Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления колец гибкой.
Известен способ гибки проволочных заготовок проталкиванием их через канал усилием, воздействующим в направлении, перпендикулярном оси заготовки, причем заготовки укладывают в канал вплотную одна на другую и изгибают, постепенно изменяя их форму до заданной, передавая усилие от каждой предыдущей заготовки последующей, ограничивая заготовки от смещения в плоскости, перпендикулярной направлению деформирующего усилия в процессе всего деформирования [1]
Известно устройство для изготовления колец [2] содержащее механизмы подачи, отрезки, выталкивания заготовок, а также узел формирования колец, включающий в себя корпус, жестко связанные с ним отрезную матрицу, стакан, насадку, оправку, размещенную в стакане, и толкатель, установленный с возможностью возвратно-поступательного перемещения, оправка выполнена ступенчатой и имеет основание, жестко связанное со стаканом, и консоль с цилиндрическим и коническим участками, расположенными концентрично отверстиям соответственно стакана и насадки, консоль оправки, цилиндрическое отверстие в стакане и коническое отверстие в насадке образуют канал для размещения заготовок.
Недостатки известного устройства заключаются в следующем. Для свободной подачи проволоки в зону гибки отверстие в матрице выполняется большего диаметра, чем диаметр проволоки. Кроме того, подаваемая проволока может иметь отклонение от геометрически правильной оси. Поэтому при входе проволоки в цилиндрический канал возможно попадание переднего конца проволоки не в канал, а в кромку стакана. После отрезки конца заготовки, подгибки его к оправке и отходе пуансона отрезанная часть заготовки кольца вследствие остаточных упругих деформаций отойдет от оправки и эта его часть не будет повторять заданную форму канала. При смещении толкателем таких заготовок к насадке свободные их концы, располагающиеся между матрицей и цилиндрическим каналом, будут препятствовать вхождению заготовок в коническое отверстие насадки.
Цель изобретения повысить надежность работы устройства.
Это достигается тем, что в устройстве для изготовления колец, содержащем механизмы подачи, отрезки, выталкивания заготовок, а также узел формирования колец, включающий в себя корпус, жестко связанные с ним отрезную матрицу, стакан, насадку, отправку, размещенную в стакане, и толкатель, установленный с возможностью возвратно-поступательного перемещения, оправка выполнена ступенчатой и имеет основание, жестко связанное со стаканом, и консоль с цилиндрическим и коническим участками, расположенными концентрично отверстиям соответственно стакана и насадки, консоль оправки, цилиндрическое отверстие в стакане и коническое отверстие в насадке образуют канал для размещения заготовок, в отличие от прототипа на участках входа заготовок в отверстия стакана и насадки выполнены фаски, причем фаска в отверстии стакана размещена против окна отрезной матрицы и ее наибольшая глубина превышает возможные отклонения проволоки от оси подачи, а фаска в коническом отверстии стакана выполнена в виде криволинейной поверхности, причем фаска размещена в области захода в насадку подгибаемого пуансоном конца заготовки и ее наибольшая глубина превышает остаточные упругие деформации подгибаемого конца.
