Изобретение относится к области металлургии термически упрочняемых сплавов на основе алюминия, в том числе системы Al-Mg-Si-Cu, используемых в виде прессованных полуфабрикатов для стрингерного и силового набора фюзеляжей самолетов различного назначения, включая морскую авиацию.
Высокие требования к прочностным характеристикам, коррозионной стойкости и качеству прессованных профилей и прессованных панелей определяют сложность проблемы их получения с обеспечением высоких характеристик прочности и коррозионной стойкости.
Известен способ получения прессованных полуфабрикатов из алюминиевого сплава системы Al-Cu, включающий гомогенизацию по режиму 482-566°С, не менее 1 ч, прессование за одну операцию, обработку на твердый раствор по режиму 448-555°С, 0,5-2 ч, холодную деформацию, естественное или искусственное старение по режиму 160-193°С, 2-12 ч (патент США № 5916385).
Известен также способ получения прессованных полуфабрикатов из сплава системы Al-Si-Mg, включающий нагрев заготовок при температуре 350-480°С в течение 2-12 ч, горячее прессование при температуре 380-450°С и искусственное старение по режиму 170-200°С, 8-12 ч (патент США № 5911845).
В результате изготовления прессованных полуфабрикатов по этим способам невозможно получить регламентированную мелкозернистую рекристаллизованную структуру, так как при проведении высокотемпературной гомогенизации в процессе охлаждения с температуры 482-566°С по патенту США № 5916385 происходит распад твердого раствора с выделением большого количества дисперсных частиц вторичных фаз (менее 0,1 мкм), которые из-за малых размеров не могут служить центрами рекристаллизации. В способе по патенту США № 5911845 отсутствует операция обработки на твердый раствор и закалки, которые необходимы для обеспечения требуемого комплекса свойств термически упрочняемых алюминиевых сплавов для авиакосмической техники. Невозможность формирования мелкозернистой рекристаллизованной структуры не позволяет получить высокие характеристики прочности и коррозионной стойкости в полуфабрикатах. Кроме того, сплавы системы Al-Cu из-за пониженной коррозионной стойкости не применяют на изделия, эксплуатирующиеся в условиях морского климата, а сплавы системы Al-Si-Mg имеют пониженные прочностные характеристики и не пригодны для изготовления силовых элементов самолетных конструкций.
Наиболее близким к предложенному способу является способ получения прессованных полуфабрикатов из коррозионно-стойкого сплава на основе алюминия с повышенной технологичностью при холодной деформации и коррозионной стойкостью при сохранении высокого уровня механических свойств (патент РФ № 2163938).
Известный способ, принятый за прототип, включает отливку слитков, гомогенизацию слитков при 400-500°С, прессование полуфабрикатов при 320-420°С со степенью деформации не более 80%, термическую обработку на твердый раствор при 350-480°С, закалку со скоростью 0,5-3 Vкр и старение при 100-200°С, 0,5-36 ч. Для указанного коррозионно-стойкого сплава системы Al-Mg-Li критическая скорость охлаждения Vкp=1-2,5°С/с, таким образом скорость охлаждения при закалке составляет 0,5-7,5°С/с. Обработка по указанному способу алюминиевых сплавов, содержащих магний, кремний, медь, цинк и другие элементы, не обеспечивает высокий уровень прочности и коррозионной стойкости, так как в результате прессования при температуре 320-420°С в полуфабрикатах формируется крупнозернистая рекристаллизованная структура, а при обработке на твердый раствор при температуре 350-480°С не достигается полное растворения избыточных фаз и, следовательно, необходимая степень пересыщения для максимального упрочнения при последующем старении. В результате прессованные полуфабрикаты, обработанные по этому способу, имеют средний уровень прочности и не используются для изготовления сильно нагруженных элементов конструкции.
Технической задачей настоящего изобретения является повышение характеристик прочности и коррозионной стойкости прессованных полуфабрикатов и изделий из них путем формирования регламентированной микроструктуры.
