Изобретение относится к обработке металлов давлением и может быть использовано в метизной промышленности при изготовлении крепежных деталей из проволоки.
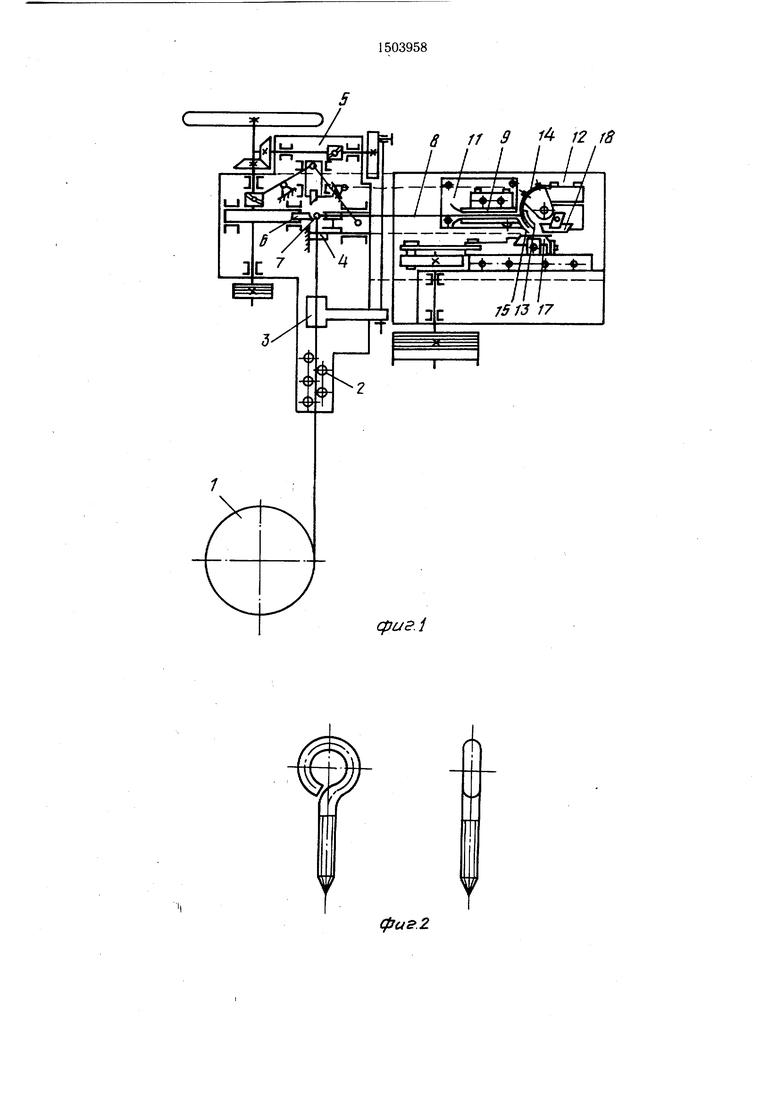
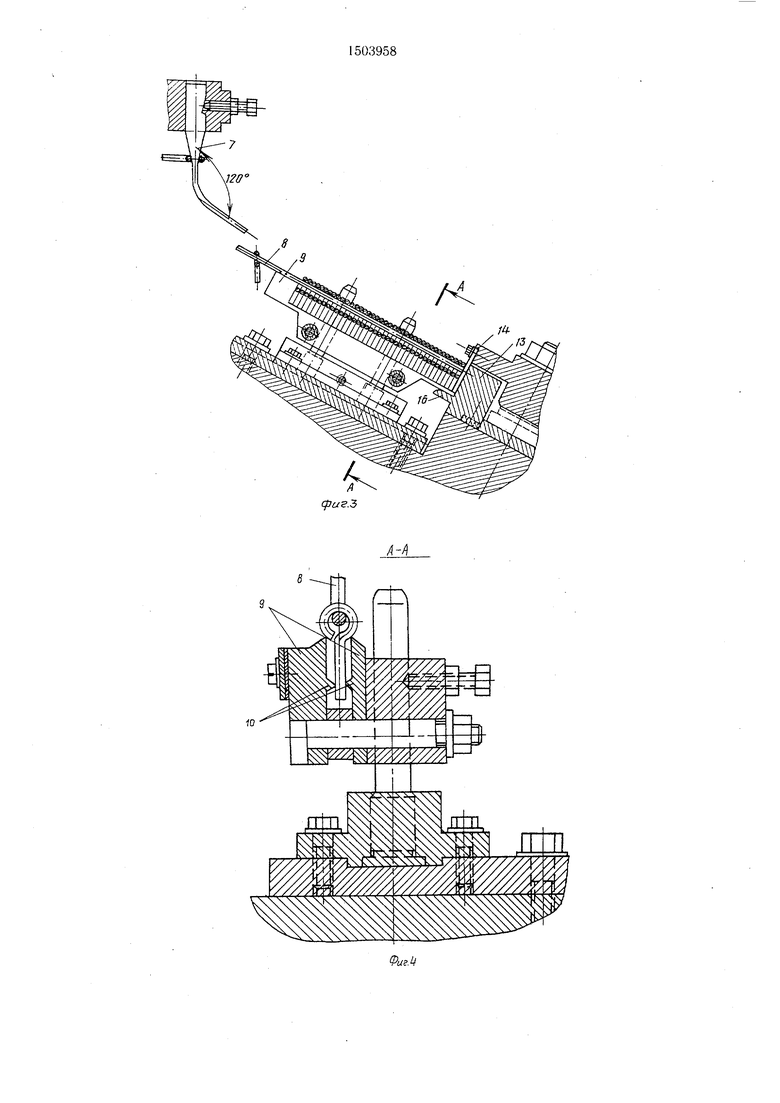
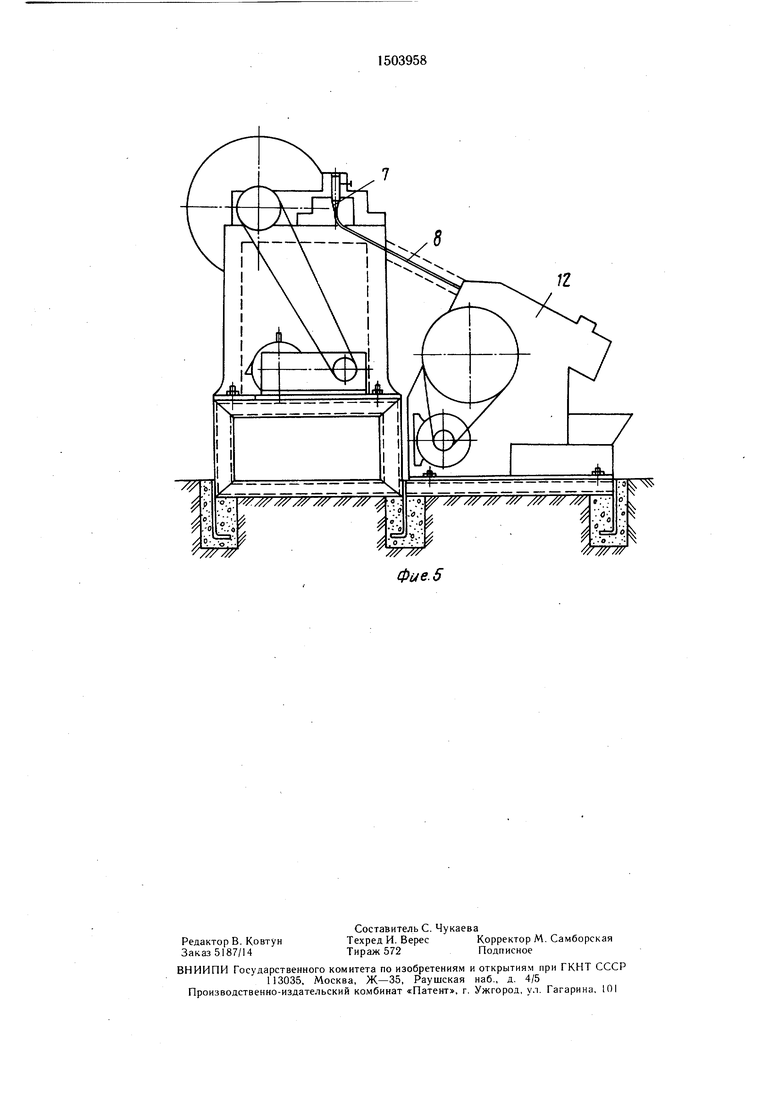
На фиг. 1 представлена линия, вид сверху; иа фиг. 2 - крепежная деталь, получаемая на линии в двух проекциях; на фиг. 3 - линия, разрез; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - установка (расположение относительно фундамента) формообразующего и резьбонакатного станков.