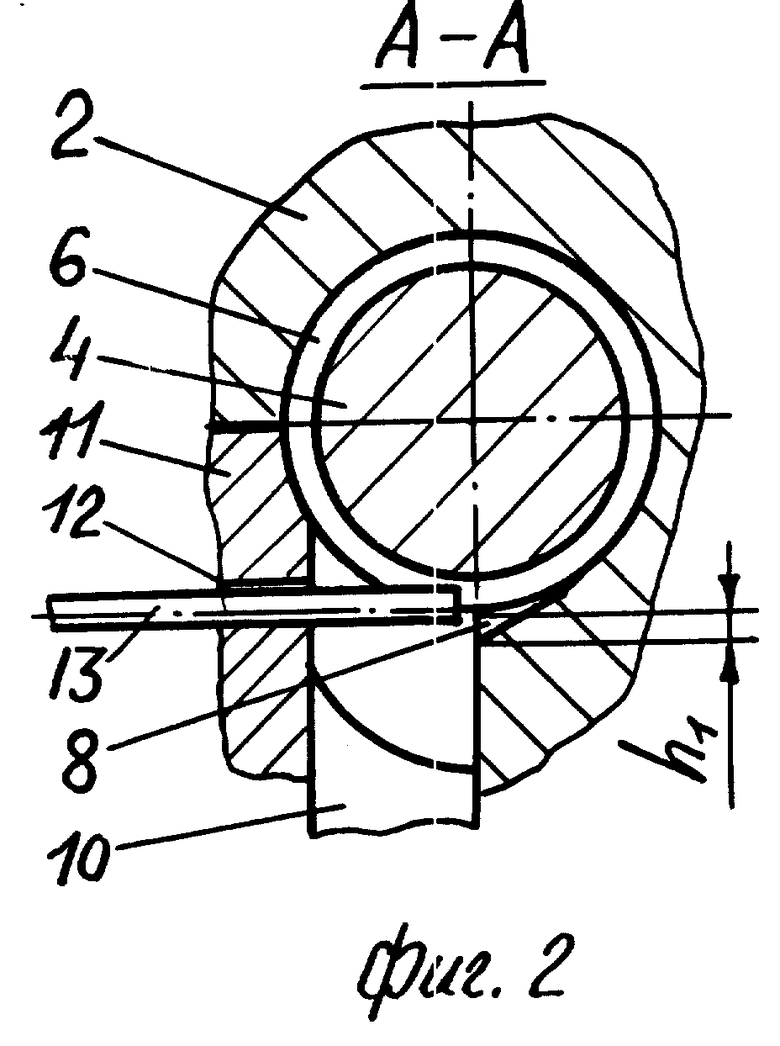
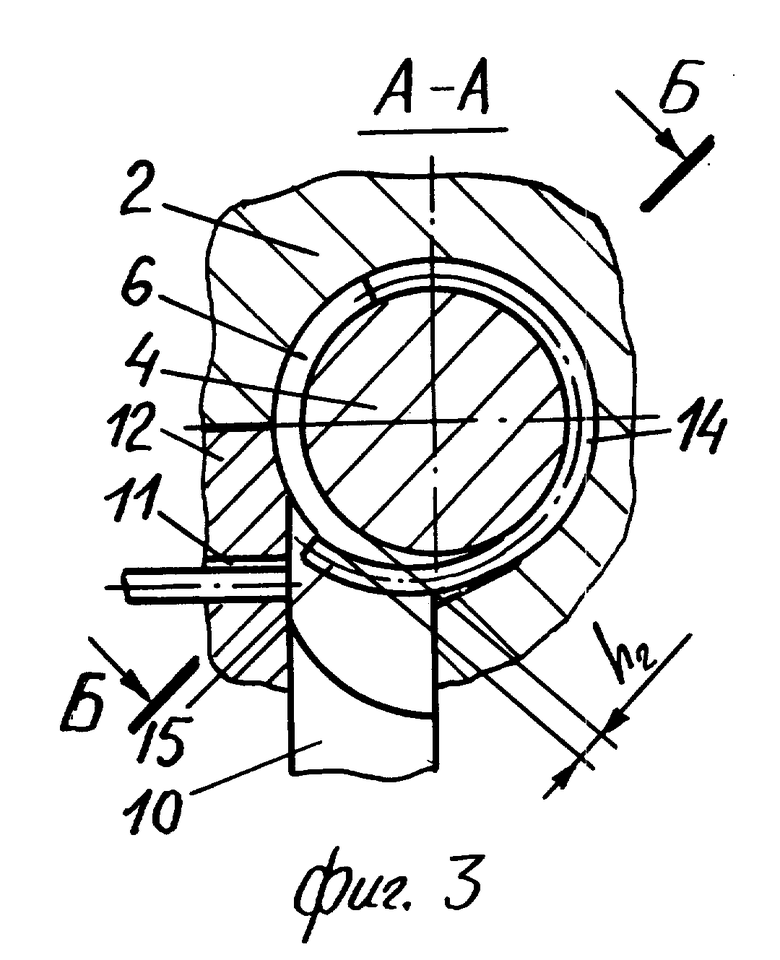
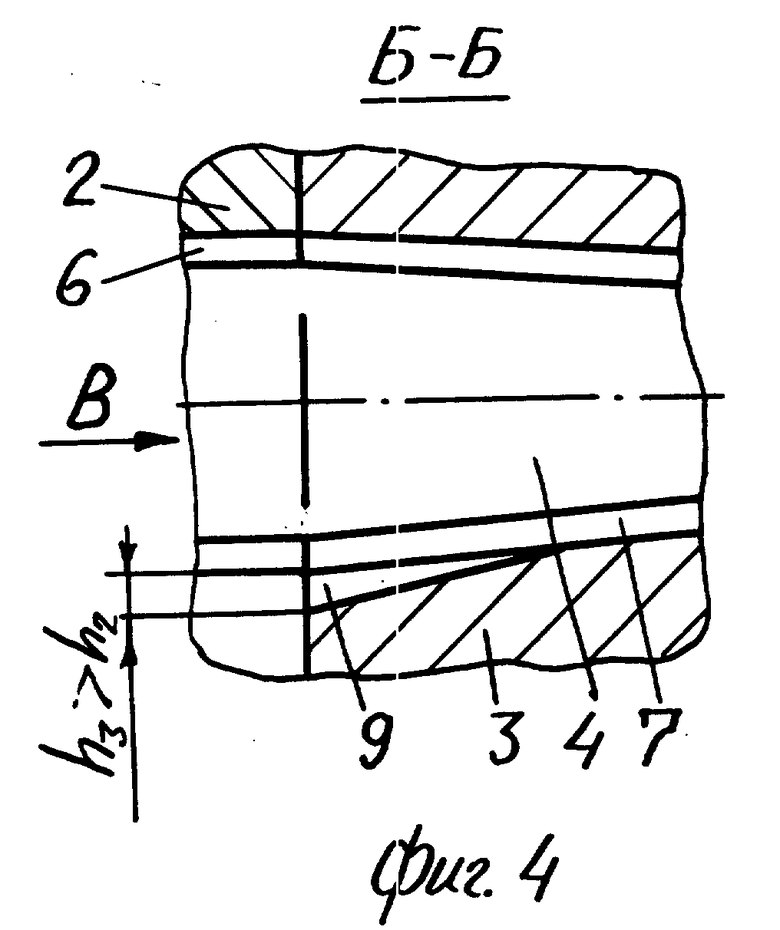
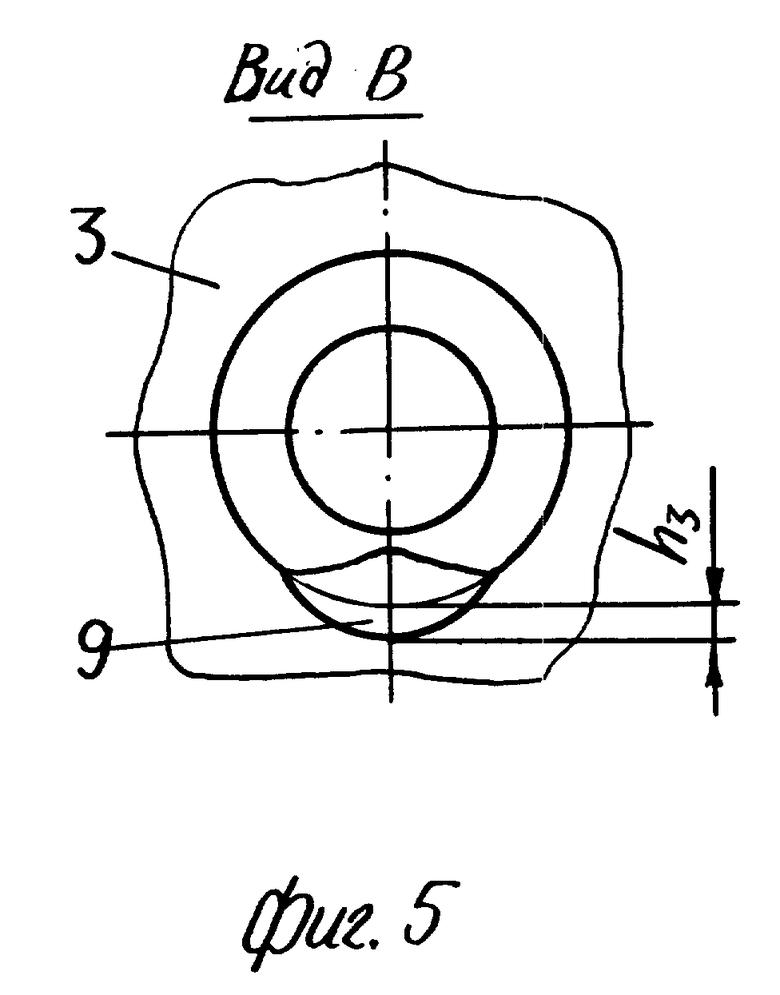
На фиг.1 показано устройство, осевой разрез; на фиг.2 разрез А-А на фиг. 1 (момент подачи проволоки в цилиндрический канал); на фиг.3 разрез А-А на фиг. 1 (момент после отрезки конца заготовки и отходе пуансона); на фиг.4 - разрез Б-Б на фиг.3; на фиг.5 вид В на фиг.4 (вид на торец насадки со стороны большего диаметра конического отверстия).
