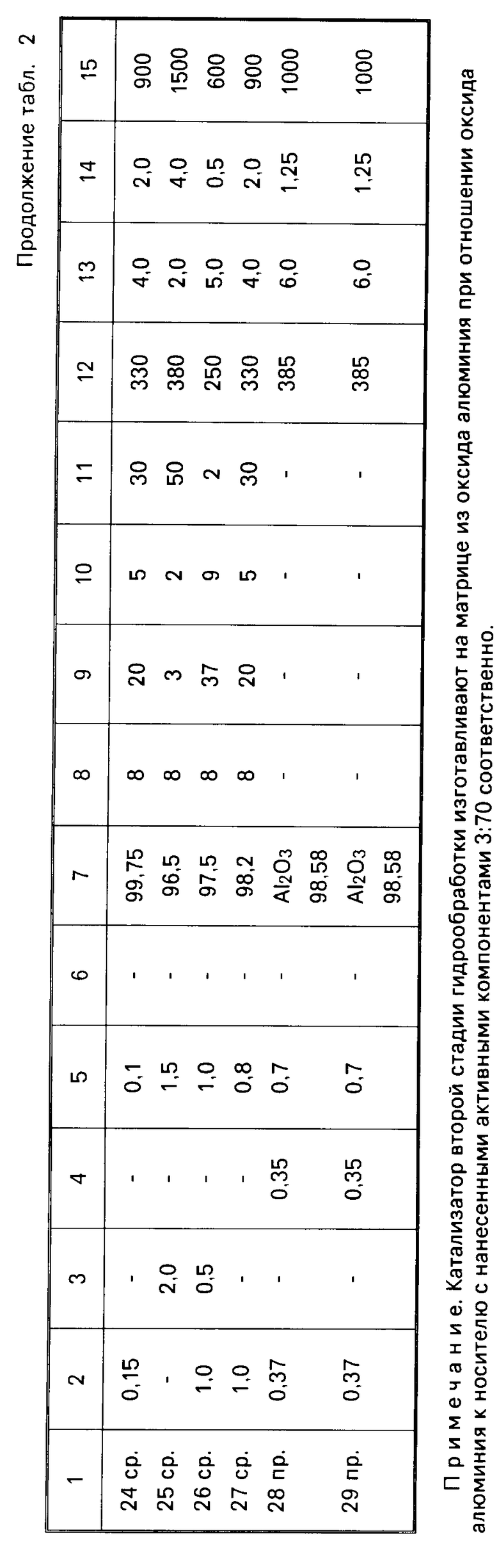
(в т.ч. рения 0,05-0,25 мас.) Хлор 0,1-1,5 Или хлор и фтор 0,15-1,5 Термостойкий носитель до 100 а в качестве термостойкого носителя используют смесь алюмосиликата с силикатным модулем 5-35 и цеолита V с силикатным модулем 3-7 в НРЗЭ-форме со степенью обмена ионов водорода на ионы металла 2-50% при содержании последнего 1,0-11,0 мас. на матрице из оксида алюминия при массовом соотношении оксида алюминия и смеси равном 30:70.
