Изобретение относится к абразивной промышленности, а именно к производству абразивного инструмента на вулканитовой связке, преимущественно крупногабаритных кругов большой высоты.
Известен способ производства абразивного инструмента, включающий приготовление абразивной порошковой смеси заданного гранулометрического состава, прокатку ее в полосу, вырубку колец из полосы, сборку заготовки инструмента в виде пакета колец на стрежне пресс-формы, дальнейшее прессование и термообработку [1]. Абразивную смесь до прокатки в валках размельчают на порошковые частицы размером не более 20 мм в диаметре.
Многочисленные операции при прокатке, вырубке колец, их передаче на участки сборки заготовок инструмента в виде пакета, ручном уплотнении каждого кольца при сборке на стержне пресс-формы приводят к контакту поверхностей колец со столом прокатного стана, вырубным инструментом, столом участка сборки, руками сборщиков при составлении пакета. Это ведет к насыщению их посторонними включениями. Эти включения при прессовании препятствуют сращиванию слоев и приводят к образованию расслоев на готовых изделиях. Кроме того, многочисленные операции снижают производительность способа.
Таким образом, основными недостатками способа являются низкое качество и малая производительность. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ производства абразивного инструмента на вулканитовой связке, включающий приготовление абразивной формовочной массы заданного фракционного состава, прокатку ее валками в полосу, формообразование, термообработку [2] . В этом способе абразивную смесь до прокатки в валках размельчают на порошковые частицы (гранулы) размером не более 20 мм в диаметре, что позволяет повысить однородность плотности полосы по ширине и длине, несколько снизить дефекты в виде расслоев поверхностей контакта вырубаемых в процессе формообразования.
Однако попадание посторонних включений на поверхности контакта вырубленных колец не уменьшается. Многочисленные операции при прокатке, вырубке колец в процессе формообразования, их передаче на участки сборки заготовок инструмента в виде пакета, ручном уплотнении каждого кольца при сборке на стрежне пресс-формы приводят к контакту поверхностей колец со столом прокатного стана, вырубным инструментом, столом участка сборки и ведет к насыщению их посторонними включениями (частицами грязи, смазки, пыли из атмосферы цеха). Эти включения при прессовании препятствуют сращиванию слоев и приводят к образованию расслоев на готовых изделиях. Кроме того, многочисленные операции (вырубка, отделение облоя, передача на сборку, сборка пакета, уплотнение пакета) снижают производительность способа (при 30 кольцах в пакете это 150 операций).
Таким образом, основными недостатками наиболее близкого аналога являются низкое качество и малая производительность.
Задачей изобретения является снижение поверхностных включений и сокращение числа операций при производстве полуфабрикатов кругов, а следовательно, повышение качества и увеличение производительности при получении абразивного инструмента.
Поставленная задача достигается тем, что в известном способе производства абразивного инструмента на вулканитовой связке, при котором приготавливают абразивную формовочную массу заданного фракционного состава, прокатывают ее в полосу и термообрабатывают, согласно изобретению, берут стержень, концы полосы заостряют и наматывают ее на стержень, после чего перед термообработкой стержень устанавливают в пресс-форму и производят прессование, причем полосу наматывают до диаметра, определяющего заданный размер круга после прессования.
То, что после прокатки полосу сразу наматывают на стержень пресс-формы и сразу получают заготовку инструмента для дальнейшего прессования позволит устранить операцию вырубки из полосы колец, отделение облоя от колец, передачу на сборку, ручную операцию сборки этих кругов в пресс-форме и уплотнения их. Устранение многочисленных операций снизит контакт поверхностей полосы с источниками попадания посторонних включений, что повысит качество прессованных полуфабрикатов за счет сращивания слоев и уменьшит затем дефекты в виде расслоя, а также повысит производительность процесса. Острение переднего и заднего конца полосы производят для плотного прилегания слоев полосы на стержне в начале и конце намотки.
На чертеже показана схема намотки прокатанной полосы 1 с заостренными концами 2 на стержень 3 пресс-формы.
Способ осуществляется следующим образом.
