Изобретение относится к кузнечному производству и может быть использовано в кузнечно-прессовых цехах металлургических и машиностроительных заводов.
Известен слиток для деформирования круглый в поперечном сечении.
Однако известный слиток не обеспечивает интенсивную проработку литой структуры металла, особенно в периферийных слоях слитка, что снижает качество готовых изделий, а именно поковок типа дисков.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является слиток, ограниченный плоскими торцовыми поверхностями с элементами перераспределения напряжений, выполненными по винтовой линии.
Недостатком известного слитка является то, что при деформировании слитка, используя операцию осадки, возможно образования зажимов на поверхности получаемых поковок, что снижает качество получаемых изделий. Возможное образование зажимов связано с тем, что при осадке выступы (выемки) сближаются один с другим, и при больших единичных обжатиях превращаются в зажимы.
Цель изобретения - повышение качества получаемых поковок.
Поставленная цель достигается тем, что в слитке, ограниченном плоскими торцовыми поверхностями и развитой боковой поверхностью с элементами перераспределения напряжений, выполненными по винтовой линии, элементы перераспределения напряжений выполнены в виде выемок глубиной 0,05-0,15 и шириной 0,25-0,5 диаметра слитка, причем угол наклона винтовой линии к нижней торцовой плоскости равен 10-30°.
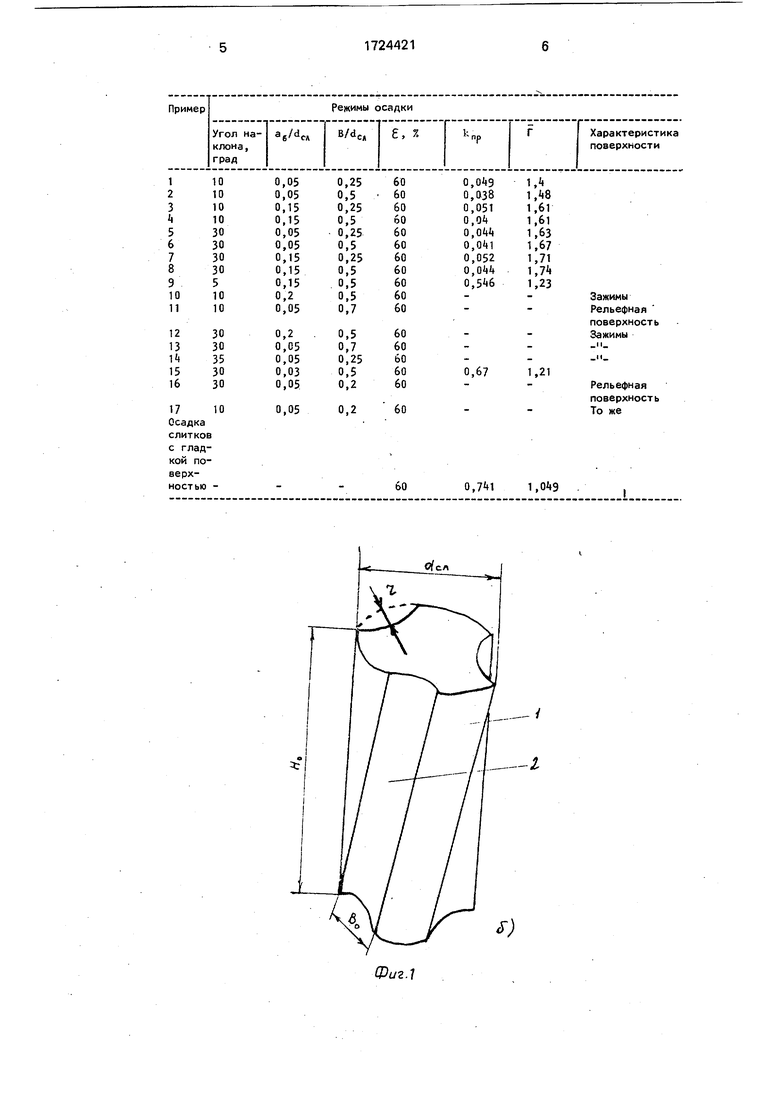
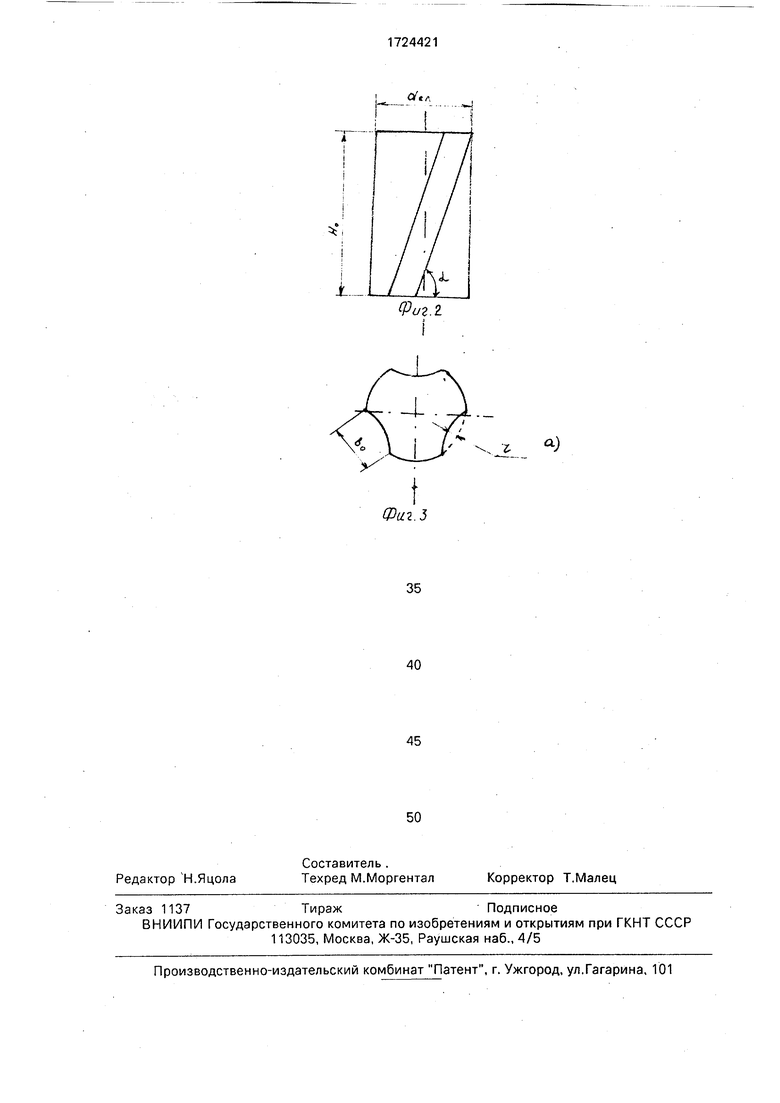
На фиг. 1-3 изображен слиток, общий вид.
Слиток ограничен плоскими торцовыми поверхностями и развитой боковой поверхностью с элементами перераспределений напряжений, которые выполнены по винтовой линии в виде выступов 1 и выемок 2 глубиной 0,05-0,15 и шириной 0,25-0,5 диа(Л
с
VI
|Ю
fc
го
метра слитка, причем угол наклона винтовой линии к нижней торцовой плоскости равен 10-30°. Количество выемок и выступов равно трем.
Слиток деформируют следующим обра- зом.
Слиток помещают между бойками и осаживают. Во время передачи слитка от нагре- вательной печи к бойкам поверхность слитка подстуживается за счет естественно- го теплообмена с окружающей средой. Поскольку объем выступов 1 незначителен по сравнению с объемом слитка, они подсту- живаются сильнее, нежели остальная поверхность слитка. В процессе осадки подстуженные выступы деформируются меньше по сравнению с выемками. А так как выемки расположены по винтовой линий, в процессе осадки внутри объема металла (особенно в периферийных слоях) появля- ются дополнительные деформации, что интенсифицируют дробление литой структуры. При этом подстуженные выемки, выполняя роль подпора, смягчают схему напряженного состояния на поверхностных слоях слитка, что позволяет деформировать без дефектообразования. Схема напряженного состояния характеризуется преоблада- нием сжимающих напряжений над растягивающими. Следовательно деформи- рование литой структуры металла в объеме обрабатываемого слитка происходит в условиях интенсивного развития сдвиговых деформации при более благоприятной схеме напряженного состояния.
Изготовление выемок по винтовой линии с углом наклона 10-30° предотвращает образования зажимов. При осадке слитка, поверхность которого имеет выемки с углом наклона меньше 10°, не появляются допол- нительные сдвиговые деформации. Осадка слитков с выемками, угол наклона которого больше 30°, приводит к образованию зажимов на боковой поверхности,
Отливка слитков с элементами перераспределения напряжений, выполненными в виде выемок глубиной 0,05-0,15 и шириной 0,25-0,5 диаметра слитка, позволяет вести процесс осадки без образования зажимов. Изготовление выемки слитков с глубиной больше0,15 и шириной меньше0,25 диаметра слитка приводит к образованию зажимов при осадке. Осадка слитков с выемками, глубина которых меньше 0,05, а ширина больше 0,5, не приводит к образованию дополнительных сдвиговых деформации. При этом осадка слитка с шириной выемки больше 0,5 может привести к получению изделия с рельефными поверхностями.
П р и м е р. В лабораторных условиях отливают слитки из сплава АМГ-б 050x100 мм. На боковую поверхность наносится координатная сетка. Полученную таким образом заготовку нагревают до 400°С и осаживают в плоских бойках (таблица).
Предлагаемый слиток для деформации по сравнению с известным обеспечивает улучшение качества получаемых изделий. Чем больше коэффициент жесткости схемы напряженногр состояния k тем больше вероятность разрушения металла слитка. Чем больше интенсивность деформации Г, тем больше возможность раздробления литой структуры металла.
Формула изобретения
Слиток, ограниченный плоскими торцовыми поверхностями и развитой боковой поверхностью с элементами перераспределения напряжений, выполненными по винтовой линии, отличающийся тем, что, с целью повышения качества поковок, элементы перераспределения напряжений выполнены в виде выемок глубиной 0,05-0,15 и шириной 0,25-0,5 диаметра слитка, причем угол наклона винтовой линии к нижней торцовой плоскости равен 10-30°.
30 30 35 30 30
0,2
0,05
0,05
0,03
0,05
0,5
0,7
0,25
0,5
0,2
0,67
1,21
поверхность Зажимы
Рельефная поверхность
Фиг.2.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 1969 |
|
SU244847A1 |
| Слиток для деформирования | 1983 |
|
SU1097399A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| Способ ковки пластин | 1985 |
|
SU1321508A1 |
| Способ ковки поковок | 1974 |
|
SU518261A1 |
Изобретение относится к кузнечному производству и может быть использовано в кузнечно-прессовых цехах металлургических и машиностроительных заводов. Целью изобретения является повышение качества получаемых поковок. В слитке для операции осадки, поверхность которого образована выступами, и выемками, размещенными от головной линии, выемки располагают от головной части слитка до донной по винтовой линии с углом наклона, равным 10-30°, при этом отношение глубины выемки к диаметру слитка подбирают равным О.Ь/с|сл 0,05-0,15, а отношение ширины выемки к диаметру слитка выбирают равным B/dai 0,25-0,5. 3 ил., 1 табл.
| Слиток для деформирования | 1981 |
|
SU1025469A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