Катализатор второй стадии гидрообработки готовят следующим образом: исходный промышленный алюмосиликат с силикатным модулем 5-35 в форме микросферы тщательно перемешивают с заданным количеством порошкообразного цеолита V в НРЗЭ-форме с силикатным модулем 3-7 и увлажняют водой. Полученную влажную смесь алюмосиликата и цеолита V обрабатывают 0,5%-ным раствором фтористоводородной кислоты или без обработки, отделяют от раствора, сушат при температуре 130-150оС, прокаливают в токе сухого воздуха при температуре 470-500оС. На прокаленную смесь алюмосиликата и цеолита V наносят платину из раствора платинохлористоводородной кислоты и (или) палладий из раствора хлористого палладия в присутствии контрагента соляной кислоты или платину и (или) палладий и рений из смеси растворов платинохлористоводородной кислоты, рениевой кислоты или перрената аммония или из смеси растворов хлористого палладия и рениевой кислоты или перрената аммония в присутствии соляной кислоты. Платину и палладий наносят раздельно с промежуточной сушкой и прокалкой катализатора в указанных выше условиях. Смесь алюмосиликата и цеолита V с нанесенными металлами соединяют с матрицей из γ- оксида алюминия. Для этого на 35 кг указанной смеси берут 15 кг сухого размолотого в порошок гидрооксида алюминия (в расчете на чистый оксид алюминия) и тщательно перемешивают. Затем при перемешивании к смеси порошков постепенно добавляют 30 дм3 6,5%-ного раствора химически чистой азотной кислоты. Смесь перемешивают до получения пластичной массы, которую затем подвергают экструдированию на формовочной машине. Сырые экструдаты провяливают на открытом воздухе в течение 24 ч, затем сушат и прокаливают в токе сухого воздуха при температуре 500оС и скорости подачи воздуха 1000 объемов на объем катализатора в час. Полученный в результате переработки сырья гидрогенизат подвергают ректификации с выделением экологически чистого дизельного топлива.
П р и м е р 1. Прямогонную углеводородную фракцию качества:
Фракционный состав, оС:
н.к. 150
10% 203
50% 273
96% 357
к.к. 365
цетановое число 46
Содержание, мас.
Сера 0,72
Ароматические углеводороды 28,7
Йодное число, г йода на 100 г 1,8 подвергают двустадийной гидрообработке при температуре 330оС, давлении 4,0 МПа, объемной скорости подачи сырья 2,5 ч-1 по первой стадии и 2,0 ч-1 по второй стадии, кратности циркуляции водородсодержащего газа 400 нм3/м3 сырья по первой стадии и 900 нм3/м3 сырья по второй стадии.
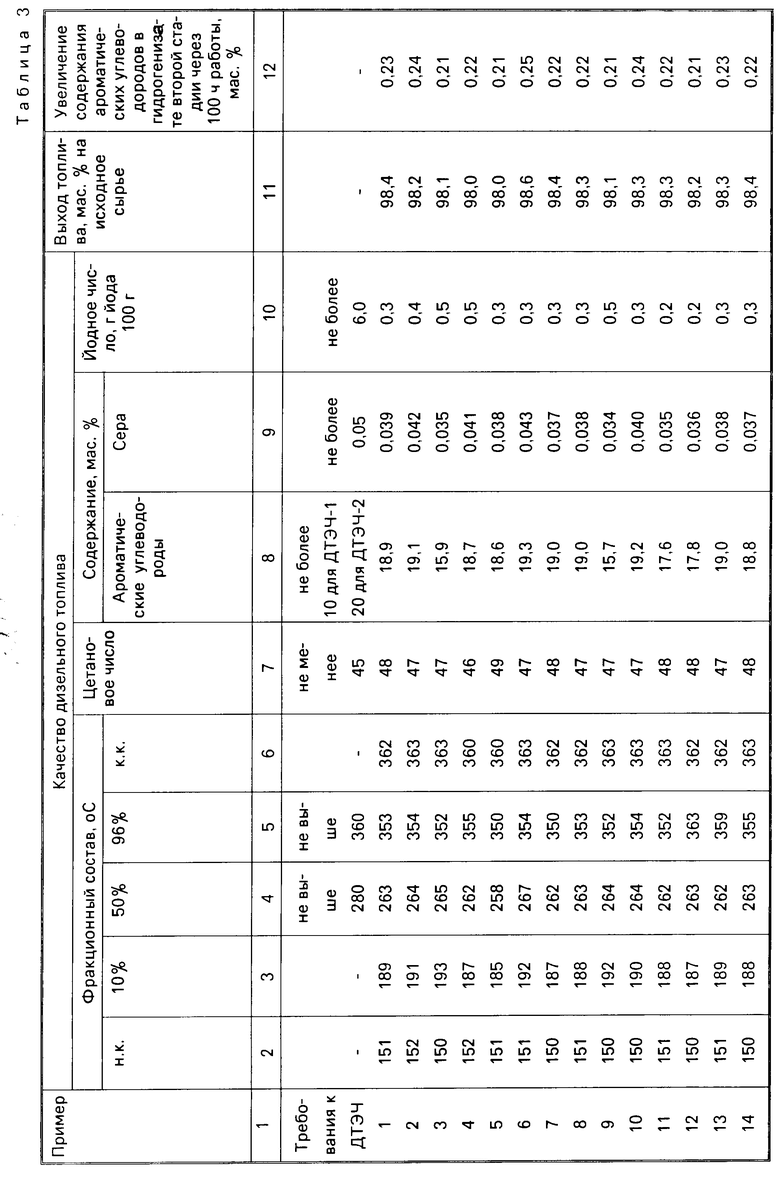
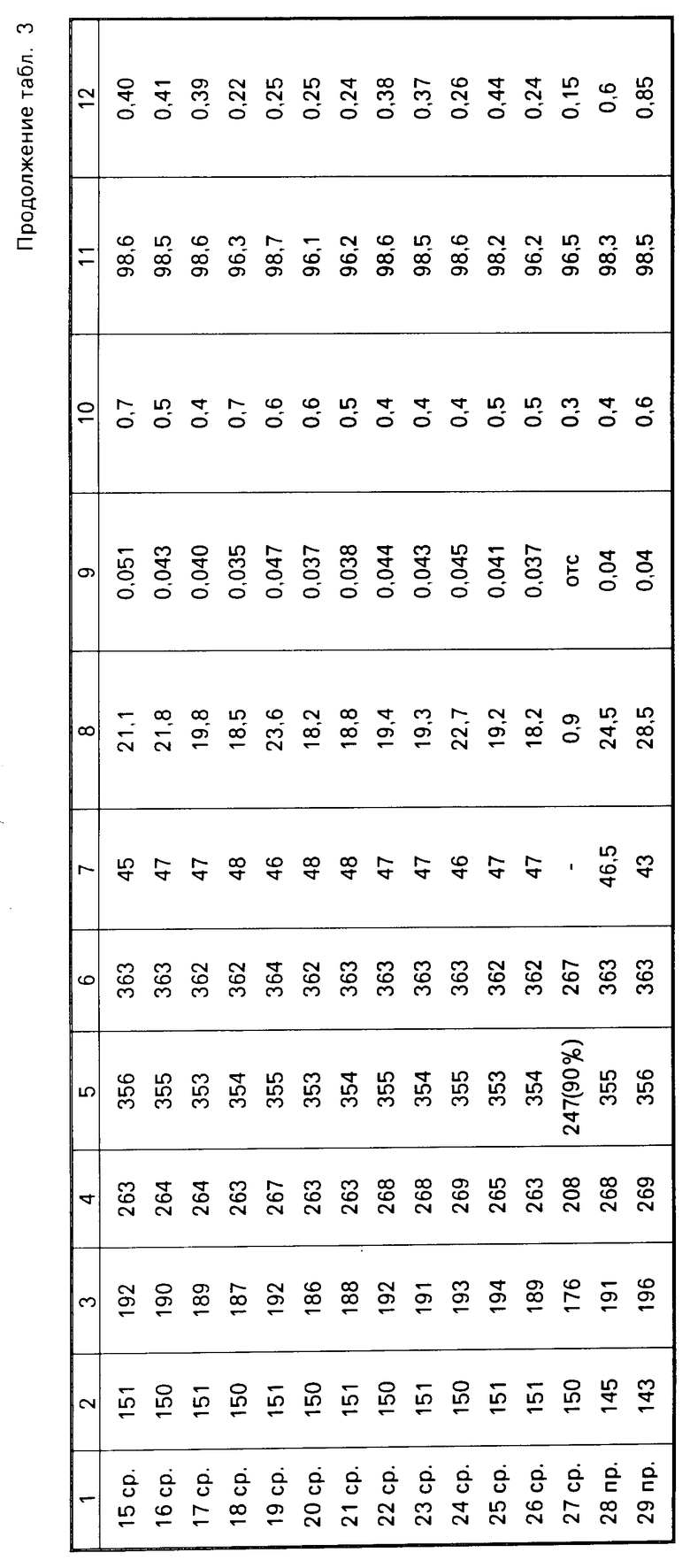
Первую стадию гидрообработки (см. табл. 1) проводят на катализаторе состава, мас. Оксид молибдена 12,0 Оксид кобальта 60, Оксид алюминия до 100 вторую стадию гидрообработки (см. табл. 2) осуществляют в присутствии катализатора состава, мас. Платина 1,0 Хлор 0,8 Термостойкий носитель до 100 а в качестве термостойкого носителя используют смесь алюмосиликата с силикатным модулем 20, цеолита V с силикатным модулем 5 в НРЗЭ-форме со степенью обмена ионов водорода на ионы металла 30 при содержании последнего 8 мас. на матрице из <N>gamma<N>-оксида алюминия при соотношении смеси и оксида алюминия 70: 30, а при фракционировании гидрогенизата выделяют экологически чистое дизельное топливо, характеристика которого приведена в табл. 3.
П р и м е р 2. Прямогонную углеводородную фракцию, качество которой приведено в примере 1, смешивают в массовом со отношении 95:5 с фракцией продуктов каталитического крекинга качества:
Фракционный состав, оС:
н.к. 150
10% 212
50% 279
96% 348
к.к. 365
цетановое число 29
йодное число, г йода
на 100 г 7,4
Содержание, мас.
Сера 0,78
Ароматические угле-
водороды 81,5 и подвергают переработке по примеру 1, с той разницей, что процесс проводят при давлении 5,0 МПа, температуре 250оС, объемной скорости подачи сырья 1,0 ч-1 на первой стадии и 0,5 ч-1 на второй стадии, первую стадию проводят на катализаторе состава, мас. Оксид молибдена 18,0 Оксид никеля 9,5 Оксид алюминия до 100 при кратности циркуляции ВСГ 