Область техники, к которой относится изобретение
Настоящее изобретение относится к двухфазной нержавеющей стали, предпочтительно используемой в трубных изделиях нефтегазопромыслового сортамента, таких как нефтяные и газовые скважины, и к способу изготовления такой двухфазной нержавеющей стали. Двухфазная нержавеющая сталь по настоящему изобретению применима для создания бесшовной трубы из нержавеющей стали, предпочтительно для использования в трубных изделиях нефтепромыслового сортамента и обладающей высокой прочностью, высокой ударной прочностью и подходящей коррозионной стойкостью, в частности, подходящей стойкостью к углекислотной коррозии в жёстких условиях высокотемпературной коррозионной среды, содержащей газообразный диоксид углерода (CO2) и ионы хлора (Cl-), подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением (стойкость к SCC) при низкой температуре и подходящей стойкостью к сульфидному коррозионному растрескиванию под напряжением (стойкость к SSC) при комнатной температуре в окружающей среде содержащий сульфид водорода (H2S).
Известный уровень техники
Растущие цены на сырую нефть и растущий дефицит нефтяных ресурсов служат причиной активной разработки нефтяных месторождений на большой глубине, которые были немыслимы в прошлом, а также нефтяных и газовых месторождений с жёсткой коррозионной средой или кислой средой, как её ещё называют, где присутствуют сульфид водорода и другие агрессивные газы. Такие нефтяные и газовые месторождения, как правило, являются очень глубокими и включают жёсткую, высокотемпературную коррозионную среду атмосферы, содержащей CO2, Cl- и H2S. Стальные трубы для нефтепромысловых трубных изделий, предназначенных для использования в таких условиях, должны быть изготовлены из материалов, обладающих высокой прочностью, высокой ударной прочностью и высокой коррозионной стойкостью (стойкость к углекислотной коррозии и стойкость к сульфидному коррозионному растрескиванию под напряжением).
Нефтепромысловые трубные изделия (OCTG), используемые для разработки нефтяных и газовых месторождений в среде, содержащей CO2, Cl- и т.п., часто используют трубы из двухфазной нержавеющей стали.
Например, PTL 1 раскрывает двухфазную нержавеющую сталь состава, содержащего в % масс., C ≤ 0,03%, Si ≤ 1,0%, Mn ≤ 1,5%, P ≤ 0,03%, S ≤ 0,0015%, Cr 24 - 26%, Ni: 9 - 13%, Мо: 4 - 5%, N: 0,03 - 0,20%, Al: 0,01 - 0,04%, O ≤ 0,005%, Ca: 0,001 - 0,005%, ограниченное количество добавок S, O и Ca, и ограниченные количества Cr, Ni, Mo и N, которые в значительной степени способствуют балансу фаз, который влияет на обрабатываемость в горячем состоянии. Двухфазная нержавеющая сталь может иметь улучшенную коррозионную стойкость к H2S при оптимизированном содержании Cr, Ni, Mo и N в ограниченных диапазонах, сохраняя при этом ту же обрабатываемость в горячем состоянии, которая достижима для традиционных сталей.
Однако в способе, описанном в PTL 1, может быть достигнут предел текучести только около 80 тыс. фунтов/кв. дюйм (551 МПа) и он применим только к некоторым типам стальных труб для использования в нефтепромысловых трубных материалах.
Чтобы решить эту проблему, были предложены различные высокопрочные двухфазные нержавеющие стали, предпочтительные для использования в нефтепромысловых трубных изделиях.
Например, PTL 2 раскрывает способ изготовления двухфазной трубы из нержавеющей стали. Способ предназначен для производства стальной трубы путём холодного волочения стального материала для холодного волочения, полученного термообработкой или термообработкой и дополнительной термической обработкой на твёрдый раствор материала двухфазной нержавеющей стали, содержащего в % масс., С: 0,03% или менее, Si: 1% или менее, Mn: 0,1 - 2%, Cr: 20 - 35%, Ni: 3 - 10%, Мо: 0 - 4%, W: 0 - 6%, Cu: 0 - 3%, N: 0,15 - 0,35%, и остальное Fe и примеси. В этом способе холодное волочение выполняется в условиях, когда Rd, который представляет степень обработки в процентах обжатия поперечного сечения после окончательного холодного волочения, составляет 5 - 35%, и когда Rd (%) ≥ (MYS - 55) /17,2 - {1,2 × Cr + 3,0 × (Mo + 0,5 × W)}. Таким образом, способ позволяет получить трубу из двухфазной нержавеющей стали, имеющую искомую коррозионную стойкость и прочность для нефтепромысловых трубных изделий.
PTL 3 раскрывает способ изготовления высокопрочной двухфазной нержавеющей стали, обладающей улучшенной коррозионной стойкостью. Способ включает нагревание Cu-содержащей аустенит-ферритной двухфазной нержавеющей стали до 1000°C или выше для термообработки и непосредственной закалке стали от температуры 800°C или более с последующим старением.
PTL 4 раскрывает способ изготовления стойкой к морской воде дисперсионно упрочнённой двухфазной нержавеющей стали, В этом способе используется дисперсионно упрочнённая двухфазная нержавеющая сталь, устойчивая к воздействию морской воды, которая содержит, в % масс., С: 0,03% или менее, Si: 1% или менее, Mn: 1,5% или менее, P: 0,04% или менее, S: 0,01% или менее, Cr: 20 - 26%, Ni: 3 - 7%, раств. Al: 0,03% или менее, N: 0,25% или менее, Cu: 1 - 4% и дополнительно один или два элемента из Мо: 2 - 6% и W: 4 - 10%, а также элементы, включающие Са: 0 - 0,005%, Mg: 0 - 0,05%, В: 0 - 0,03%, Zr: 0 - 0,3% и в сумме 0 - 0,03% Y, La и Се, и это соответствует PT ≥ 35 и 70 ≥ G ≥ 30, где PT является индексом стойкости к воздействию морской воды PT, и G является долей аустенита. В этом способе сталь подвергают термообработке на твёрдый раствор при 1000°C или выше и старению в диапазоне температур 450 - 600°C для получения стойкой к воздействию морской воды дисперсионной упрочнённой двухфазной нержавеющей стали.
PTL 5 раскрывает способ изготовления материала высокопрочной двухфазной нержавеющей стали, который можно использовать в трубных изделиях для нефтедобычи на большой глубине и на линиях геофизических исследований газовых скважин. Способ включает холодную обработку Cu-содержащего материала аустенит-ферритной двухфазной нержавеющей стали, прошедшего термообработку на твёрдый раствор, с процентом обжатия поперечного сечения 35% или более, нагрев стали до 800-1150°C при скорости нагрева 50°C/сек или более и закалку стали с последующей холодной обработкой после тёплой деформации 300–700°C или старения, выполняемым при 450–700°C после холодной обработки.
PTL 6 раскрывает способ изготовления двухфазной нержавеющей стали для трубных изделий нефтепромыслового сортамента. В этом способе используется сталь, содержащая С: 0,02% масс. или менее, Si: 1,0% масс. или менее, Mn: 1,5% масс. или менее, Cr: 21 - 28% масс., Ni: 3 – 8% масс., Мо: 1 – 4% масс., N: 0,1-0,3% масс., Cu: 2% масс. или менее, W: 2% масс. или менее, Al: 0,02% масс. или менее, Ti: 0,1% масс. или менее, V: 0,1% масс. или менее, Nb: 0,1% масс. или менее, Ta: 0,1% масс. или менее, Zr: 0,01% масс. или менее, B: 0,01% масс. или менее, P: 0,02% масс. или менее и S: 0,005% масс. или менее. Сталь подвергают термообработке на твёрдый раствор при температуре 1000 - 1150°C и старению при температуре 450 - 500°C в течение от 30 - 120 минут.
