Изобретение относится к области машиностроения и может быть использовано при изготовлении оборудования для производства странгуляторов.
Странгулятор это составная часть респиратора типа "лепесток", состоящая из алюминиевой пластинки, с закрепленной на ней резинкой. Сам же респиратор представляет собой облегченное средство для защиты органов дыхания от вредных аэрозолей в виде пыли, дыма и тумана. Эти респираторы одноразового применения (на одну смену работы), поэтому требуются в массовом количестве. Странгулятор в таком респираторе обеспечивает плотность посадки последнего на лице человека: алюминиевая пластинка обжимается пальцами на переносице носа, а резинка дает плотность прилегания фильтрующего материала на щеках и подбородке.
Технической задачей данного изобретения является автоматизация производства странгуляторов.
Для решения поставленной задачи автомат для производства странгуляторов, состоящих из металлической пластинки с закрепленной на ней резинкой, характеризуется тем, что он содержит пресс-автомат, оснащенный штампом совмещенного действия для вырубки контура металлической пластинки из полосы и надрезки отверстий, узел размотки резинки, связанный с приводом пресса через редуктор и выполненный в виде двух валков, ременной передачи и фрикциона, руку механическую для захвата резинки, соединенную с приводом кривошипно-шатунного механизма, механизм подачи и фиксации резинки в виде кинематически связанного с приводом пресса кулачкового вала и соединенных с ним фиксаторов, и вилки для подачи резинки в штамп для соединения с вырубленной пластинкой, а также нож отрезной для отделения резинки мерной длины, связанный с приводом пресса через цепную передачу.
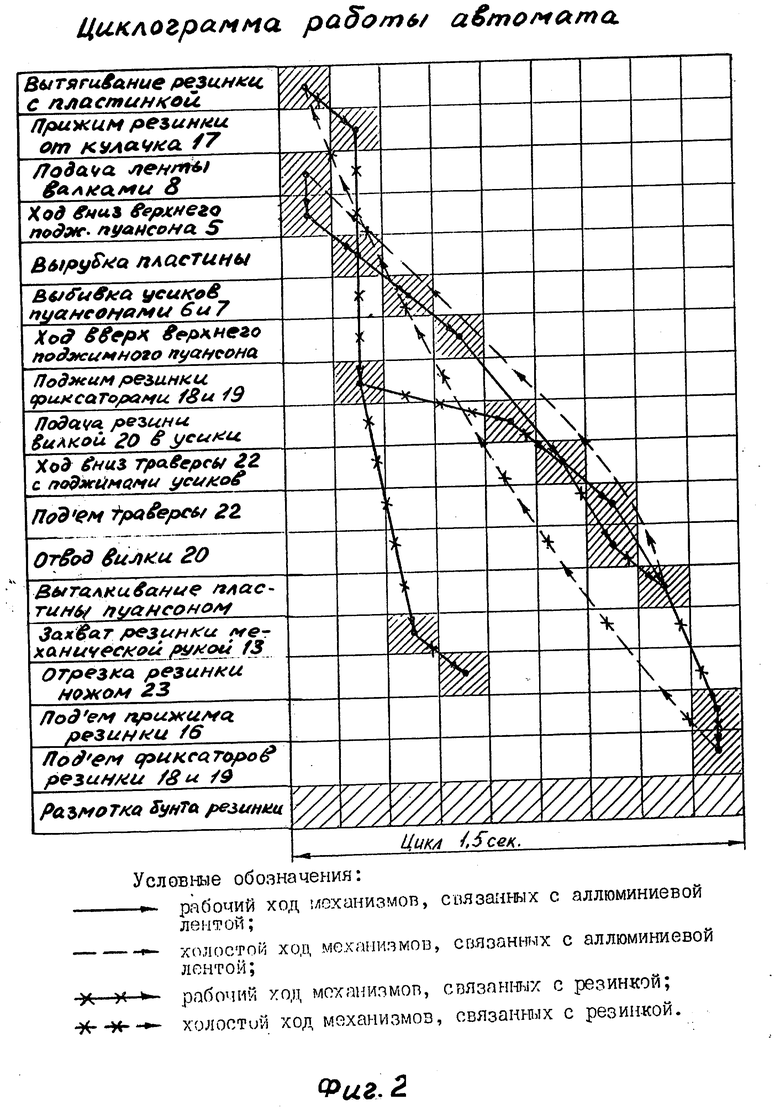
На фиг. 1 представлена кинематическая схема автомата, на фиг. 2 - циклограмма работы автомата.
Автомат состоит из электропривода 1, цепной передачи 2, главного кулачкового вала 3, штампа совмещенного действия 4, верхнего поджимного пуансона 5, пуансонов выбивки усиков (надрезки отверстий в пластинке) 6 и 7, валков подачи алюминиевой ленты 8, кривошипно-храпового привода валков 9, валков размотки резинки 10, ременной передачи 11, фрикциона привода валков размотки 12, механической руки 13 с захватом 14, кривошипно-шатунного привода механической руки 15, прижима резинки 16 с кулачком 17, фиксаторов резинки 18 и 19, вилки подачи резинки в усики пластинки 20, вспомогательного кулачкового вала 21, траверсы поджима усиков 22, ножа отрезного 23, цепного привода отрезного ножа 24.