800 нм3/м3 сырья, а вторую стадию осуществляют при кратности циркуляции ВСГ 600 нм3/м3 сырья в присутствии катализатора состава, мас. Платина 1,0 Палладий 0,5 Хлор 1,0 Термостойкий носитель до 100 а в качестве термостойкого носителя используют смесь алюмосиликата с силикатным модулем 35 и цеолита V с силикатным модулем 3 в НРЗЭ-форме со степенью обмена ионов водорода на ионы металла 2 при содержании последнего 8 мас. на матрице из оксида алюминия при соотношении смеси и оксида алюминия 70:30.
При фракционировании гидрогенизата выделяют экологически чистое дизельное топливо, характеристика которого приведена в табл. 3.
П р и м е р 3. Прямогонную углеводородную фракцию качества, приведенного в примере 1, смешивают в массовом соотношении 70:30 с фракцией продуктов каталитического крекинга качества, приведенного в примере 2, и подвергают гидрообработке по примеру 1, с той разницей, что первую стадию гидрообработки осуществляют в присутствии катализатора состава, мас. Оксид молибдена 7,0 Оксид кобальта 2,0 Оксид алюминия до 100 при температуре 420оС, давлении 2,0 МПа, объемной скорости подачи сырья 5,0 ч-1, кратности циркуляции ВСГ 800 нм3/м3 сырья, продукты гидрообработки первой стадии подвергают разделению на циркуляционный водородсодержащий газ и жидкий гидрогенизат, который подвергают второй стадии гидрообработки при давлении 2,0 МПа, температуре 380оС, объемной скорости подачи сырья 4,0 ч-1, кратности циркуляции ВСГ 1500 нм3/м3 сырья в присутствии катализатора состава, мас. Палладий 2,0 Хлор 1,5 Термостойкий носитель до 100 а в качестве термостойкого носителя используют смесь алюмосиликата с силикатным модулем 5 и цеолита V с силикатным модулем 7 в НРЗЭ-форме со степенью обмена ионов водорода на ионы металла 50 при содержании последнего 8 мас. на матрице из оксида алюминия при соотношении смеси и оксида алюминия 70:30. При фракционировании гидрогенизата выделяют экологически чистое дизельное топливо, характеристика которого приведена в табл. 3.