PTL 7 раскрывает способ производства ферритной нержавеющей стали для холодной обработки. В этом способе сталь, содержащая в % масс., С: 0,0100% или менее, Si: 0,40% или менее, Mn: 0,50% или менее, Ni: менее 0,20%, Cr: 11,0 - 18,0%, N: 0,0120% или менее, Nb: 0 - 0,10%, Ti: 0 - 0,10%, Al: 0 - 0,10%, Мо: 0 - 0,50%, Cu: 0 - 0,50% и остальное Fe и неизбежные примеси, нагревают до температуры 950°C или менее и 700°C или более, и проводят горячую прокатку при контролируемой конечной температуре 850°C или менее и 700°C или более, чтобы получить мелкий начальный размер зерна материала и тем самым улучшить ударную прочность.
Список цитированных источников
Патентная литература
PTL 1: JP-A-Hei5-302150
PTL 2: JP-A-2009-46759
PTL 3: JP-A-Sho61-23713
PTL 4: JP-A-Hei10-60526
PTL 5: JP-A-Hei7-207337
PTL 6: JP-A-Sho61-157626
PTL 7: JP-A-Hei7-150244
Раскрытие сущности изобретения
Техническая проблема
Поскольку продолжается разработка нефтяных и газовых месторождений с агрессивной средой, стальные трубы нефтепромыслового сортамента должны иметь высокую прочность, высокую вязкость и высокую коррозионную стойкость. Здесь коррозионная стойкость включает и стойкость к углекислотной коррозии при высокой температуре равной 200°C или более, и стойкость к сульфидному коррозионному растрескиванию под напряжением (стойкость к SCC) при низкой температуре, равной 80°C или менее, и стойкость к сульфидному коррозионному растрескиванию под напряжением (стойкость к SSC) при комнатной температуре 20 - 30°C в жёстких условиях агрессивных сред, содержащих CO2, Cl- и H2S. Улучшения также необходимы для экономии (включая стоимость и эффективность).
Однако, способ, описанный в PTL 2, является недостаточным, хотя выполнены некоторые улучшения в отношении коррозионной стойкости, прочности и ударной прочности. Способ изготовления, включающий холодное волочение, также проблематичен с точки зрения стоимости и требует длительного времени изготовления из-за низкой эффективности. Способ, описанный в PTL 3, обеспечивает высокую прочность с пределом текучести 655 МПа или более без холодного волочения, но является проблематичным с точки зрения низкотемпературной ударной прочности. Способы, описанные в PTL 4 - PTL 6, могут обеспечить высокую прочность с пределом текучести 655 МПа или более без холодного волочения. Однако эти способы также проблематичны с точки зрения стойкости к сульфидному коррозионному растрескиванию под напряжением и стойкости к сульфидному коррозионному растрескиванию под напряжением в диапазоне низких температур 80°C или менее.
Настоящее изобретение направлено на решение вышеуказанных проблем и целью настоящего изобретения является создание двухфазной нержавеющей стали, предпочтительно для использования в трубных изделиях нефтегазопромыслового сортаментах, таких как нефтяные и газовые скважины, имеющих высокую прочность, высокую ударную прочность и соответствующую коррозионную стойкость (в частности, стойкость к углекислотной коррозии, стойкость к сульфидному коррозионному растрескиванию под напряжением даже в жёстких агрессивных условиях, таких как описаны выше). Изобретение также предназначено для создания способа изготовления такой двухфазной нержавеющей стали.
Используемый в описании термин «высокопрочный» означает предел текучести 95 тыс. фунтов на кв. дюйм или более, в частности, прочность с пределом текучести около 95 тыс. фунтов на кв. дюйм (655 МПа) или более. Используемый в описании термин «высокая ударная прочность» означает низкотемпературную ударную прочность, в частности, поглощение энергии vE-10, равной 40 Дж или более, измеренное с помощью испытания на ударную прочность по Шарпи при -10°C. Используемый в описании термин «соответствующая стойкость к углекислотной коррозии» означает, что испытуемый образец, погружённый в испытательный раствор (20% масс. водный раствор NaCl; температура жидкости: 200°C; газовая атмосфера CO2 30 атм), помещённый в автоклав, имеет скорость коррозии в растворе 0,125 мм/год или менее через 336 часов. Используемый в описании термин «соответствующая стойкость к сульфидному коррозионному растрескиванию под напряжением» означает, что испытуемый образец погружённый в испытательный раствор (10% масс. водный раствор NaCl; температура жидкости: 80°C; газовая атмосфера 2 МПа CO2 и 35 кПа H2S) помещённый в автоклав, не растрескивается даже через 720 часов при приложенном напряжении, равном 100% предела текучести. Используемый в описании термин «подходящая стойкость к сульфидному растрескиванию под напряжением» означает, что испытуемый образец, погружённый в испытательный раствор (20% масс. водный раствор NaCl; температура жидкости: 25°C; газовая атмосфера 0,07 МПа СО2 и 0,03 МПа H2S), с рН 3,5 доведённым добавлением уксусной кислоты и ацетата натрия, в испытательной камере не растрескивается даже через 720 часов при приложенном напряжении, равном 90% предела текучести.
Решение проблемы
Для достижения вышеуказанных целей авторы настоящего изобретения провели интенсивные исследования двухфазной нержавеющей стали в отношении различных факторов, которые могут влиять на прочность и ударную прочность, в частности, низкотемпературную ударную прочность, стойкость к углекислотной коррозии, стойкость к сульфидному коррозионному растрескиванию под напряжением и стойкость к сульфидному растрескиванию под напряжением. Исследования привели к следующим результатам.
Было установлено, что двухфазная нержавеющая сталь, имеющая подходящую стойкость к углекислотной коррозии и подходящую высокотемпературных стойкость к сульфидному коррозионному растрескиванию под напряжением в агрессивных средах, содержащих CO2, Cl- и H2S, при высокой температуре, достигающей 200°C или более высокую температуру, и в атмосфере коррозионной среды, содержащей CO2, Cl- и H2S, при приложении напряжения, близкого к пределу текучести, можно получить, когда сталь имеет композитную структуру с 20 - 70% аустенитной фазы и фазой вторичного феррита. Также было установлено, что высокая прочность с пределом текучести 95 тыс. фунтов/кв. дюйм (655 МПа) или более достижима без холодной обработки, когда сталь содержит более определённого количества Cu. Другим выводом является то, что образование нитридов при термической обработке при старении может быть подавлено, и подходящая низкотемпературная ударная прочность может быть достигнута путём снижения содержания азота до менее 0,07%. Также было установлено, что ударная прочность улучшается, когда значение интервала GSI между фазами (ферритом и аустенитом) при увеличении индекса мелкокристалличности структуры, то есть когда расстояние между фазами уменьшается. Зная, что основной причиной сульфидного коррозионного растрескивания под напряжением и сульфидного растрескивания под напряжением является активное растворение в диапазоне температур 80°C или более, было установлено, что (1) водородное охрупчивание является основной причиной сульфидного коррозионного растрескивания под напряжением и сульфидного растрескивания под напряжением в диапазоне температур 80°C или менее, и (2) нитриды служат центрами захвата водорода, увеличивают поглощение водорода и ухудшают стойкость к водородному охрупчиванию. Это привело к определению того, что снижение содержания азота до менее 0,07% эффективно для подавления образования нитридов при термической обработке при старении и предотвращения сульфидного коррозионного растрескивания под напряжением при температуре 80°C или ниже и сульфидного растрескивания под напряжением.
