Изобретение относится к черной металлургии, в частности к производству железнодорожных рельсов.
Проблеме производства, в том числе прокатке рельсов, посвящена научно-техническая [1] и патентная [2] информация, отражающая современные тенденции совершенствования технологического процесса их изготовления.
Известные способы и устройства, как правило, направлены на решение частных вопросов на конкретных стадиях производства рельсов. Например, в способе [3] для улучшения качества готового профиля рельса и повышения производительности прокатки обеспечивают устойчивость захвата прокатываемой заготовки, ее изгиба на входе в очаг деформации, регулируя скорость вращения вертикальных валков, но при этом не приводится сведений о напряженном состоянии готовых изделий, что важно для оценки их эксплуатационной стойкости.
По технической сущности наиболее близким к предлагаемому является способ производства рельсов, включающий калибровку валков, настройку рабочих клетей и контроль технологического процесса [4] Рельсы, изготовленные с использованием этого способа, имеют более высокие показатели эксплуатационной стойкости по сравнению с другими известными решениями. Достигается это за счет технологии изготовления, строгого контроля и отсортировки полученных рельсов.
Вместе с тем в современных условиях эксплуатации железных дорог /увеличение скорости поездов и осевых нагрузок, освоение районов с суровыми климатическими условиями и др./ спрос на рельсы с высокой эксплуатационной стойкостью увеличивается и необходима разработка более совершенных способов производства таких рельсов.
Задача изобретения разработать универсальный надежный и высокопроизводительный способ производства железнодорожных рельсов с повышенной эсплуатационной стойкостью для любых типоразмеров и назначений.
Задача решается тем, что в способе производства железнодорожных рельсов, включающем калибровку валков, настройку клетей, прокатку и контроль технологического процесса, калибровку валков и прокатку осуществляют при условии формирования элементов профиля рельсов, исходя из соотношения
(A•E)/(B•D) 3,1-3,5,
где A высота рельса,
В ширина подошвы,
E высота головки,
D минимальная толщина шейки,
при этом верхнюю и нижнюю части шейки формируют до толщин, для которых отношение толщины нижней части шейки (в) к толщине верхней части шейки (a) составляет 1,0-1,5 (фиг.1).
Указанные отличительные признаки обеспечивают повышение эксплуатационной стойкости рельсов практически без увеличения массы погонного метра рельса. Это позволяет использовать рельсы с полученным профилем на скоростных участках железных дорог и на высокоскоростных магистралях. Предложенное соотношение элементов профиля может быть использовано для производства рельсов существующих и новых типоразмеров. При этом не возникает необходимости в перестройке технологического оборудования и не происходит снижение производства рельсов.
Анализ экспериментальных данных и условий формирования напряженного состояния, установление связи между распределением остаточных напряжений в рельсах и расположением поперечных усталостных трещин позволили выявить ряд эмпирических закономерностей между указанными факторами, а также выявить характерные участки в сечении рельса.