П р и м е р 4. Прямогонную углеводородную фракцию качества, приведенного в примере 1, и фракцию продуктов каталитического крекинга качества, приведенного в примере 2, смешивают в массовом соотношении 50:50 и подвергают переработке по примеру 1 с той разницей, что первую стадию гидрообработки осуществляют при давлении 5,0 МПа, температуре 380оС, объемной скорости подачи сырья 2,0 ч-1, кратности циркуляции ВСГ 600 нм3/м3 сырья в присутствии катализатора состава, мас. Оксид молибдена 16,0 Оксид кобальта 6,0 Оксид фосфора 5,0 Оксид железа 0,05 Оксид алюминия до 100 продукты гидрообработки сепарируют и подвергают фракционированию с выделением легкой фракции н.к.-150оС и тяжелой фракции 150оС к.к. последнюю подвергают второй стадии гидрообработки при давлении 5,0 МПа, температуре 330оС, объемной скорости подачи сырья 0,5 ч-1, кратности циркуляции ВСГ 1200 нм3/м3 сырья на катализаторе состава, мас. Платина 0,2 Палладий 2,0 Рений 0,05 Хлор 1,5 Термостойкий носитель до 100 а в качестве термостойкого носителя используют смесь алюмосиликата и цеолита V качества по примеру 1, содержащую 1 мас. последнего, на матрице из оксида алюминия по примеру 1.
При фракционировании гидрогенизата выделяют дизельное топливо экологически чистое, характеристика которого приведена в табл. 3.
П р и м е р 5. Углеводородную фракцию, качество которой приведено в примере 1, подвергают переработке по примеру 4 с той разницей, что первую стадию гидрообработки проводят при температуре 180оС на катализаторе состава, мас. Оксид молибдена 8,0 Оксид кобальта 2,0 Оксид фосфора 3,0 Оксид железа 0,01 Оксид алюминия до 100 а вторую стадию проводят на катализаторе состава, мас. Платина 0,2 Рений 0,2 Хлор 0,3 Термостойкий носитель до 100 а в качестве термостойкого носителя используют носитель по примеру 4 при массовом содержании цеолита 11% на матрице из оксида алюминия по примеру 4.
При фракционировании гидрогенизата выделяют дизельное топливо экологически чистое, характеристика которого приведена в табл. 3.
П р и м е р 6. Способ осуществляют по примеру 1 с той разницей, что катализатор первой стадии гидрообработки имеет состав, мас. Оксид молибдена 12,0 Оксид кобальта 4,0 Oксид фосфора 4,0 Оксид железа 0,003 Оксид алюминия до 100 а вторую стадию гидрообработки осуществляют на катализаторе состава, мас. Платина 0,2 Хлор 0,1
Термостойкий носитель (качества по примеру 1) до 100 на матрице из оксида алюминия по примеру 1, а при фракционировании гидрогенизата выделяют экологически чистое дизельное топливо, характеристика которого приведена в табл. 3.
П р и м е р 7. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии гидрообработки имеет состав, мас. Палладий 1,0 Рений 0,25 Хлор 1,1 Термостойкий носитель до 100 на матрице из оксида алюминия по примеру 1.
Качество получаемого дизельного топлива представлено в табл. 3.
П р и м е р 8. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии гидрообработки имеет состав, мас. Платина 0,2 Рений 0,05 Хлор 0,1 Термостойкий носитель до 100 на матрице из оксида алюминия по примеру 1.
Качество получаемого дизельного топлива представлено в табл. 3.