Настоящее изобретение было выполнено на основании этих результатов, и суть настоящего изобретения заключается в следующем.
[1] Двухфазная нержавеющая сталь состава, содержащего в % масс., С: 0,03% или менее, Si: 1,0% или менее, Mn: 0,10 - 1,5%, P: 0,030% или менее, S: 0,005%. или менее, Cr: 20,0 - 30,0%, Ni: 5,0 - 10,0%, Мо: 2,0 - 5,0%, Cu: 2,0 - 6,0%, N: менее 0,07% и остальное Fe и неизбежные примеси, двухфазная нержавеющая сталь, имеющая структуру, которая состоит из 20 - 70% фазы аустенита и 30 - 80% фазы феррита в пересчёте на объёмную долю, предел текучести, YS 655 МПа или более и поглощение энергии vE-10, равной 40 Дж или более, по измерению ударным испытанием по Шарпи при температуре испытания -10°C.
[2] Двухфазная нержавеющая сталь по пункту [1], в которой состав дополнительно включает в % масс. W: 0,02 - 1,5%.
[3] Двухфазная нержавеющая сталь по пункту [1] или [2], в которой состав дополнительно включает в % масс., V: 0,02 - 0,20%.
[4] Двухфазная нержавеющая сталь по любому из пунктов [1] - [3], в которой состав дополнительно включает в % масс., по меньшей мере, один элемент, выбранный из Zr: 0,50% или менее и В: 0,0030%. или менее.
[5] Двухфазная нержавеющая сталь по любому из пунктов [1] - [4], в которой состав дополнительно включает в % масс., по меньшей мере, один элемент, выбранный из РЗМ: 0,005% или менее, Ca: 0,005% или менее Sn: 0,20% или менее и Mg: 0,0002-0,01%.
[6] Двухфазная нержавеющая сталь по любому из пунктов [1] - [5], в которой состав дополнительно включает в % масс., по меньшей мере, один элемент, выбранный из Та: 0,01 - 0,1%, Со: 0,01 - 1,0 % и Sb: 0,01 - 1,0%.
[7] Двухфазная нержавеющая сталь по любому из пунктов [1] - [6], в которой структура имеет значение GSI 176 или более в центральной части по толщине стенки стального материала трубы, значение GSI определяется как число границ зёрен феррит-аустенит, которые приходятся на единицу длины (1 мм) отрезка линии, проведённого в направлении толщины стенки трубы.
[8] Способ изготовления двухфазной нержавеющей стали с пределом текучести YS 655 МПа или более и поглощением энергии vE-10 40 Дж или более, измеренной при испытании на удар по Шарпи при температуре испытания -10°C,
способ включает обработку нержавеющей стали состава, включающего в % масс., С: 0,03% или менее, Si: 1,0% или менее, Mn: 0,10 - 1,5%, P: 0,030% или менее, S: 0,005% или менее , Cr: 20,0 - 30,0%, Ni: 5,0 - 10,0%, Мо: 2,0 - 5,0%, Cu: 2,0 - 6,0%, N: менее 0,07% и остальное Fe и неизбежные примеси, следующими операциями:
термообработка на твёрдый раствор, в которой нержавеющую сталь нагревают до температуры нагрева 1000°C или выше и охлаждают до температуры 300°C или ниже со средней скоростью воздушного охлаждения или выше; и
старение, при котором нержавеющую сталь нагревают до температуры 350 - 600°C и охлаждают.
[9] Способ по пункту [8], в котором состав дополнительно включает в % масс., W: 0,02 - 1,5%.
[10] Способ по пункту [8] или [9], в котором состав дополнительно включает в % масс., V: 0,02 - 0,20%.
[11] Способ по любому одному из пунктов [8] - [10], в котором состав дополнительно включает в % масс., по меньшей мере, один элемент, выбранный из Zr: 0,50% или менее и В: 0,0030% или менее.
[12] Способ по любому одному из пунктов [8] - [11], в котором состав дополнительно включает в % масс., по меньшей мере, один элемент, выбранный из РЗМ: 0,005% или менее, Ca: 0,005% или менее, Sn: 0,20% или менее и Mg: 0,0002 - 0,01%.
[13] Способ по любому одному из пунктов [8] - [12], в котором состав дополнительно включает в % масс., по меньшей мере, один элемент, выбранный из Та: 0,01 - 0,1%, Со: 0,01 - 1,0% и Sb: 0,01 - 1,0%.
[14] Способ по любому одному из пунктов [8] или [13], в котором нержавеющая сталь представляет собой бесшовную стальную трубу, изготовленную из стального материала указанного состава путём нагрева и термообработки стального материала для получения материала стальной трубы, нагрева материала стальной трубы, формования стальной трубы из материала стальной трубы и придание формы стальной трубе с последующим охлаждением воздушным охлаждением или быстрее, термообработка включает общее обжатие 30% или более и 50% или менее в диапазоне температур 1200°C - 1000°C.
Технический результат
Настоящее изобретение может предложить двухфазную нержавеющую сталь, имеющую высокую прочность с пределом текучести 95 тыс. фунтов на кв. дюйм или более (655 МПа или более) и высокую ударную прочность с поглощением энергии vE-10, равной 40 Дж или более, измеренной в испытании на удар по Шарпи. при -10°C. Двухфазная нержавеющая сталь также имеет подходящую коррозионную стойкость, в том числе соответствующую стойкость к углекислотной коррозии, стойкость к сульфидному коррозионному растрескиванию под напряжением и стойкость к сульфидному растрескиванию под напряжением даже в жёсткой агрессивной среде, содержащей сульфид водорода. Двухфазная нержавеющая сталь, полученная в соответствии с настоящим изобретением, применима к бесшовным трубам из нержавеющей стали для трубных изделий нефтепромыслового сортамента и может снизить стоимость изготовления таких труб. Это очень выгодно в промышленности.
Краткое описание чертежей
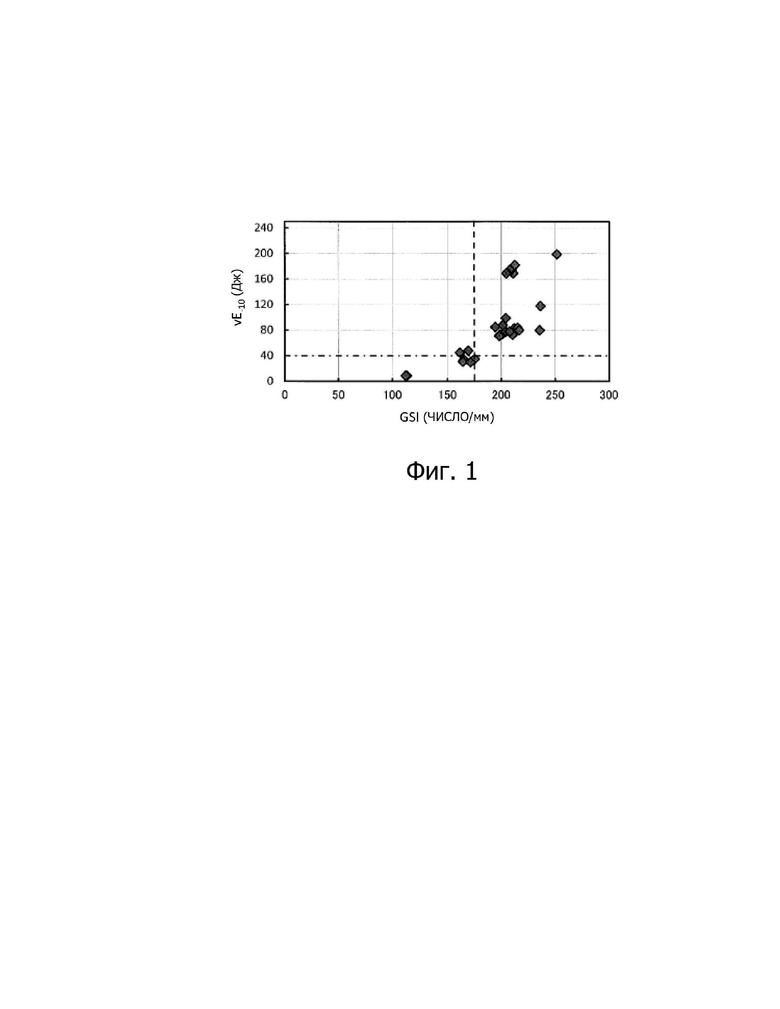
Фиг. 1 является графиком, представляющим взаимосвязь между значением GSI и результатом испытания на удар по Шарпи, проведённого в примере настоящего изобретения.