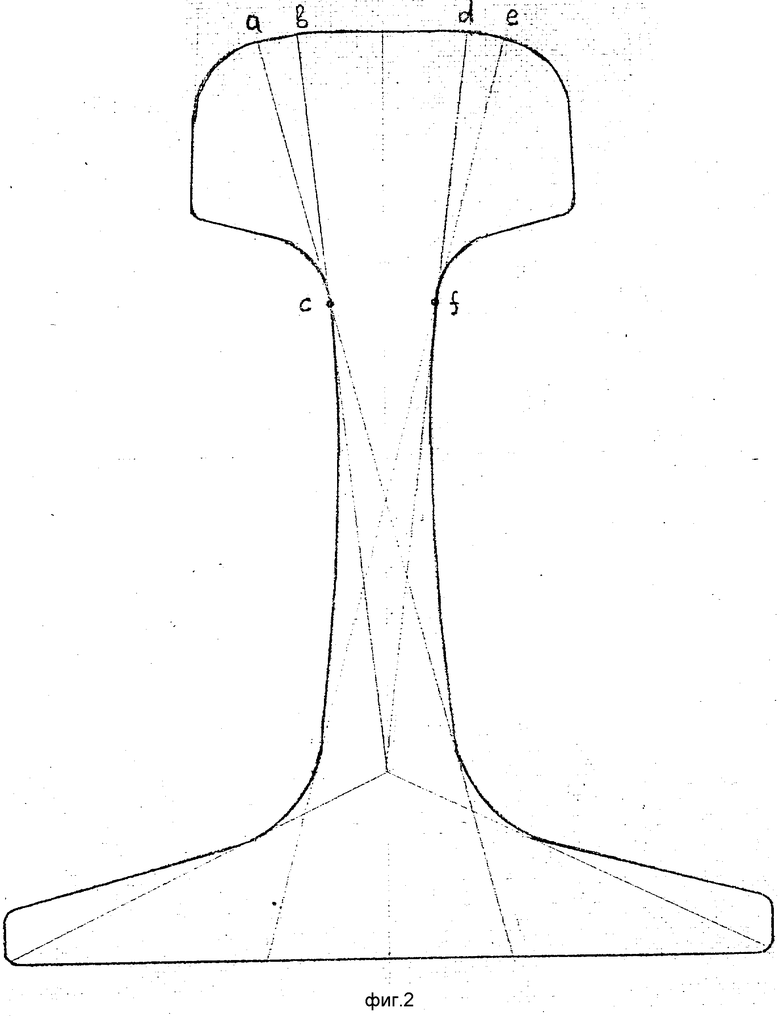
Существующая технология холодной правки рельсов на горизонтальной роликоправильной машине такова, что наибольшие растягивающие остаточные напряжения в поперечном сечении головки рельса расположены на участках "a b c" и "d e f " (фиг.2). Например, для рельса типа P65 эти участки находятся на расстоянии 18-25 мм от оси симметрии. Расположение их целиком определяется геометрическими характеристиками профиля рельса. Испытания полнопрофильных рельсовых проб на циклический изгиб выявили, что усталостные трещины зарождаются в указанных участках.
Максимальные растягивающие напряжения, возникающие при эксплуатации, расположены также в указанных участках, они складываются с остаточными напряжениями от холодной правки. Изучение расположения усталостных трещин, образующихся при эксплуатации рельсов, подтвердило, что они зарождаются именно в этих зонах.
Для уменьшения опасности зарождение трещин необходимо понизить уровень суммарных растягивающих напряжений на этих участках. Одним из путей достижения этого является разделение участков повышенных остаточных и эксплуатационных растягивающих напряжений путем смещения участка остаточных растягивающих напряжений к оси симметрии рельса, проводящее к уменьшению уровня максимальных остаточных напряжений.
Именно эти предпосылки были использованы для разработки способа производства рельсов с геометрическими характеристиками, обеспечивающих смещение участка повышенных растягивающих остаточных напряжений к оси симметрии рельса из зоны контакта головки рельса с колесом при эксплуатации железнодорожных путей.
Установлено, что необходимые геометрические характеристики рельса достигаются при выполнении соотношения
(A•E)/(B•D) 3,1-3,53
и формировании верхней и нижней частей шейки до толщин, для которых отношение толщины нижней части шейки к толщине верхней части шейки составляет 1,0-1,5.
Например, при отношении (A•E)/(B•D) меньше 3,1 для заданных ширины подошвы и высоты головки рельса минимальная толщина шейки будет существенно больше необходимой при существующих нагрузках, что вызовет необоснованное повышение массы погонного метра рельса.
При отношении (A•E)/(B•D) больше 3,5 для заданных высоты рельса, ширины подошвы и высоты головки минимальная толщина шейки для рельсов всех типоразмеров будет настолько мала, что при существующих осевых нагрузках будут происходить разрушения рельсов по шейке, что вызовет резкое уменьшение их эксплуатационной стойкости.
Отношение толщины нижней части шейки рельса к толщине верхней части меньше 1,0 приводит к совпадению участков повышенных растягивающих остаточных напряжений и максимальных растягивающих эксплуатационных напряжений, что вызовет снижение эксплуатационной стойкости рельса.
Отношение толщины нижней части рельса к верхней больше 1,5 не приводит к дальнейшему смещению участка повышенных растягивающих остаточных напряжений к оси симметрии рельса и вызовет необоснованное утолщение нижней части шейки и необоснованное увеличение веса 1 пог.м рельса, а также резкое снижение производительности.