П р и м е р 9. Способ осуществляют по примеру 3 с той разницей, что катализатор второй стадии гидрообработки содержит 1,0% хлора и 0,5% фтора. Качество дизельного топлива приведено в табл. 3.
П р и м е р 10. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии гидрообработки содержит 0,2% платины, 0,1% хлора и 0,05% фтора. Качество дизельного топлива приведено в табл. 3.
П р и м е р 11. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии содержит 1,0% платины и 1,0% хлора и 0,1% фтора. Качество дизельного топлива приведено в табл. 3.
П р и м е р 12. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии содержит 0,3% платины, 1,0% палладия, 0,1% рения, 0,6% хлора и 0,3% фтора. Качество дизельного топлива приведено в табл. 3.
П р и м е р 13. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии содержит 0,2% платины 0,1% рения, 0,2% хлора и 0,1% фтора. Качество дизельного топлива приведено в табл. 3.
П р и м е р 14. Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии содержит 1,0% палладия, 0,2% рения, 0,8% хлора и 0,2% фтора. Результаты опыта приведены в табл. 3.
П р и м е р 15 (сравнительный). Способ осуществляют по примеру 4 с той разницей, что в качестве исходного сырья используют смесь прямогонной фракции и фракции продуктов каталитического крекинга в соотношении 45:55. Результаты опыта приведены в табл. 3.
П р и м е р 16 (сравнительный). Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии состоит из носителя с активными компонентами по примеру 1 и матрицы из оксида алюминия в соотношении 68:32 соответственно. Результаты опыта приведены в табл. 3.
П р и м е р 17 (сравнительный). Способ осуществляют по примеру 1 с той разницей, что в качестве носителя катализатора второй стадии гидрообработки используют чистый алюмосиликат. Результаты опыта приведены в табл. 3.
П р и м е р 18 (сравнительный). Способ осуществляют по примеру 1 с той разницей, что в качестве носителя катализатора второй стадии гидрообработки используют смесь алюмосиликата и цеолита V в соотношении 88:14. Результаты опыта приведены в табл. 3.
П р и м е р 19 (сравнительный). Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии имеет состав, мас. Платина 0,05 Палладий 0,07 Рений 0,04 Хлор 0,1
Термостойкий носитель (по примеру 1) до 100
Результаты опыта приведены в табл. 3.
П р и м е р 20 (сравнительный). Способ осуществляют по примеру 7 с той разницей, что катализатор второй стадии содержит 0,4% рения. Результаты опыта приведены в табл. 3.
П р и м е р 21 (сравнительный). Способ осуществляют по примеру 1 с той разницей, что катализатор второй стадии гидрообработки содержит 1,7% хлора. Результаты приведены в табл. 3.
П р и м е р 22 (сравнительный). Способ осуществляется по примеру 6 с той разницей, что катализатор второй стадии содержит 0,08 мас. хлора. Результаты опыта приведены в табл. 3.
П р и м е р 23 (сравнительный). Способ осуществляют по примеру 6 с той разницей, что катализатор второй стадии содержит 0,05% хлора и 0,03% фтора. Результаты опыта приведены в табл. 3.
П р и м е р 24 (сравнительный). Способ осуществляют по примеру 6 с той разницей, что катализатор второй стадии содержит 0,15% платины. Результаты приведены в табл. 3.
П р и м е р 25 (сравнительный). Способ осуществляют по примеру 3 с той разницей, что алюмосиликат имеет силикатный модуль 3, а цеолит V силикатный модуль 2. Результаты опыта приведены в табл. 3.
П р и м е р 26 (сравнительный). Способ осуществляют по примеру 2 с той разницей, что алюмосиликат имеет силикатный модуль 37, а цеолит V cиликатный модуль 9. Результаты опыта приведены в табл. 3.
П р и м е р 27 (сравнительный). Способ осуществляют по примеру 1 с той разницей, что используют прямогонную нефтяную фракцию, применяемую для получения реактивного топлива, следующего качества:
Фракционный состав, оС:
н.к. 180
10% 196
50% 218
90% 255
к.к. 270
Содержание, мас.