Устройство для изготовления колец содержит механизмы подачи, отрезки, выталкивания заготовок (не показаны), а также узел формирования колец, включающий в себя корпус 1, жестко связанные с ним отрезную матрицу, стакан 2, насадку 3, оправку 4, размещенную в стакане 2, и толкатель 5, установленный с возможностью возвратно-поступательного перемещения, оправка 4 выполнена ступенчатой и имеет основание, жестко связанное со стаканом 2, и консоль с цилиндрическим и коническим участками, расположенными концентрично отверстиям соответственно стакана 2 и насадки 3, консоль оправки, цилиндрическое отверстие 6 в стакане 2 и коническое отверстие 7 в насадке 3 образуют канал для размещения заготовок, на участке входа проволоки в отверстие 6 стакана выполнена фаска 8, на участке входа заготовки кольца в коническое отверстие 7 насадки выполнена фаска 9, пуансон 10 размещается в отверстии, выполненном на торце стакана 2, и установлен с возможностью возвратно-поступательного перемещения, в матрице 11 выполнено отверстие 12, в котором размещается проволока 13, наибольшая глубина h1 фаски 8 превышает возможные отклонения проволоки от оси подачи, при этом фаска 8 может быть выполнена как в виде простого скоса, так и в виде криволинейной поверхности, плавно переходящей к цилиндрической части отверстия 6, при этом наибольшую глубину h1 фаска 8 имеет против отверстия 12 отрезной матрицы 11, в коническом отверстии 7 насадки 3 фаска 9 выполнена в виде криволинейной поверхности, например боковой поверхности цилиндра, причем фаска 9 размещена в области захода в насадку подгибаемого пуансоном конца 15 заготовки кольца, а наибольшая глубина h3 фаски 9 превышает остаточные упругие деформации h2 подгибаемого конца 15.
Устройство работает следующим образом.
Механизм подачи (не показан) заталкивает проволоку 13 через отверстие 12 в матрице 11 в канал 6, возможные отклонения проволоки от входной части канала 6 компенсируются фаской 8, по завершении подачи, равной длине окружности изготавливаемого кольца, пуансон 10 отрезает конец 15 заготовки 14 и подгибает отрезанный конец к оправке 4, после отхода пуансона конец 15 заготовки 14, не находящийся в канале 6, вследствие остаточных упругих деформаций отходит от отправки на величину h2, толкатель 5 перемещает заготовку 14 в сторону конической части оправки на величину не менее ширины проволоки, при повторениях цикла последующие заготовки, накапливаясь в канале, проталкивают друг друга через канал, приобретая при этом заданную форму, при перемещениях заготовки от окна матрицы к конической части канала конец 15 заготовки несколько приближается к оправке, т.к. фаска 8 имеет криволинейную поверхность, при подходе заготовки к входной части насадки 3 конец 15 заготовки все еще не прилегает к оправке и, вследствие наличия фаски 9, этот конец свободно попадает в конический канал 7, по мере продвижения заготовок к выходу конец 15 заготовки постепенно приобретает заданную форму канала. Выбор размера фаски h1 зависит от величины возможного отклонения проволоки от оси подачи, величина h3 определяется остаточной упругой деформацией заготовки, которая, в свою очередь, зависит от материала, степени его наклепа и расстояния между отрезной матрицей и входной частью цилиндрического канала 6.
