Изобретение относится к способам изготовления элементов вакуумной техники и может быть использовано при создании устройств, работающих внутри вакуумных камер, для подвода электроэнергии в месте, находящиеся при криогенных температурах.
Целью изобретения является повышение надежности и обеспечение ремонтопригодности.
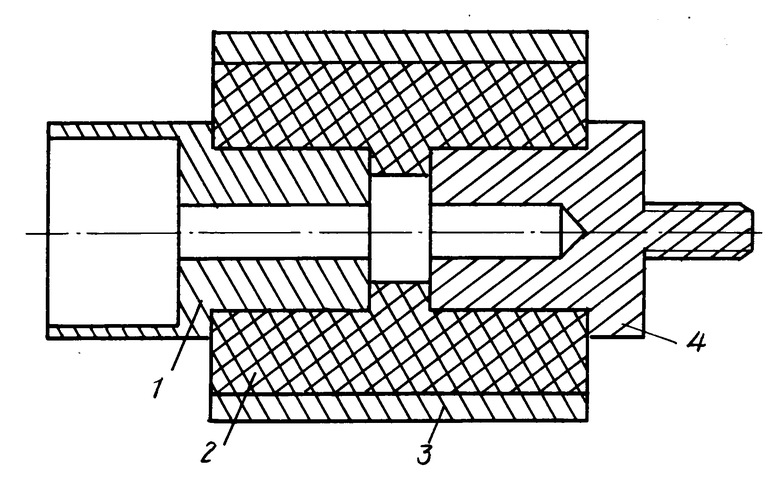
Изобретение поясняется чертежом.
Способ сборки вакуумно-плотного ввода осуществляется следующим образом.
На направляющий шток 1 и съемный контакт 4, выполненные из нержавеющей стали, насаживают уплотнительную втулку 2. Материал уплотнительной втулки фторопласт-4. Посадочные места обработаны под прессовую посадку. Запрессовка осуществляется при комнатной температуре. Затем собранный узел откачивают вакуумным насосом и охлаждают до температуры жидкого азота (-196оС), а на уплотнительную втулку 2 насаживают обечайку 3 с легкой запрессовкой. Материал обечайки сталь. Корпус ввода готов к работе и может быть вмонтирован в охлаждаемую вакуумную камеру.
За счет различных коэффициентов объемного расширения при охлаждении возникает дополнительное усилие сжатия уплотняющей втулки 2 относительно направляющего штока 1 и съемного контакта 4. Обечайка 3 препятствует разгерметизация ввода при отогреве его до комнатной температуры. Разборка корпуса ввода осуществляется в обратном сборке порядке.
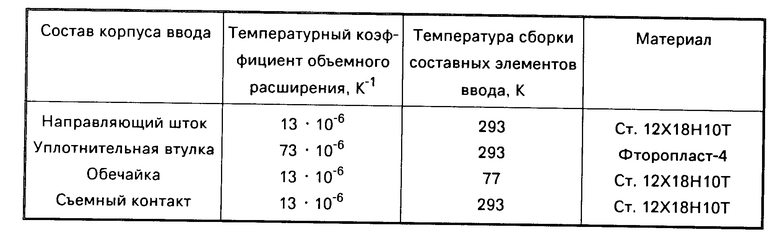
Значения температурных коэффициентов объемного расширения элементов вакуумно-плотного ввода и температурный режим сборки приведен в таблице.
Преимуществом способа является возможность герметизации вакуумно-плотного электрического ввода в условиях глубокого охлаждения, простота изготовления, надежность и долговечность в работе и способность подвергаться разборке на составные части для профилактических и ремонтных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаровой криогенный клапан | 2019 |
|
RU2716645C1 |
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1393972A1 |
| Способ подготовки к демонтажу прессовых соединений | 1990 |
|
SU1752525A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1507559A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ФТОРОПЛАСТА-4 | 1991 |
|
RU2024406C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516293A1 |
| Устройство для роботизированной внутренней изоляции сварного стыка трубопровода | 2019 |
|
RU2716789C1 |
| Способ нанесения абразивного материала на вал при формировании соединения вал-втулка с гарантированным натягом | 2021 |
|
RU2782941C1 |
Сущность изобретения: при сборке ввода использованы составные части, имеющие различные температурные коэффициенты объемного расширения, создающие дополнительное усилие сжатия при охлаждении, а следовательно, и герметизацию корпуса ввода. 1 ил. 1 табл.
СПОСОБ СБОРКИ ВАКУУМНО-ПЛОТНОГО ВВОДА, включающий установку направляющего штока на корпусе камеры, размещение уплотнительной втулки, снабженной электродом, на направляющий шток, объемное сжатие уплотнительной втулки, отличающийся тем, что, с целью повышения надежности и обеспечения ремонтопригодности, после сжатия уплотнительную втулку охлаждают до температуры жидкого азота, на которой осуществляют прессовую посадку обечайки, температурный коэффициент объемного расширения материала которой выбирают меньше температурного коэффициента объемного расширения материала уплотнительной втулки.
| Способ предварительного напряжения арматурного элемента | 1985 |
|
SU1247491A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