Сера 0,15
Ароматические углеводороды 23,0
Результаты опыта приведены в табл. 3.
П р и м е р 28 (прототип). Сырьем служит прямогонная фракция качества, приведенного в примере 1. Это сырье подвергают гидроочистке на катализаторе, содержащем, мас. Оксид кобальта 2,8 Оксид молибдена 8,5 Оксид алюминия до 100 при температуре 315оС, давлении 6,3 МПа.
Полученный гидрогенизат поступает на вторую стадию, которую осуществляют на катализаторе состава, мас. Платина 0,37 Рений 0,35 Хлор 0,7 Оксид алюминия до 100 при температуре 385оС и давлении 6,0 МПа. Качество полученного дизельного топлива приведено в табл. 3.
П р и м е р 29 (прототип). Способ осуществляют по примеру 28 с той разницей, что сырье представляет собой смесь прямогонной нефтяной фракции и фракции продуктов каталитического крекинга, выкипающих в пределах 150-365оС, в массовом соотношении 70: 30. Качество полученного продукта приведено в табл. 3.
Как показывают примеры 1-14, предложенный способ позволяет получать экологически чистые дизельные топлива, к которым относятся топлива с низким содержанием ароматических углеводородов и серы. Предложенная схема переработки и состав катализатора второй стадии гидрообработки позволяют не только улучшить качество целевого дизельного топлива, но и расширить сырьевую базу вовлекать в переработку до 50% газойля каталитического крекинга с получением экологически чистого дизельного топлива, а также увеличить выход целевого продукта. Однако получение экологически чистого дизельного топлива с высоким выходом и высокой стабильностью работы катализатора второй стадии гидрообработки возможны лишь в определенном диапазоне компонентов катализатора. Например, снижение выхода целевого продукта наблюдается при увеличении содержании галогена (пример 21), рения (примере 20) или цеолита V (примере 18). Стабильность катализатора падает при недостаточном содержании в катализаторе галогена (примеры 22, 23) или цеолита V (пример 17), а также при низком силикатном модуле алюмосиликата и цеолита V (пример 25) и при переработке сырья с содержанием газойля более 50% (пример 15). Кроме того, как показывают примеры 19, 24, при малых количествах активных металлов в катализаторе увеличивается содержание ароматических углеводородов в дизельном топливе, а введение больших количеств активных компонентов нецелесообразно из-за экономических соображений. Кроме того, как следует из примера 16, активность катализатора резко падает при увеличении количества оксида алюминия, образующего матрицу катализатора, при низком запредельном содержании оксида алюминия падает прочность катализатора. При повышении в исходном сырье содержания фракции продуктов каталитического крекинга более 50 мас. увеличивается содержание ароматических углеводородов в целевом продукте, который не может удовлетворить требованиям на экологически чистое дизельное топливо (пример 15). При высоком силикатном модуле алюмосиликата и цеолита V наблюдается рост крекирующей активности катализатора второй стадии, что приводит к снижению выхода целевого продукта (пример 16). При низком силикатном модуле алюмосиликата и цеолита V наблюдается снижение стабильности катализатора второй стадии в реакциях гидрирования ароматических углеводородов (пример 25). В примере 27 представлен предложенный способ, который осуществлен на сырье с более узкими пределами кипения, обычно используемом для получения реактивного топлива. Результаты опыта показали, что реактивное топливо, полученное по предложенному способу, не уступает по качеству топливу, полученному по способу-прототипу. В примерах 28 и 29 осуществлены опыты в условиях и на катализаторах способа-прототипа, но с использованием заявленных видов сырья с более широкими пределами кипения. Как видно из табл. 3, дизельное топливо из прямогонной нефтяной фракции (примере 28) не соответствует требованиям на дизельное топливо экологически чистое, а при использовании сырья с добавлением газойля каталитического крекинга гидрирование ароматических углеводородов на второй стадии резко снижается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ЭКОЛОГИЧЕСКИ ЧИСТОГО МОТОРНОГО ТОПЛИВА | 1992 |