Линия содержит последовательно установленные механизмы для размотки 1 и правки 2 проволоки, отрезной механизм с щаговой подачей 3 и отрезными ножами 4, формообразующий станок 5 с гибочными пуансонами 6 и оправкой 7. Гибочные пуансоны 6 обеспечивают удержание и обжатие проволочной заготовки, отрезанной при помощи ножей 4 на оправке 7. Рабочая часть
оправки 7 имеет форму усеченного конуса. Линия снабжена упругим стержнем 8 и наклонными направляющими линейками 9 с выступами 10 на внутренней поверхности. Упругий стержень 8 жестко закреплен торцом к торцу оправки 7. При этом диаметр упругого стержня не превышает диаметра торца оправки 7. Другой конец упругого стержня свободно расположен на наклонных направляющих линейках 9.
Наклонные направляющие линейки 9 закреплены на раме 11 резьбонакатного стана 12 с возможностью регулировки по горизонтали и вертикали, обеспечиваемой любыми известными средствами, например, при помощи винтов, кронштейнов и т. п.
Наклонные направляющие линейки 9 установлены на станке в зоне упора .Ч и толкателя 14. Одна из направляющих .шнеек 9 снабжена упругим э.чементом в виде ri. :;io: и;:
СП
О
СО ;о сд
00
чатой пружины 15. Толкатель 14 установлен с возможностью возвратно-поступательного перемещения, а упор 13 имеет цилиндрическую поверхность. Расстояние между торцом упругого стержня 8 и поверхностью упора 13 составляет 1,0-1,3 толщины толкателя 14, что достаточно для беспрепятственного перемещения заготовки толкателем в зону накатывания.
Удержание заготовки на внешней поверхности упора 13 обеспечивается выступом, О выполненным на его нижней части.
Резьбонакатной стан 12 с плашками 16 и 17 установлен последовательно с формообразующим станком 5 и ниже его на фундаменте так, что вертикальная ось оправки 7 и ось упругого стержня 8 образуют угол 120°, обеспечивающий оптимальные условия для перемещения заготовок по упругому стержню под действием собственного веса.
Линия для изготовления крепежных деталей работает следующим образом.
Проволока из мотка поступает через размоточный механизм 1, затем правится в механизме правки 2, перемешается на шаг, срезается ножами 4 и обжимается при помощи пуансонов 6 на конической части оправки 7. При этом заготовка приобретает форму крепежной детали с плоской несимметричной головкой.
При последующей шаговой подаче заго15
20
25
действия резьбонакатных плашек 16 и 17. При перемещении заготовки вдоль упора 13 она поджимается к его поверхности пластинчатой пружиной 15, благодаря чему обеспечивается перемещение заготовки без смещений и перекосов.
Предлагаемая линия позволяет механизировать и автоматизировать изготовление крепежных деталей из проволоки и обеспечивает повышение производительности труда в четыре раза.