Осуществление изобретения
Настоящее изобретение подробно описано ниже.
Далее сначала описывается состав двухфазной нержавеющей стали по настоящему изобретению и причины регламентации состава. В дальнейшем «%» означает массовый процент, если специально не указано иное.
С: 0,03% или менее
Углерод является элементом, который стабилизирует аустенитную фазу и улучшает прочность и низкотемпературную ударную прочность. Содержание углерода предпочтительно составляет 0,002% или более для достижения высокой прочности с пределом текучести 95 тыс. фунтов на кв. дюйм или более (655 МПа или более) и низкотемпературной ударной прочности с vE-10 40 Дж или более. Однако выделение карбидов при термической обработке становится избыточным, когда содержание углерода составляет более 0,03%. Это также может отрицательно повлиять на коррозионную стойкость. По этой причине верхний предел содержания углерода составляет 0,03%. Содержание углерода предпочтительно составляет 0,02% или менее. Содержание углерода более предпочтительно составляет 0,012% или менее. Более предпочтительно содержание углерода составляет 0,005% или более.
Si: 1,0% или менее
Кремний является элементом, который эффективен в качестве раскислителя. Предпочтительно содержание кремния составляет 0,05% или более для достижения этого эффекта. Содержание Si более предпочтительно составляет 0,10% или более. Однако при содержании Si более 1,0% выделение интерметаллических соединений при термической обработке становится избыточным, и коррозионная стойкость стали ухудшается. По этой причине содержание Si составляет 1,0% или менее. Содержание Si предпочтительно составляет 0,7% или менее, более предпочтительно 0,6% или менее.
Mn: 0,10 - 1,5%
Как и кремний, марганец является эффективным раскислителем. Марганец также улучшает обрабатываемость в горячем состоянии, фиксируя постоянную примесь серы в стали в форме сульфида. Эти эффекты получаются при содержании Mn 0,10% или более. Однако содержание Mn, превышающее 1,5%, не только ухудшает обрабатываемость в горячем состоянии, но отрицательно влияет на коррозионную стойкость. По этой причине содержание Mn составляет 0,10 - 1,5%. Содержание Mn предпочтительно составляет 0,15 - 1,0%, более предпочтительно 0,2 - 0,5%.
P: 0,030% или менее
В настоящем изобретении фосфор предпочтительно должен содержаться в как можно меньшем количестве, поскольку этот элемент ухудшает коррозионную стойкость, включая стойкость к углекислотной коррозии, стойкость к точечной коррозии, стойкость к сульфидному коррозионному растрескиванию под напряжением и стойкость к сульфидному растрескиванию под напряжением. Однако содержание Р 0,030% или менее является приемлемым. По этой причине содержание Р составляет 0,030% или менее. Предпочтительно содержание Р составляет 0,020% или менее. Содержание Р предпочтительно составляет 0,005% или более с точки зрения предотвращения увеличения стоимости изготовления.
S: 0,005% или менее
Предпочтительно сера должна содержаться в как можно меньшем количестве, поскольку этот элемент очень вреден с точки зрения обрабатываемости в горячем состоянии и затрудняет стабильное выполнение процесса изготовления труб. Однако штатное изготовление труб возможно, когда содержание S составляет 0,005% или менее. По этой причине содержание S составляет 0,005% или менее. Предпочтительно содержание S составляет 0,002% или менее. Содержание S предпочтительно составляет 0,0005% или более с точки зрения предотвращения увеличения стоимости изготовления.
Cr: 20,0 - 30,0%
Хром является основным компонентом, который эффективно обеспечивает коррозионную стойкость и улучшает прочность. Содержание хрома должно составлять 20,0% или более, чтобы получить эти эффекты. Однако содержание Cr, превышающее 30,0%, способствует выделению σ-фазы и ухудшает как коррозионную стойкость, так и ударную прочность. По этой причине содержание Cr составляет 20,0 - 30,0%. Для улучшения высокой прочности содержание Cr предпочтительно составляет 21,4% или более. Более предпочтительно содержание Cr составляет 23,0% или более. С точки зрения ударной прочности содержание Cr предпочтительно составляет 28,0% или менее.
Ni: от 5,0 - 10,0%
Никель является элементом, который добавляют для стабилизации аустенитной фазы и получения двухфазной структуры. Когда содержание Ni составляет менее 5,0%, ферритная фаза становится преобладающей, и двухфазная структура не может быть получена. При содержании Ni более 10,0% аустенитная фаза становится преобладающей и двухфазная структура не может быть получена. Никель также является дорогостоящим элементом и такое высокое содержание Ni не выгодно с точки зрения экономики. По этим причинам содержание Ni составляет 5,0 - 10,0%, предпочтительно 8,0% или менее.
Мо: 2,0 - 5,0%
Молибден является элементом, который улучшает стойкость к точечной коррозии за счёт Cl- и низкого pH, а также повышает стойкость к сульфидному растрескиванию под напряжением и стойкость к сульфидному коррозионному растрескиванию под напряжением. В настоящем изобретении содержание молибдена должно составлять 2,0% или более. Высокое содержание Мо, превышающее 5,0%, вызывает выделение σ-фазы и ухудшает ударную прочность и коррозионную стойкость. По этой причине содержание Мо составляет 2,0 - 5,0%, предпочтительно 2,5 - 4,5%.
Cu: 2,0 - 6,0%
Медь выделяется в виде мелкодисперсной ε-Cu при термообработке при старении и значительно улучшает прочность. Медь также повышает прочность защитного покрытия и препятствует проникновению водорода в сталь, тем самым улучшая стойкость к сульфидному растрескиванию под напряжением и к сульфидному коррозионному растрескиванию под напряжением. Это делает медь очень важным элементом в настоящем изобретении. Содержание меди должно составлять 2,0% или более, чтобы получить эти эффекты. Содержание Cu, превышающее 6,0%, приводит к низкому значению ударной прочности при низких температурах. По этой причине содержание Cu составляет 6,0% или менее. В целом содержание Cu составляет 2,0 - 6,0%, предпочтительно 2,5 - 5,5%.