Для достижения поставленной задачи предложен способ изготовления прессованных полуфабрикатов из алюминиевого сплава, включающий отливку слитков, горячее прессование, термическую обработку на твердый раствор, закалку и старение, отличающийся тем, что после отливки слитки подвергают отжигу при температуре 320-395°С, горячее прессование проводят в две стадии при температуре 430-565°С, термическую обработку на твердый раствор осуществляют при температуре 485-565°С, а закалку - со скоростью охлаждения 10-1000°С/с до температуры 20-40°С. Первую стадию горячего прессования проводят на заготовку с диаметром, по крайней мере в 2-8 раз меньшим по сравнению с диаметром слитка, а вторую стадию горячего прессования - на конечный полуфабрикат с суммарной степенью деформации не менее 82%. В промышленных условиях нецелесообразно прессовать заготовку меньшим диаметром, так как из такой заготовки невозможно хорошо проработать микроструктуру полуфабриката из-за малой степени деформации. Термическую обработку на твердый раствор и последующую закалку проводят на второй стадии прессования на конечный полуфабрикат при температуре 485-565°С. Указанное проведение операций возможно для сплавов с низкой критической скоростью закалки (например, 10-150°С/с) или при оснащении прессового оборудования приспособлением, обеспечивающим спрейерное охлаждение водой или водовоздушной средой.
Из полуфабрикатов, полученных этим способом, изготавливают изделия для силовых элементов фюзеляжа авиакосмической техники различного назначения, включая морскую авиацию.
При отжиге слитков вместо гомогенизации формируется гетерогенная структура с большим количеством центров рекристаллизации в виде частиц вторичных фаз размером 0,4-1,0 мкм. В процессе прессования в две стадии и с увеличенной суммарной степенью деформации на межфазных границах создаются значительные поля упругих напряжений, которые являются центрами рекристаллизации. Рекристаллизация интенсивно протекает при высокотемпературной обработке на твердый раствор, а высокая скорость охлаждения при закалке предотвращает рост рекристаллизованных зерен. Сохранение большого количества центров рекристаллизации, следовательно, и получение особенно мелкозернистой структуры обеспечивается при совмещении обработки на твердый раствор и последующей закалки с прессованием на конечный полуфабрикат при температуре в диапазоне 485-565°С.
Полученные полуфабрикаты имеют мелкозернистую рекристаллизованную структуру. Более высокая температура обработки на твердый раствор также обеспечивает большую степень его пересышения, что приводит при искусственном старении к повышению прочностных свойств. Равномерное распределение продуктов распада пересыщенного твердого раствора приводит к повышению коррозионной стойкости полуфабриката.
Пример.
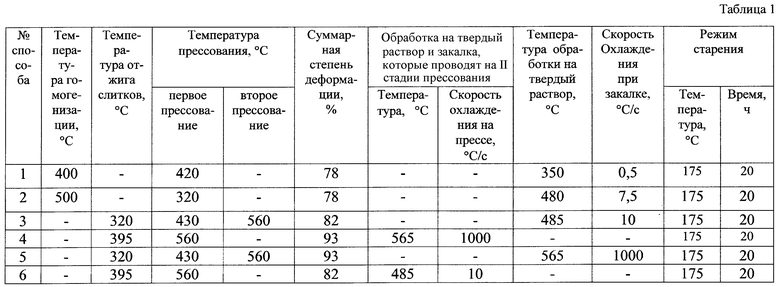
Были отлиты слитки ⊘ 140 мм из сплава Al-1% Mg-1% Si-Cu, из которых изготавливали прессованные полосы. По способу прототипа слитки после гомогенизации при 400-500°С прессовали при температуре 320-420°С за одну операцию на полосы сечением 35×95 мм (степень деформации 78%), затем полосы подвергали обработке на твердый раствор при температуре 350-480°С, закалке со скоростью охлаждения 0,5-7,5°С/с и искусственному старению по режиму 175°С, 20 ч. По предлагаемому способу слитки без гомогенизации подвергали отжигу при температуре 320-395°С и прессовали при температуре 430-565°С сначала на пруток диаметром 70 мм и затем при такой же температуре на полосу сечением 15×65 мм (суммарная степень деформации 94%). Затем прессованные полосы подвергали термической обработке на твердый раствор при температуре 485-565°С, закалке со скоростью охлаждения 10-1000°С/с и искусственному старению по режиму 175°С, 20 ч.
В таблице 1 представлены режимы изготовления прессованных полуфабрикатов по способу прототипа (1-2) и по предложенному способу (3-6). Из полос изготавливали образцы и проводили испытания с определением механических свойств при растяжении, склонности к межкристаллитной коррозии.