Работа автомата прослеживается при совместном рассмотрении кинематической схемы (фиг. 1) и циклограммы (фиг. 2). Механической рукой 15 вытягивается резинка. Одновременно с этим валками 8 подается лента, и осуществляется ход вниз верхнего поджимного пуансона 5. Далее происходит прижим резинки прижимом 16 от кулачка 17, и одновременно с этим осуществляется вырубка пластинки к верхнему поджимному пуансону 5. В это же время резинка фиксируется фиксаторами 18 и 19. Далее осуществляется выбивка у пластинки усиков (надрезка отверстий) пуансонами 6 и 7. Одновременно с этим действием подходит захват 14 механической руки 13 в правое исходное положение и захватывает резинку. Далее верхний поджимной пуансон 5 отходит вверх от вырубленной пластинки с усиками, и осуществляется отрезка резинки ножом 23. Затем вилка 20 подает резинку в усики пластинки, после чего траверса 22 зажимает усиками резинку. Далее траверса 22 и вилка 20 отходят в исходное положение. Затем пластинка выталкивается наружу пуансонами и оттягивается резинкой. Далее прижим 16 и фиксаторы 18 и 19 освобождают резинку, после чего механическая рука вытягивает резинку с пластинкой, вытягивая одновременно следующую мерную длину резинки. Цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ПОРЦИОННЫЙ РЕЗЧИК ТАБАЧНЫХ КИП | 1996 |
|
RU2102905C1 |
| Устройство для подачи и переноса заготовок в штампах | 1983 |
|
SU1175599A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| Устройство для передачи заготовок из штампа в носители конвейера | 1972 |
|
SU492334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
Использование: в машиностроении при изготовлении оборудования для изготовления странгуляторов, являющихся составной частью респиратора типа "лепесток". Сущность изобретения: автомат для производства странгуляторов содержит пресс-автомат со штампом совмещенного действия для вырубки контура металлической пластинки из полосы и надрезки отверстий. С приводом пресса связан узел размотки резинки, выполненный в виде двух валков, ременной передачи и фрикциона. Для захвата резинки предусмотрена рука механическая, соединенная с приводом пресса посредством кривошипно-шатунного механизма. Отделение резинки мерной длины осуществляется с помощью ножа отрезного, связанного с приводом пресса через цепную передачу. Для подачи резинки в штамп имеется механизм подачи и фиксации в виде кинематически связанного с прессом кулачкового вала, фиксаторов и вилки. 2 ил.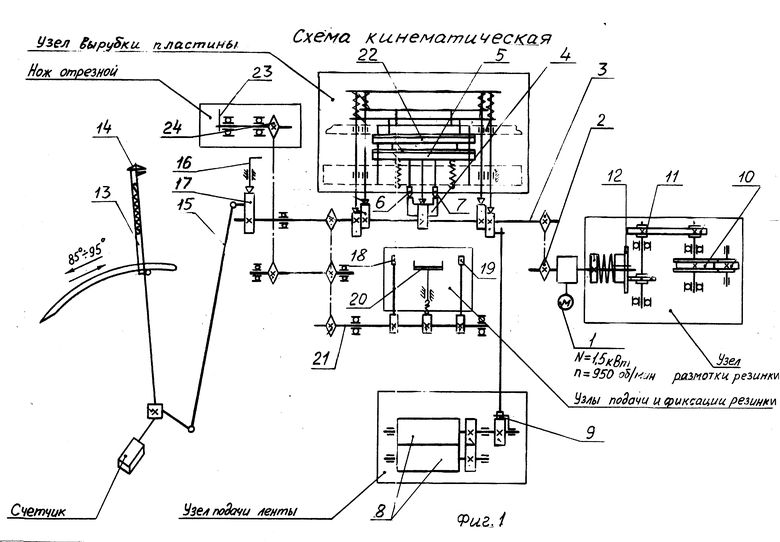
Автомат для производства странгуляторов, состоящих из металлической пластинки с закрепленной на ней резинкой, характеризующийся тем, что он содержит пресс-автомат, оснащенный штампом совмещенного действия для вырубки контура металлической пластинки из полосы и надрезки отверстий, узел размотки резинки, связанный с приводом пресса через редуктор и выполненный в виде двух валков, ременной передачи и фрикциона, руку механическую для захвата резинки, соединенную с приводом пресса посредством кривошипно-шатунного механизма, механизм подачи и фиксации резинки в виде кинематически связанного с приводом пресса кулачкового вала и соединенных с ним фиксаторов и вилки для подачи резинки в штамп для соединения с вырубленной пластинкой, а также нож отрезной для отделения резинки мерной длины, связанный с приводом пресса через цепную передачу.