N: менее 0,07%
Известно, что азот улучшает стойкость к точечной коррозии и способствует твёрдорастворному упрочнению в обычных двухфазных нержавеющих сталях. Азот активно добавляется в количестве 0,10% и более. Однако авторы настоящего изобретения установили, что азот фактически образует различные нитриды при старении и вызывает ухудшение низкотемпературной ударной прочности и стойкости к сульфидному коррозионному растрескиванию под напряжением в диапазоне низких температур 80°C или менее, а также к сульфидному коррозионному растрескиванию под напряжением и что эти побочные эффекты становятся более заметными, когда содержание N составляет 0,07% или более. По этим причинам содержание N составляет менее 0,07%. Содержание N предпочтительно составляет 0,03% или менее, более предпочтительно 0,015% или менее. Предпочтительно содержание N составляет 0,005% или более с точки зрения предотвращения увеличения стоимости изготовления.
В составе остальное является Fe и неизбежными примесями. В качестве неизбежных примесей приемлемым является O (кислород): 0,01% или менее.
Вышеуказанные компоненты представляют собой основные компоненты композиции и с этими основными компонентами двухфазная нержавеющая сталь по настоящему изобретению может иметь искомые характеристики. В дополнение к вышеупомянутым основным компонентам элементы, выбранные из указанных далее, могут присутствовать в настоящем изобретении при необходимости.
W: 0,02 - 1,5%
Вольфрам является полезным элементом, который улучшает стойкость к сульфидному коррозионному растрескиванию под напряжением и стойкость к сульфидному растрескиванию под напряжением. Предпочтительно содержание вольфрама составляет 0,02% или более для получения таких эффектов. Содержание вольфрама, превышающее 1,5%, может ухудшить ударную прочность при низких температурах. По этой причине вольфрам, если присутствует, содержится в количестве 0,02 - 1,5%. Содержание W предпочтительно составляет 0,8 - 1,2%.
V: 0,02 - 0,20%
Ванадий является полезным элементом, который повышает прочность стали за счёт дисперсионного упрочнения. Предпочтительно содержание ванадия составляет 0,02% или более для получения таких эффектов. При содержании более 0,20% ванадий может ухудшить ударную прочность при низких температурах. Избыточное содержание ванадия также может ухудшить стойкость к сульфидному растрескиванию под напряжением. По этой причине содержание V предпочтительно составляет 0,20% или менее. В целом ванадий, если присутствует, содержится в количестве 0,02 - 0,20%. Более предпочтительно содержание V составляет 0,04 - 0,08%.
По меньшей мере, один элемент, выбранный из Zr: 0,50% или менее, и B: 0,0030% или менее
Цирконий и бор являются полезными элементами, которые способствуют повышению прочности и могут быть выбраны при необходимости.
В дополнение к повышению прочности цирконий также способствует повышению стойкости к сульфидному коррозионному растрескиванию под напряжением. Предпочтительно содержание циркония составляет 0,02% или более для получения таких эффектов. При содержании более 0,50% цирконий может ухудшить ударную прочность при низких температурах. По этой причине цирконий, если присутствует, содержится в количестве 0,50% или менее. Содержание Zr предпочтительно составляет 0,05% или более, более предпочтительно 0,05% - 0,20%.
Бор является полезным элементом, который способствует повышению обрабатываемости в горячем состоянии, а также повышению прочности. Предпочтительно, содержание бора составляет 0,0005% или более для получения таких эффектов. Когда содержание бора превышает 0,0030%, бор может ухудшить ударную прочность при низких температурах и обрабатываемость в горячем состоянии. По этой причине бор, если присутствует, содержится в количестве 0,0030% или менее. Более предпочтительно содержание B составляет 0,0010 - 0,0025%.
По меньшей мере, один элемент, выбранный из РЗМ: 0,005% или менее, Ca: 0,005% или менее, Sn: 0,20% или менее и Mg: 0,0002 - 0,01%
РЗМ, Ca, Sn и Mg являются полезными элементами, которые способствуют повышению стойкости к сульфидному коррозионному растрескиванию под напряжением, и могут быть выбраны при необходимости. Предпочтительное содержание для обеспечения такого эффекта составляет 0,001% или более для РЗМ, 0,001% или более для Ca, 0,05% или более для Sn и 0,0002% или более для Mg. Более предпочтительно РЗМ: 0,0015% или более, Ca: 0,0015% или более, Sn: 0,09% или более и Mg: 0,0005% или более. Не всегда экономически выгодным является содержание РЗМ, превышающее 0,005%, Ca, превышающее 0,005%, Sn, превышающее 0,20%, и Mg, превышающее 0,01%, поскольку эффект не обязательно пропорционален содержанию и может насыщаться. По этой причине РЗМ, Ca, Sn и Mg, когда они присутствуют, содержатся в количестве 0,005% или менее, 0,005% или менее, 0,20% или менее и 0,01% или менее соответственно. Более предпочтительно РЗМ: 0,004% или менее, Ca: 0,004% или менее, Sn: 0,15% или менее и Mg: 0,005% или менее.
По меньшей мере, один элемент, выбранный из Ta: 0,01 - 0,1%, Co: 0,01 - 1,0% и Sb: 0,01 - 1,0% Ta, Co и Sb являются полезными элементами, которые способствуют повышению стойкости к СО2 коррозии, стойкости к коррозионному растрескиванию под напряжением, стойкости к сульфидному коррозионному растрескиванию под напряжением, и могут быть выбраны при необходимости. Предпочтительное содержание для обеспечения таких эффектов составляет 0,01% или более для Ta, 0,01% или более для Co и 0,01% или более для Sb. Эффект не обязательно пропорционален содержанию и может насыщаться, когда Ta, Co и Sb содержатся в избытке 0,1%, 1,0% и 1,0% соответственно. По этой причине Ta, Co и Sb, если присутствуют, содержатся в количестве 0,01 - 0,1%, 0,01 - 1,0% и 0,01 - 1,0% соответственно. Кобальт также способствует повышению точки Ms и увеличению прочности. Более предпочтительно Ta: 0,02 - 0,05%, Co: 0,02 - 0,5% и Sb: 0,02 - 0,5%.
Далее описывается структура двухфазной нержавеющей стали по настоящему изобретению и обоснования ограничения структуры. В дальнейшем «объёмная доля» означает объёмную долю относительно всей структуры стального листа.
В дополнение к вышеуказанному составу двухфазная нержавеющая сталь по настоящему изобретению имеет композитную структуру, то есть 20 - 70% фазы аустенита и 30 - 80% фазы феррита в пересчёте на объёмную долю. Композитная структура может иметь значение GSI 176 или более в центральной части по толщине стенки стального материала. В описании значение GSI определяется как число границ зёрен феррит-аустенит, которые присутствуют на единицу длины (1 мм) отрезка линии, проведенного вдоль направления по толщине стенки.
Когда фаза аустенита составляет менее 20%, искомое значение ударной прочности при низких температурах не может быть получено. Также невозможно получить искомую стойкость к сульфидному растрескиванию под напряжением или стойкость к сульфидному коррозионному растрескиванию под напряжением. Искомая прочность не может быть обеспечена, когда доля фазы феррита составляет менее 30% и доля фазы аустенита составляет более 70%. По этим причинам доля фазы аустенита составляет 20 - 70%. Предпочтительно доля фазы аустенита составляет 30 - 60%. Доля фазы феррита составляет 30 - 80%, предпочтительно 40 - 70%. Объёмные доли фазы аустенита и феррита могут быть измерены с использованием метода, описанного в разделе «Примеры» ниже.