Анализируя вышеизложенное, можно сделать вывод, что в изобретении имеются признаки, являющиеся новыми существенными по сравнению с известными решениями, и заявляемый способ соответствует критерию "новизна".
Из известных источников информации не выявлено использование новых признаков заявляемого способа по их функциональному назначению и достигаемому результату, что соответствует критерию "изобретательский уровень".
Пример. В условиях промышленного производства железнодорожных рельсов на Кузнецком металлургическом комбинате изготовлена опытно-промышленная партия рельсов по предлагаемому способу.
На блюминге из слитков рельсовой стали были получены заготовки длиной 4400 мм и сечением 320•330 мм. Заготовки прокатывали на клети "900" за 7 пропусков до получения полосы трапециевидной формы.
В дальнейшем прокатка осуществлялась с применением специально подготовленной калибровки для линии "800" и чистовой клети "850" по схеме 4-3-1, что соответствует числу проходов на клетях 1 и 2 линии "800" и чистовой клети.
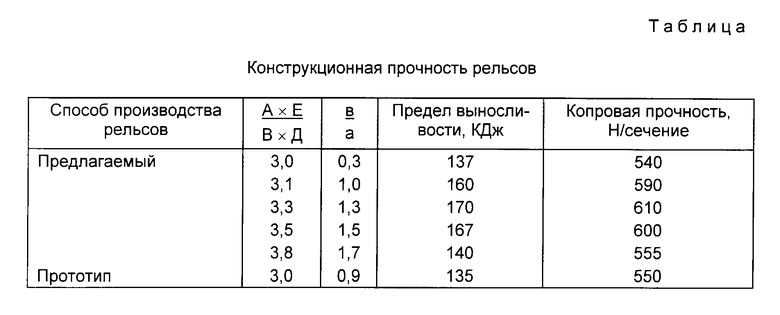
Опытные рельсы и рельсы текущего производства P65 были подвергнуты натурным испытаниям на усталостную и копровую прочность. Испытания проводились на полнопрофильных пробах длиной 1300 мм. Они характеризуют конструкционную прочность рельсов и в большей степени прогнозируют их эксплуатационную стойкость.
Усталостную прочность (предел выносливости) определяли путем испытаний на пульсаторе до разрушения проб. Копровую прочность оценивали как работу разрушения пробы при ударе по ней груза массой 3,0 т с высоты 10м.
Результаты испытаний свидетельствуют о том, что опытные рельсы, произведенные по предлагаемому способу при выполнении заявляемых условий формирования элементов профиля, обладают заметно более высокими пределом выносливости и копровой прочностью, чем рельсы, произведенные по способу-прототипу (см. таблицу). Опытные рельсы, при изготовлении которых были нарушены указанные условия, по усталостной и копровой прочности практически такие же, как рельсы текущего производства.
Изучение изломов рельсов показало, что зарождение усталостных трещин происходило в зонах наибольших остаточных растягивающих напряжений. У рельсов, произведенных по предлагаемому способу с соблюдением условий формирования элементов профиля, зоны образования трещин находились на расстоянии 15-21 мм от оси симметрии, т.е. наблюдается существенное смещение зоны вероятного зарождения трещин в головке рельса из зоны рабочего контакта с колесом. В случае нарушения указанных условий при изготовлении опытных рельсов фокусы трещин находились на расстоянии 18-25 мм от оси симметрии (так же, как в случае изготовления рельсов текущего производства по способу-прототипу).