Полученную абразивную массу измельчают до порошковых частиц (гранул) не более 20 мм в диметре и прокатывают в непрерывную полосу. Затем полосу делят на мерные длины, заостряют концы 2-мерной полосы 1 и производят намотку ее на стержень 3 пресс-формы до получения заготовки инструмента (до диаметра, равного диаметру готового круга с учетом припуска на прессование). Затем вместе со стержнем заготовку инструмента устанавливают в пресс-форму и прессуют. После чего осуществляют термообработку.
По данному способу были получены полуфабрикаты абразивных кругов на вулканитовой связке и готовые круги. Полуфабрикат перед прессованием имел наружный диаметр 348 мм, внутренний диаметр 127 мм и высоту 210 мм. Готовый шлифовальный круг прямого профиля после механической обработки имел размеры наружного диаметра 350 мм, внутреннего диаметра 127 мм и высоты 200 мм. Измельченная до заданной фракции абразивная смесь была прокатана в полосу размером 250x10 мм. После разрезки и обрезки боковых кромок полоса имела ширину 210 мм и толщину 10 мм. Затем на стержень диаметром 127 мм пресс-формы были намотаны заготовки до наружного диаметра 348 мм. Перед намоткой концы полосы острили прокаткой, уменьшая зазор между валками. После прессования полуфабрикат имел наружный диаметр 350 мм, внутренний диаметр 127 мм и высоту 200 мм.
Предлагаемый способ целесообразно применять при производстве крупногабаритных абразивных кругов диаметром 250-500 и более мм и высотой более 100-200 мм и более. Исследование качества готовых кругов (изготовлено 50 кругов) показало, что количество дефектов по расслоям по сравнению с традиционной технологией снизилось на 17%. Производительность операций получения заготовки увеличилась в 9,3 раза, расход материала уменьшился на 3%.
Источники информации
1. Абразивные материалы и инструменты. Каталог-справочник./Под ред. Рыбакова В.А. М.: НИИ по машиностроению, 1976, с. 197.
2. Авт.свид. СССР N 921838, кл. B 24 D 17/00, 1982. Способ производства абразивного инструмента на вулканической связке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2224635C2 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227777C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2138387C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2174906C1 |
Сущность: после приготовления абразивной формовочной массы заданного фракционного состава ее прокатывают в полосу, концы которой заостряют. Затем полосу наматывают на стержень до диаметра, определяющего заданный размер инструмента после прессования, прессуют и термообрабатывают. Технический результат - повышение качества и увеличение производительности при получении абразивного инструмента. 1 ил.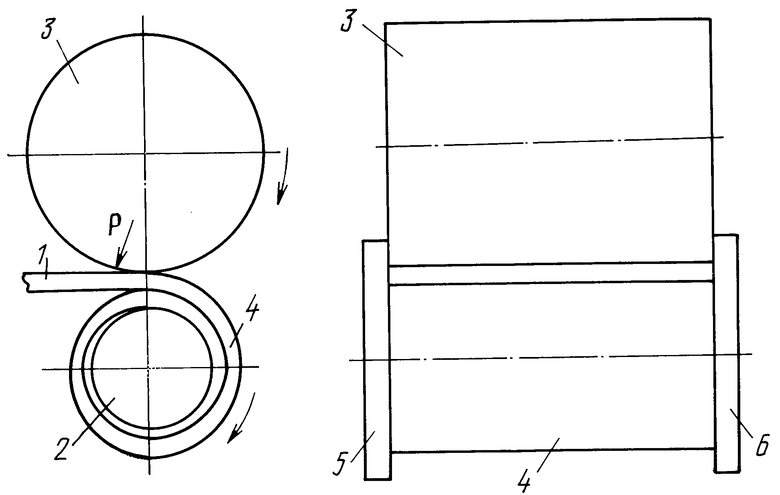
Способ производства абразивного инструмента на вулканитовой связке, при котором приготавливают абразивную формовочную массу заданного фракционного состава, прокатывают ее в полосу и термообрабатывают, отличающийся тем, что берут стержень, концы полосы заостряют и наматывают ее на стержень, после чего перед термообработкой стержень устанавливают в пресс-форму и производят прессование, причем полосу наматывают до диаметра, определяющего заданный размер круга после прессования.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог справочник | |||
| Под ред | |||
| Рыбакова В.А | |||
| Абразивные материалы и инст рументы | |||
| М.:НИИ по машиностроению, 1976, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетел ьство, 921838, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