В дополнение к фазам аустенита и феррита состав может содержать выделения, такие как интерметаллические соединения, карбиды, нитриды и сульфиды, при условии, что общее содержание этих фаз составляет 1% или менее. Низкотемпературная ударная прочность, стойкость к сульфидному коррозионному растрескиванию под напряжением стойкость к сульфидному растрескиванию под напряжением значительно ухудшаются, когда общее содержание этих выделений превышает 1%.
Настоящее изобретение может дополнительно улучшить ударную прочность, когда значение GSI, определяемое как число границ зёрен феррит-аустенит, составляет 176 или более, в частности, путём уменьшения расстояния между фазами. Ударную прочность 40 Дж или более можно получить даже при значении GSI менее 176, при условии, что химический состав, структура и условия изготовления находятся в диапазоне притязаний настоящего изобретения. Однако ударная прочность может иметь значение 70 Дж или более, когда значение GSI составляет 176 или более. Значительная деформация в процессе прошивки способствует рекристаллизации и увеличивает значение GSI. Однако большая деформация связана с риском растрескивания и многочисленные деформации приводят к снижению выхода и увеличению производственных затрат из-за увеличения числа стадий изготовления. Авторы настоящего изобретения исследовали взаимосвязь между результатами испытания на удар по Шарпи и значением GSI в условиях, описанных в разделе «Примеры» ниже. Результат исследования представлен на фиг. 1. В результате, представленном на фиг. 1, значение GSI составляет 300 в обычном процессе прокатки, при которой отсутствует растрескивание. Соответственно желательно установить это число в качестве верхнего предела значения GSI. Значение GSI, определяемое как число границ зёрен феррит-аустенит, может быть измерено с использованием метода, описанного в разделе «Пример» ниже.
Способ изготовления двухфазной нержавеющей стали по настоящему изобретению описан ниже.
В настоящем изобретении в качестве исходного материала используется двухфазная нержавеющая сталь описанного выше состава (далее также называемая «материалом стальной трубы»). В настоящем изобретении способ изготовления исходного материала двухфазной нержавеющей стали особо не ограничен, и, как правило, может использоваться любой известный способ изготовления.
Далее описывается предпочтительный способ изготовления двухфазной нержавеющей стали по настоящему изобретению для бесшовных стальных труб. Настоящее изобретение не ограничивается бесшовными стальными трубами и имеет другие области применения, включая тонколистовую сталь, толстолистовую сталь, UOE, ERW, спиралешовные стальные трубы и трубы, изготовленные с помощью кузнечной сварки.
В предпочтительном способе изготовления материала стальной трубы вышеуказанного состава, например, расплавленную сталь вышеуказанного состава переделывают в сталь с использованием обычного процесса производства стали, например, с использованием конвертера и формуют стальной материал трубы., например, сортовую заготовку, используя обычный способ, такой как непрерывное литье и литье слитка-сляба. Стальной материал трубы затем нагревают и формуют в бесшовную стальную трубу вышеуказанного состава и искомых размеров, как правило, с использованием известного процесса изготовления труб, например, такого как экструзия по методу Юджина Сейерна (Eugene Sejerne), и горячей прокатки с помощью метод Маннесмана.
Например, в предпочтительном способе получения тонкой структуры со значением GSI 176 или более термообработка выполняется с общим обжатием 30% или более в диапазоне температур 1200 - 1000°C. Это способствует рекристаллизации и может быть изготовлена бесшовная стальная труба, которая включает структуру со значением GSI 176 или более в центральной части по толщине стенки стального материала. В описании значение GSI определяется как число границ зёрен феррит-аустенит, которые присутствуют на единицу длины (1 мм) отрезка линии, проведённой в направлении толщины стенки. Ниже 1000°C рабочая температура будет слишком низкой и увеличивает сопротивление деформации. Это создает чрезмерную нагрузку на прокатный стан и термообработка затрудняется. Выше 1200°C кристаллы укрупняются, и ударная прочность ухудшается. Температурный интервал более предпочтительно составляет 1100 - 1180°C. Когда общее обжатие в вышеуказанном температурном интервале составляет менее 30%, трудно получить значение GSI или количество границ зёрен феррит-аустенит на единицу длины в направлении толщины стенки 176 или более. По этой причине общее обжатие в вышеуказанном диапазоне температур составляет 30% или более. Предпочтительно общее обжатие в вышеуказанном интервале температур составляет 35% или более. Верхний предел общего обжатия в вышеуказанном диапазоне температур конкретно не указан в настоящем изобретении. Однако с точки зрения нагрузки на прокатный стан предпочтительно общее обжатие составляет 50% или менее в указанном диапазоне температур. Более предпочтительно, общее обжатие в вышеуказанном интервале температур составляет 45% или менее. Используемый в описании термин «общее обжатие» означает уменьшение толщины стенки стальной трубы, прокатанной с помощью раскатного стана, автомат-стана или т.п., после прошивки на прошивном стане.
После изготовления бесшовную стальную трубу охлаждают предпочтительно до комнатной температуры со средней скоростью воздушного охлаждения или выше.
В настоящем изобретении охлажденную бесшовную стальную трубу подвергают термообработке на твёрдый раствор, при которой стальную трубу дополнительно нагревают до температуры нагрева 1000°C или более и охлаждают до температуры 300°C или менее при средней скорости охлаждения воздушного охлаждения или выше, предпочтительно 1°C/с или более. Таким образом, интерметаллические соединения, карбиды, нитриды, сульфиды и другие такие соединения, которые ранее выделились, могут быть растворены, и может быть получена бесшовная стальная труба со структурой, содержащей подходящие количества фазы аустенита и феррита.
Искомая высокая ударная прочность не может быть обеспечена, когда температура нагрева термообработки на твёрдый раствор составляет менее 1000°C. Температура нагрева термообработки на твёрдый раствор предпочтительно составляет 1150°C или менее с точки зрения предотвращения укрупнения структуры. Более предпочтительно температура нагрева термообработки на твёрдый раствор составляет 1020°C или более. Более предпочтительно температура нагрева термообработки на твёрдый раствор составляет 1130°C или менее. В настоящем изобретении температура нагрева термообработки на твёрдый раствор поддерживается в течение, по меньшей мере, 5 минут с точки зрения достижения однородной температуры в материале. Предпочтительно температура нагрева термообработки на твёрдый раствор поддерживается в течение, по меньшей мере, 210 мин.
Когда средняя скорость охлаждения термообработки на твёрдый раствор составляет менее 1°C/с, интерметаллические соединения, такие как σ-фаза и χ-фаза, выделяются во время процесса охлаждения и низкотемпературная ударная прочность и коррозионная стойкость серьёзно ухудшаются. Верхний предел средней скорости охлаждения особо не ограничен. Используемый в описании термин «средняя скорость охлаждения» означает среднее значение скорости охлаждения от температуры нагрева до температуры прекращения охлаждения.
Когда температура прекращения охлаждения при термообработке на твёрдый раствор выше 300°C, в дальнейшем происходит выделение α-фазы и ударная прочность при низких температурах и коррозионная стойкость серьезно ухудшаются. По этой причине температура прекращения охлаждения при термообработке на твёрдый раствор составляет 300°C или менее, более предпочтительно 100°C или менее.
После термообработки на твёрдый раствор бесшовную стальную трубу подвергают старению, при котором стальную трубу нагревают до температуры 350 - 600°C, выдерживают 5 - 210 минут и охлаждают. При старении добавленная медь выделяется в форме ε-Cu, что способствует повышению прочности. Это завершает получение высокопрочной бесшовной трубы из двухфазной нержавеющей стали, имеющей искомую высокую прочность и высокую ударную прочность и подходящую коррозионную стойкость.
