3
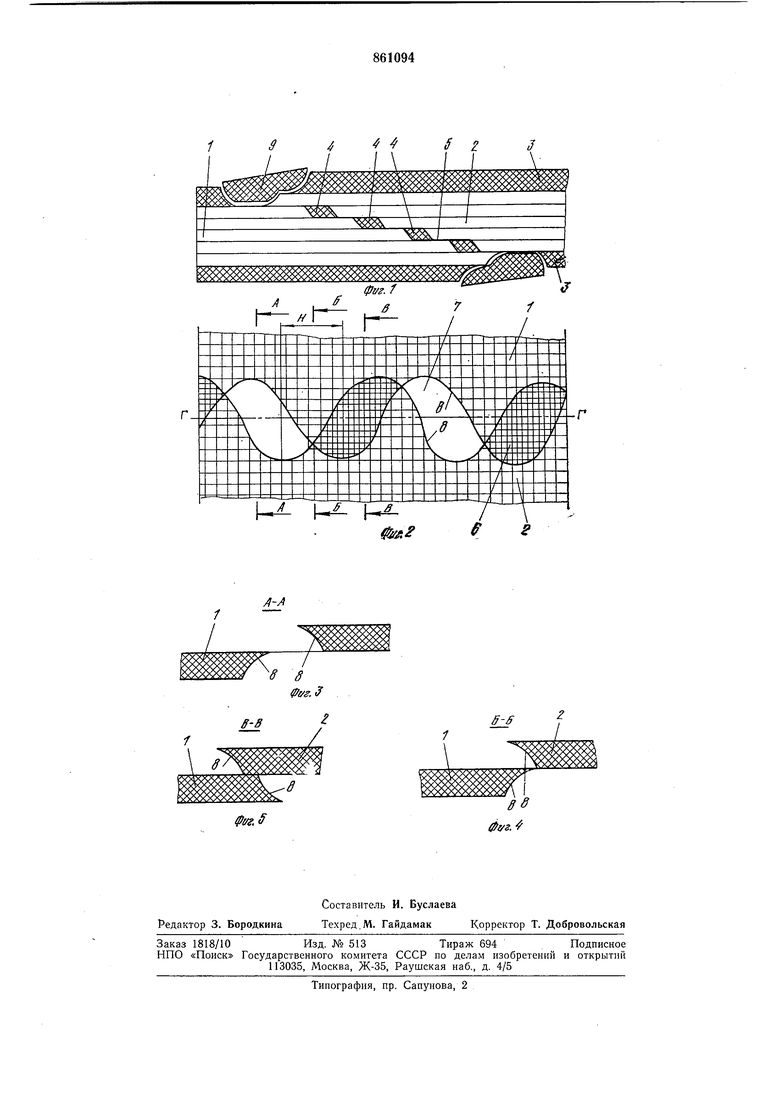
наложения прокладок (резина условно не показана); на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2.
Способ осуществляют следующим образом.
Разделывают соединяемые кромки 1 и 2 лент, поочередно снимая обкладочную резину 3 и прокладки 4 с образованием ступеней 5 по слоям и чередующихся по ширине волнообразных выступов 6 и впадин 7. Количество ступеней равно количеству прокладок, а длина их зависит от длины стыка и количества прокладок. Торцы 8 кромок каждого слоя выполняют в продольном сечении криволинейными, причем в сопрягаемых кромках торцы выполняют вогнутыми с плавным переходом к плоскости нижеследующего слоя.
Разделку кромок осуществляют по специальному шаблону. При этом выступы 6 кромки 1 выполняют со смещением Н относительно соответствующих впадин 7 кромки 2. Величину относительного смещения выступов 6 и впадин 7 выбирают в пределах Ая-%я.
После разделки соединяемые кромки 1 и 2 промазывают клеем, подсушивают и соединяют, предварительно разложив сырую резину, укладывая, например, кромку 2 на кромку 1, при совмещении средней линии Г-Г выступов 6 и впадин 7. При этом выступы 6 и впадины 7 образуют перекрытия из двойного слоя прокладок 4, между которыми образуются пустоты.
Собранное стыковое соединение обкладывают по границам резиной 9 и помещают в пресс, где его опрессовывают при вулканизации. Повышение температуры от температуры окружающей среды до 150°С и давления от 1 до 15 атм в процессе вулканизации производят одновременно. В результате этого края перекрытий деформируются в направлении к пустотам, которые заполняются, а толщина перекрытия уменьшается до толщины слоя одной прокладки.
После вулканизации место стыка зачищают от налипшей резины и ленты направляют в эксплуатацию. Па другом стыке цикл работ повторяется.
Использование предлагаемого способа
стыковки позволяет увеличить прочность и
долговечиость стыкового соединепия за
счет дополнительной связи нитей прокладок при уменьшении отходов ленты.
Формула изобретения
1.Способ стыковки многослойных лент, при котором разделывают соединяемые
кромки с образованием ступеней по слоям с криволинейными в продольном сечении торцами каждого слоя и чередующихся по ширине кромки волнообразных выступов и
впадин, промазывают клеем, соединяют разделанные кромки и онрессовывают стык, отличающийся тем, что, с целью повышения качества стыка за счет повышения его прочности, волнообразные выступы
одной из соединяемых кромок вынолняют со смещением относительно соответствующих впадин другой кромки, а при соединении кромок одну из них укладывают на другую с образованием перекрытий и при
совмещении средней линии выступов и впадин.
2.Способ по п. 1, отличающийся тем, что величину относительного смещения волнообразных выступов одной из соединяемых кромок и соответствующих впадин другой кромки выбирают в пределах
/4.иЧ-%Я.
Источники информации, принятые во внимание при экспертизе 1. Гаузер Э. Технология резины. М., ОПТИ, Главная редакция химической литературы, 1936, с. 674.
2. Авторское свидетельство СССР по заявке № 2687736/23-05, кл. В 29Н 7/22, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| Способ стыковки многослойных лент | 1978 |
|
SU783034A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Соединение концов конвейерной ленты | 1982 |
|
SU1022879A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Способ стыковки резино-тканевыхТРАНСпОРТЕРНыХ лЕНТ | 1979 |
|
SU793798A1 |
фуг, 5
б-s