Предлагаемое устройство обеспечивает повышение надежности работы за счет обеспечения гарантированного попадания конца подаваемой проволоки в канал, где происходит первичная гибка заготовки. За счет облегчения входа заготовок в коническое отверстие насадки устройство работает плавнее и надежнее вследствие мягких переходов заготовок от одной части канала к другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 1996 |
|
RU2111075C1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Линия для изготовления крепежных деталей | 1987 |
|
SU1503958A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1964 |
|
SU164577A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления колец гибкой. Устройство для изготовления колец содержит механизмы подачи, отрезки, выталкивания заготовок, а также узел формирования колец, включающий в себя корпус 1, жестко связанные с ним отрезную матрицу, стакан 2, насадку 3, оправку 4, размещенную в стакане 2, и толкатель 5, установленный с возможностью возвратно-поступательного перемещения, оправка 4 выполнена ступенчатой и имеет основание, жестко связанное со стаканом 2, и консоль с цилиндрическим и коническим участками, расположенными концентрично отверстиям соответственно стакана 2 и насадки 3, консоль оправки, цилиндрическое отверстие 6 в стакане 2 и коническое отверстие 7 в насадке 3 образуют канал для размещения заготовок, на участке входа проволоки в отверстие 6 стакана выполнена фаска 8, на участке входа заготовки кольца в коническое отверстие 7 насадки выполнена фаска 9. Фаска 8 обеспечивает гарантированное попадание проволоки в канал 6, где происходит первичная гибка заготовки, фаска 9 облегчает вход заготовок в коническое отверстие 7 насадки 3 при их смещении вдоль оси оправки. 5 ил.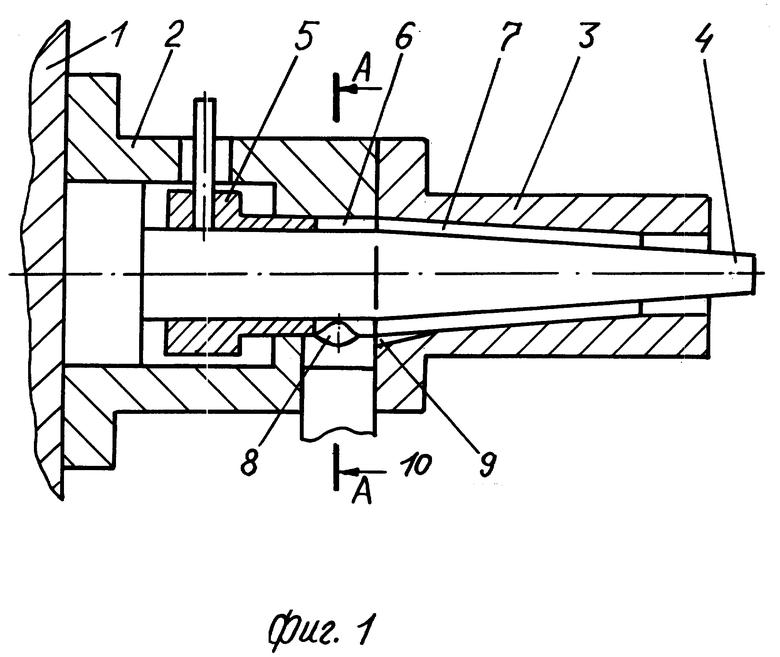
Устройство для изготовления колец, содержащее механизмы подачи, отрезки, выталкивания заготовок, а также узел формирования колец, включающий в себя корпус, жестко связанные с ним отрезную матрицу, стакан, насадку, оправку, размещенную в стакане, и толкатель, установленный с возможностью возвратно-поступательного перемещения, оправка выполнена ступенчатой и имеет основание, жестко связанное со стаканом, и консоль с цилиндрическим и коническим участками, расположенными концентрично отверстиям соответственно стакана и насадки, консоль оправки, цилиндрическое отверстие в стакане и коническое отверстие в насадке образуют канал для размещения заготовок, отличающееся тем, что на участках входа заготовок в отверстия стакана и насадки выполнены фаски, причем фаска в отверстии стакана размещена напротив окна отрезной матрицы и ее наибольшая глубина превышает возможные отклонения проволоки от оси подачи, а фаска в коническом отверстии стакана выполнена в виде криволинейной поверхности, причем фаска размещена в области захода в насадку подгибаемого пуансоном конца заготовки и ее наибольшая глубина превышает остаточные упругие деформации подгибаемого конца.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 418257, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свилетельство, 1199385, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