Когда температура нагрева при старении выше 600°C, ε-Cu укрупняется и искомые высокая прочность и высокая ударная прочность и подходящая коррозионная стойкость не могут быть получены. Когда температура нагрева при старении составляет менее 350°C, ε-Cu не может выделяться в достаточной степени, и искомая высокая прочность не может быть получена. По этим причинам температура нагрева при старении предпочтительно составляет 350 - 600°C. Более предпочтительно температура нагрева при старении составляет 400 - 550°C. В настоящем изобретении нагрев при старении поддерживается в течение, по меньшей мере, 5 минут с точки зрения достижения однородной температуры в материале. Искомая однородная структура не может быть получена, когда нагрев при старении поддерживается менее 5 минут. Более предпочтительно нагрев при старении поддерживается в течение, по меньшей мере, 20 минут. Предпочтительно нагрев при старении поддерживается не более 210 мин. Используемый в описании термин «охлаждение» означает охлаждение от температурного диапазона 350 - 600°C до комнатной температуры со средней скоростью воздушного охлаждения или выше. Предпочтительно средняя скорость охлаждения составляет 1°C/с или более.
Примеры
Настоящее изобретение дополнительно описано ниже посредством примеров. Следует отметить, что настоящее изобретение не ограничено следующими примерами.
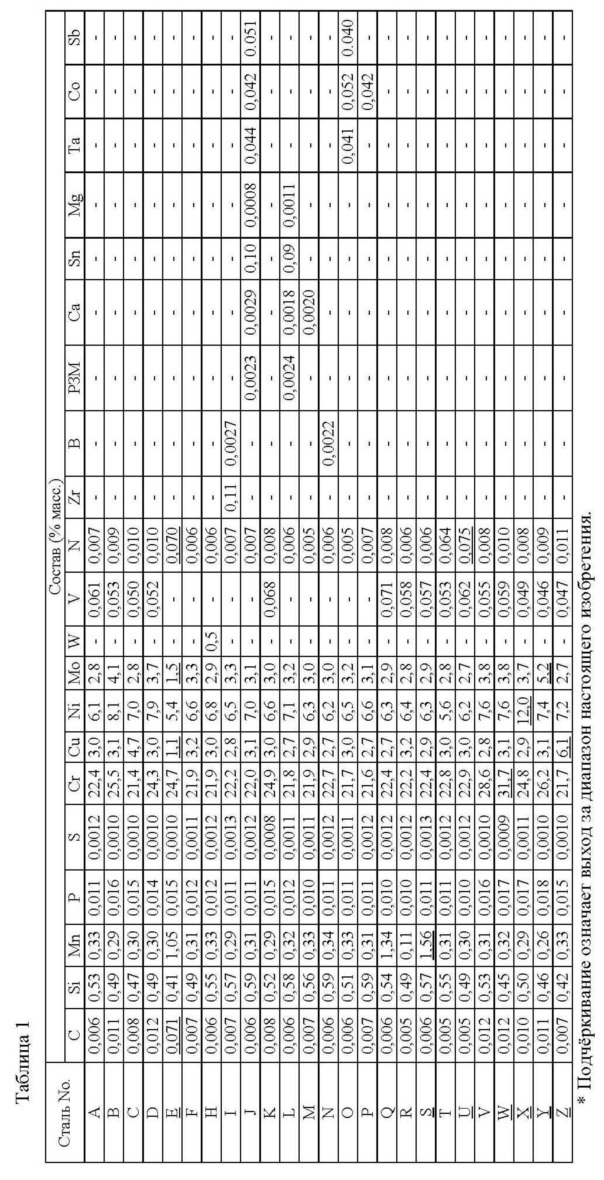
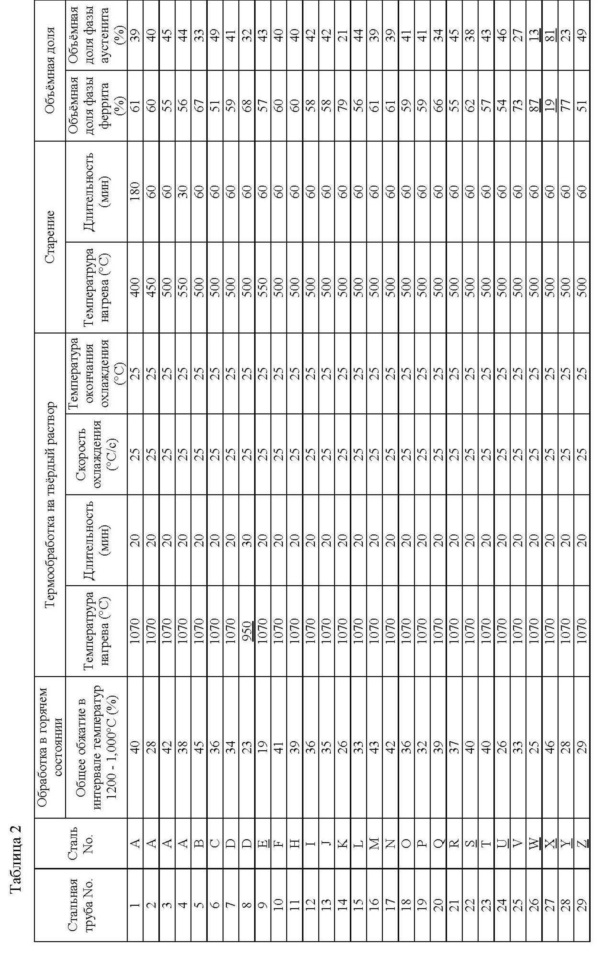
Примеры расплавленной стали состава, представленного в таблице 1, готовят из стали в конвертере и отливают в заготовки (материал стальной трубы) непрерывной разливкой. Материал стальной трубы затем нагревают при температуре 1150 - 1250°C и подвергают термообработке на прокатном стане с нагревом для изготовления бесшовного фасонного проката для получения бесшовной стальной трубы с наружным диаметром 83,8 мм и толщиной стенки 12,7 мм. После изготовления бесшовную стальную трубу охлаждают воздухом.
Затем бесшовную стальную трубу подвергают термообработке на твёрдый раствор, в которой бесшовную стальную трубу нагревают в условиях, показанных в таблице 2, и охлаждают. За этим следует старение, при которой бесшовную стальную трубу нагревают в условиях, показанных в таблице 2, и охлаждают воздухом.
Из бесшовной стальной трубы, окончательно полученной после термообработки, отбирают образец для наблюдения структуры, для которого измеряют величину GSI и оценивают качество фаз структуры. Образец для испытаний также исследуют с помощью испытания на растяжение, испытания на удар по Шарпи, коррозионного испытания, испытания на стойкость к сульфидному коррозионному растрескиванию под напряжением (испытание на стойкость к SCC) и испытания на стойкость к сульфидному растрескиванию под напряжением (испытание на сопротивление SSC). Испытания проводят описанным ниже способом.
(1) Измерение значения GSI
Образец для изучения структуры отбирают с поверхности, перпендикулярной направлению прокатки стальной трубы, и которая расположена в центре направления по толщине стальной трубы. Образец для изучения структуры полируют и подвергают действию раствора Vilella (смешанный реагент, содержащий 2 г пикриновой кислоты, 10 мл хлористоводородной кислоты и 100 мл этанола). Структуру изучают с помощью оптического микроскопа (увеличение: 400 раз). Из изображения структуры число границ зёрен феррит-аустенит на единицу длины (соответствующей 1 мм испытуемого образца) в направлении толщины стенки (число границ зёрен феррит-аустенит/мм) определяют измерением.