Формула изобретения
1. Линия для изготовления крепежных деталей, содержащая последовательно установленные механизмы для размотки, правки и отрезки проволоки, формообразующий станок с пуансонами и оправкой и резьбо- накатной станок с накатными плащками, толкателем и уno povi, отличающаяся тем, что, с целью повышения производительности за счет автоматизации процесса подачи заготовок, она снабжена упругим стержнем, двумя наклонными направляющими линейками с выступами на внутренней поверхности и упругим элементом, причем направляющие линейки размещены на резьбонакатном станке с возможностью горизонтальной и вертикальной регулировки упругий стержень кон- сольно расположен между направляющими
товка соскальзывает с сужающейся части 30 линейками под углом к вертикальной оси
оправки 7 и упругий стержень 6 оказывается внутри отверстия в плоской головке заготовки. Заготовка под собственным весом перемещается к резьбонакатному станку по ynpyi OMy стержню, при этом она опирается
оправки, один торец упругого стержня жестко присоединен к торцу оправки, а расстояние между другим торцом упругого стержня и упором составляет 1 -1,3 толщины толкателя, при этом упругий элемент жестко
5
0
5
действия резьбонакатных плашек 16 и 17. При перемещении заготовки вдоль упора 13 она поджимается к его поверхности пластинчатой пружиной 15, благодаря чему обеспечивается перемещение заготовки без смещений и перекосов.
Предлагаемая линия позволяет механизировать и автоматизировать изготовление крепежных деталей из проволоки и обеспечивает повышение производительности труда в четыре раза.
Формула изобретения
1. Линия для изготовления крепежных деталей, содержащая последовательно установленные механизмы для размотки, правки и отрезки проволоки, формообразующий станок с пуансонами и оправкой и резьбо- накатной станок с накатными плащками, толкателем и уno povi, отличающаяся тем, что, с целью повышения производительности за счет автоматизации процесса подачи заготовок, она снабжена упругим стержнем, двумя наклонными направляющими линейками с выступами на внутренней поверхности и упругим элементом, причем направляющие линейки размещены на резьбонакатном станке с возможностью горизонтальной и вертикальной регулировки упругий стержень кон- сольно расположен между направляющими
линейками под углом к вертикальной оси
оправки, один торец упругого стержня жестко присоединен к торцу оправки, а расстояние между другим торцом упругого стержня и упором составляет 1 -1,3 толщины толкателя, при этом упругий элемент жестко

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Устройство для накатывания резьб | 1976 |
|
SU609584A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении из проволоки крепежных изделий с плоской несимметричной головкой. Цель изобретения - повышение производительности за счет автоматизации процесса изготовления. Линия содержит механизмы для размотки, правки и отрезки проволоки, формообразующий и резьбонакатной станки, направляющие линейки и упругий транспортирующий стержень. Один торец стержня жестко соединен с торцом оправки формообразующего станка, а другой свободно расположен на направляющих линейках. В процессе изготовления проволока разматывается, отрезается и обжимается пуансонами на конической оправке. После этого заготовка, опираясь на направляющие линейки, по упругому стержню транспортируется к резьбонакатному станку. При этом упругий стержень находится внутри отверстия, расположенного в головке заготовки. Со свободного конца упругого стержня заготовка снимается толкателем резьбонакатного станка и подается в зону накатывания, где на ней формируется резьба требуемого профиля. Это позволяет автоматизировать процесс изготовления. 3 з.п. ф-лы, 5 ил.
внешней поверхностью головки на наклонные 35 установлен на направляющей линейке, а диалинейки 9. Выступы 10, выполненные на внутренних сторонах направляющих линеек, предотвращают раскачивание и перекос заготовок. Заготовки останавливаются непосредственно у внешней поверхности упора 13 и удерживаются в этом положении с помощью выступа упора 13. При очередном ходе резьбонакатного станка 12 толкатель 14 захватывает заготовку и направляет ее вдоль цилиндрической поверхности упора 13 в зону
метр упругого стержня меньше диаметра торца оправки.
угол между вертикальной осью оправки и
упругим стержнем составляет 120°.
40 3. Линия по п. 1, отличающаяся тем, что
на нижней части упора выполнен выступ.
установлен на направляющей линейке, а диаметр упругого стержня меньше диаметра торца оправки.
угол между вертикальной осью оправки и
упругим стержнем составляет 120°.
на нижней части упора выполнен выступ.
CpUB.i
Г
фа5.2
//////
;z
/// //
///////
Фие.5
| Ч | |||
| Уик | |||
| Обработка металлов без снятия стружки | |||
| М.: Мир, 1965, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