|
RU2106389C1 |
| СПОСОБ ПЕРЕРАБОТКИ БЕНЗИНОВЫХ ФРАКЦИЙ | 1992 |
|
RU2024581C1 |
| СПОСОБ ПЕРЕРАБОТКИ БЕНЗИНОВ ВТОРИЧНЫХ ПРОЦЕССОВ | 1992 |
|
RU2043390C1 |
| Катализатор гидроизодепарафинизации дизельных фракций для получения низкозастывающего дизельного топлива и способ получения низкозастывающего дизельного топлива с его использованием | 2023 |
|
RU2826904C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА МОТОРНОГО ТОПЛИВА | 1997 |
|
RU2119527C1 |
| КАТАЛИЗАТОР И СПОСОБ ГИДРОИЗОМЕРИЗАЦИИ ДИЗЕЛЬНЫХ ДИСТИЛЛЯТОВ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2013 |
|
RU2535213C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА ПРЯМОГОННЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1998 |
|
RU2157827C2 |
| СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ НЕФТЯНЫХ ДИСТИЛЛЯТОРОВ | 2006 |
|
RU2302448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВА ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2090591C1 |
| Катализатор гидрирования среднедистиллятных фракций и способ его приготовления | 2023 |
|
RU2808518C1 |
Использование: нефтехимия. Сущность: прямогонную нефтяную фракцию или ее смесь с фракцией продуктов каталитического крекинга, выкипающей при 150 365°С при содержании последней 5,0 50,0 мас. подвергают гидрообработке на первой стадии в присутствии катализатора, содержащего оксиды молибдена, кобальта или никеля, алюминия. Гидрообработке на второй стадии подвергают продукты первой стадии или последние после предварительного разделения. Катализатор второй стадии содержит, мас. платина и/или палладий 0,2 2,0 или смесь платины и/или палладия и рения, в том числе рения 0,05 0,25 мас. 0,25 - 2,25; хлор 0,1 1,5 или хлор и фтор 0,15 1,5; термостойкий носитель остальное. В качестве носителя используют смесь алюмосиликата с силикатным модулем 5 35 и цеолита V с силикатным модулем 3 7 со степенью обмена ионов водорода на ионы металла 2,0 50,0% при содержании последнего 1,0 11,0 мас. на матрице из оксида алюминия при массовом соотношении оксида алюминия и смеси, равном 30 70. На первой стадии можно использовать катализатор, содержащий, мас. оксид молибдена 7,0 18,0; оксид кобальта или никеля 2,0 9,5; оксид алюминия остальное или оксид молибдена 8,0 16,0; оксид кобальта 2,0 6,0; оксид фосфора 3,0 5,0; оксид железа 0,01 0,05; оксид алюминия остальное. 1 з.п. ф-лы, 3 табл.
Платина и/или палладий 0,2 2,0
Смесь платины и/или палладия и рения, в том числе рения 0,05 0,25 мас. 0,25 2,25
Хлор 0,1 1,5
или
Хлор и фтор 0,15 1,5
Термостойкий носитель Остальное
2. Способ по п. 1, отличающийся тем, что на первой стадии гидрообработки используют катализатор, содержащий, мас.
Оксид молибдена 7,0 18,0
Оксид кобальта или никеля 2,0 9,5
Оксид алюминия Остальное
или катализатор, дополнительно содержащий оксид фосфора, оксид железа, при следующем соотношении компонентов, мас.
Оксид молибдена 8,0 16,0
Оксид кобальта 2,0 6,0
Оксид фосфора 3,0 5,0
Оксид железа 0,001 0,05
Оксид алюминия Остальное
с проведением процесса на первой стадии при давлении 2,0 5,0 МПа, температуре 180 420oС, на второй стадии при температуре 250 380oС.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3573198, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