Таки образом, предлагаемый способ производства железнодорожных рельсов обеспечивает заметное повышение их конструкционной прочности, а следовательно, и эксплуатационной стойкости. Он применим для изготовления рельсов всех типоразмеров. Способ может быть реализован на существующем оборудовании металлургических предприятий без больших перестроек и капитальных вложений и без снижения производительности их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2003 |
|
RU2254941C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р65 | 2009 |
|
RU2409431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р50 | 2009 |
|
RU2405638C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2001 |
|
RU2223156C2 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| ДУБЛИРУЮЩИЕ РЕЛЬСОВЫЕ КАЛИБРЫ, НАПРИМЕР, ЧИСТОВОЙ КЛЕТИ ДУО РЕЛЬСОБАЛОЧНОГО СТАНА | 1999 |
|
RU2197338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСОВ НИЗКОТЕМПЕРАТУРНОЙ НАДЕЖНОСТИ | 2015 |
|
RU2601847C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ КОМПЛЕКТ В ПРОКАТНОЙ КЛЕТИ ТРИО | 1996 |
|
RU2100107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2164181C2 |
Использование: в черной металлургии при производстве железнодорожных рельсов. Сущность изобретения: способ производства рельсов включает калибровку валков, настройку клетей, прокатку и контроль технологического процесса. Калибровку и прокатку осуществляют при соблюдении условия: A•E/B•D = 3,1-3,5, где A - высота рельса, B - ширина подошвы, E - высота головки, D - минимальная толщина шейки рельса. При этом верхнюю и нижнюю части шейки формируют таким образом, чтобы отношение толщины нижней части шейки к толщине верхней части шейки составляло 1,0 - 1,5. 2 ил, 1 табл.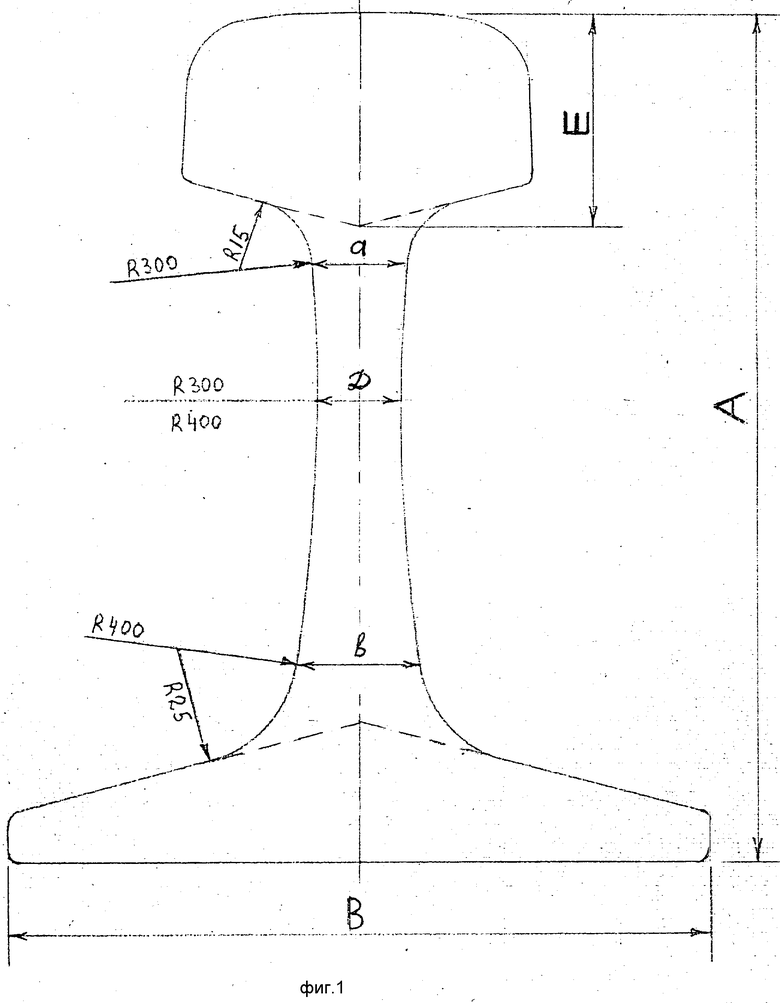
Способ производства железнодорожных рельсов, включающий калибровку валков, настройку клетей, прокатку и контроль технологического процесса, отличающийся тем, что калибровку валков и прокатку в них осуществляют из условия формирования элементов профиля рельса, исходя из соотношения
A • E / B • D 3,1 3,5,
где A высота рельсов;
B ширина подошвы;
E высота головки;
D минимальная толщина шейки,
при этом верхнюю и нижнюю части шейки формируют до толщин, для которых отношение толщины нижней части шейки к толщине верхней части шейки составляет 1,0 1,5.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поляков В.В | |||
| и др | |||
| Основы технологии производства железнодорожных рельсов | |||
| - М.: Металлургия, 1990 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 944686, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1423197, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Технологическая инструкция | |||
| Производство железнодорожных рельсов | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |