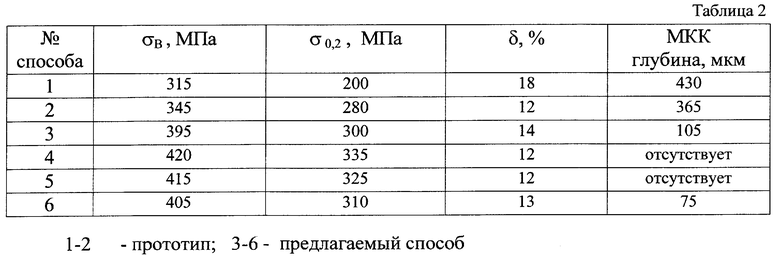
В таблице 2 приведены свойства полуфабрикатов, полученных по способу прототипа (1-2) и предлагаемому способу (3-6).
Прессованные полосы, изготовленные по предлагаемому способу, имеют мелкозернистую рекристаллизованную структуру с размером зерна 25-35 мкм и характеризуются более высоким уровнем прочности и менее склонны к межкристаллитной коррозии (МКК), чем полосы по способу-прототипу, имеющие грубую крупнозернистую неравномерную рекристаллизованную структуру с размером зерна от 85 до 225 мкм.
Таким образом, изготовление прессованных полуфабрикатов по предложенному способу и изделий из них обеспечивает лучшее сочетание прочности и коррозионной стойкости. Полученные по предложенному способу полуфабрикаты предназначены для изготовления силовых элементов фюзеляжа (стрингерный набор, лонжероны, несущие балки пола, стойки и др.) самолетов различного назначения, включая морскую авиацию, что позволит повысить эксплуатационную надежность летательных аппаратов. Применение полученных полуфабрикатов для изготовления изделий космической техники также позволит повысить их надежность и обеспечит увеличение весовой эффективности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБЪЕМНЫХ ПОЛУФАБРИКАТОВ ИЗ AL-CU-MG СПЛАВОВ | 2014 |
|
RU2571993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2003 |
|
RU2238997C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 6000 | 2013 |
|
RU2542183C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2256720C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА | 1999 |
|
RU2163939C1 |
| СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ НА ОСНОВЕ АЛЮМИНИЯ | 2018 |
|
RU2738817C2 |
| Способ изготовления прессованных профилей из высокопрочных деформируемых алюминиевых сплавов системы Al-Zn-Mg-Cu с добавками переходных металлов | 2019 |
|
RU2733233C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ИЗ НИХ | 2012 |
|
RU2492274C1 |
| Способ обработки полуфабрикатов из сплавов системы алюминий-медь-магний-железо-никель | 1980 |
|
SU894016A1 |
Изобретение относится к области металлургии термически упрочняемых сплавов на основе алюминия, используемых в виде прессованных полуфабрикатов для стрингерного и силового набора фюзеляжей самолетов различного назначения, включая морскую авиацию. Предложенный способ включает отливку слитков, горячее прессование, термическую обработку на твердый раствор, закалку и старение, при этом после отливки слитки подвергают отжигу при температуре 320-395°С, горячее прессование проводят при температуре 430-565°С в две стадии, термическую обработку на твердый раствор осуществляют при температуре 485-565°С, а закалку - со скоростью охлаждения 10-1000°С/с до температуры 20-40°С. В частных воплощениях изобретения первую стадию горячего прессования проводят на заготовку с диаметром, по крайней мере, в 2-8 раз меньшим диаметра слитка, а вторую стадию горячего прессования на конечный полуфабрикат - с суммарной степенью деформации не менее 82%; термическую обработку на твердый раствор и последующую закалку проводят на второй стадии прессования. Из полуфабрикатов, полученных данным способом, изготавливают изделия. Техническим результатом изобретения является повышение прочности и коррозионной стойкости прессованных полуфабрикатов и изделий из них. 2 с. и 2 з.п.ф-лы, 2 табл.
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА | 1999 |
|
RU2163939C1 |
| Способ обработки полуфабрикатов из сплавов системы алюминий-медь-магний-никель-железо | 1972 |
|
SU454275A1 |
| US 4840683 А, 20.06.1989 | |||
| US 6193818 А, 27.02.2001. | |||