(2) Объёмные доли (объёмные %) фаз в интегральной структуре стального листа
Объёмную долю ферритной фазы определяют сканирующей электронной микроскопией поверхности, перпендикулярной направлению прокатки стальной трубы, и которая находится в центре направления по толщине стальной трубы. Образец для изучения структуры подвергают действию реагента Vilella и структуру визуализируют с помощью сканирующего электронного микроскопа (1000 раз). Среднее значение процента площади ферритной фазы затем рассчитывают с использованием анализатора изображения для определения объёмной доли (объёмный %).
Объёмную долю аустенитной фазы измеряют рентгенодифракционным методом. Испытуемый образец, подлежащий измерению, отбирают с поверхности вблизи центра по толщине материала испытуемого образца, подвергнутого термообработке (термообработка на твёрдый раствор - старение), и измеряют интегральную интенсивность дифракции рентгеновских лучей для плоскости (220) аустенитной фазы (γ) и плоскости (211) ферритной фазы (α) рентгенодифракционным методом. Результат пересчитывают с использованием следующей формулы.
γ (объёмная доля) = 100/(1 + (IαRγ/IγRα)),
где Iα представляет интегральную интенсивность α, Rα представляет теоретическое кристаллографическое значение для α, Iγ представляет интегральную интенсивность γ, и Rγ представляет теоретическое кристаллографическое значение для γ.
(3) Характеристики текучести
Образец в виде полоски, определённый в стандарте API 5CT, отбирают из материала, подвергнутого термообработке, и подвергают испытанию на растяжение в соответствии с требованиями API для определения его характеристик при растяжении (предел текучести YS, предел прочности при растяжении TS). В настоящем изобретении испытуемый образец оценивают, как приемлемый, когда он имеет предел текучести 655 МПа или более. [0069]
(4) Испытание по Шарпи
Образец с V-образным надрезом (толщиной 10 мм) отбирают из термообработанного материала образца в соответствии с требованиями JIS Z 2242. Образец подвергают испытанию на удар по Шарпи, и для оценки ударной прочности определяют поглощение энергии при -10°C. В настоящем изобретении образец оценивают как приемлемый, когда он имеет vE-10 40 Дж или более. Результат испытания классифицируют по его соответствию со значением GSI, как показано на фиг. 1.
(5) Коррозионные испытания
Образец для коррозионных испытаний с толщиной стенки 3 мм, шириной 30 мм и длиной 40 мм вытачивают из термообработанного материала испытуемого образца и подвергают коррозионным испытаниям.
Коррозионные испытания проводят путём погружения испытуемого образца на 14 дней в испытательный раствор (20% масс. водный раствор NaCl; температура жидкости: 200°C, газовая атмосфера 30 атм СО2), помещённый в автоклав. После испытания измеряют массу испытуемого образца, и скорость коррозии определяют на основе рассчитанного снижения массы до и после коррозионных испытаний. Образец после коррозионных испытаний также изучают на наличие или отсутствие точечной коррозии на поверхности образца с использованием лупы (увеличение в 10 раз). Коррозионные очаги диаметром 0,2 мм или более рассматриваются как точечная коррозия. В настоящем изобретении образец оценивают как приемлемый, когда он имеет скорость коррозии 0,125 мм/год или менее.
(6) Испытание на стойкость к сульфидному растрескиванию под напряжением (испытание на стойкость к SSC)
Испытуемый образец в форме круглого стержня (диаметр = 6,4 мм вытачивают из термообработанного материала образца в соответствии с NACE TM0177, метод А, и подвергают испытанию на стойкость к SSC.
В испытании на стойкость к SSC испытуемый образец погружают в водный раствор для испытаний (20% масс. водный раствор NaCl; температура жидкости: 25°C; H2S: 0,03 МПа; CO2: 0,7 МПа), с рН 3,5 скорректированным добавлением. водного раствора уксусной кислоты и ацетата натрия. Образец выдерживают в растворе в течение 720 часов с приложением напряжения, равного 90% предела текучести. После испытания испытуемый образец изучают на наличие или отсутствие растрескивания. В настоящем изобретении испытуемый образец оценивают как приемлемый, когда у него отсутствуют трещины после испытания. В таблице 2 незаштрихованный кружок обозначает отсутствие растрескивания, а крест обозначает растрескивание.
(7) Испытание на стойкость к сульфидному коррозионному растрескиванию (испытание на стойкость к SCC)
Образец для испытаний на изгиб с 4 точками, имеющий толщину стенки 3 мм, ширину 15 мм и длину 115 мм, вытачивают из материала, подвергнутого термообработке, и подвергали испытанию на стойкость к SCC.
В испытании на стойкость к SCC испытуемый образец погружают в водный раствор для испытаний (10% масс. водный раствор NaCl; температура жидкости: 80°C; H2S: 35 кПа; CO2: 2 МПа), загруженный в автоклав. Испытуемый образец выдерживают в растворе в течение 720 часов с приложением напряжения, равного 100% предела текучести. После испытания испытуемый образец изучают на наличие или отсутствие растрескивания. В настоящем изобретении испытуемый образец оценивают как приемлемый, когда у него отсутствуют трещины после испытания. В таблице 2 незаштрихованный кружок обозначает отсутствие растрескивания, а крест обозначает растрескивание.
Результаты этих испытаний представлены в таблице 2.
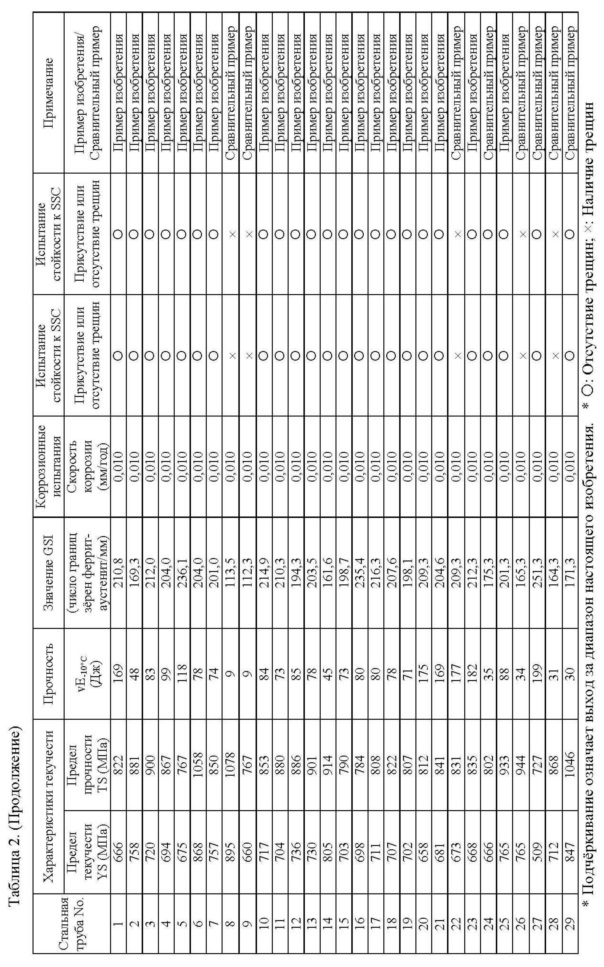
Все высокопрочные двухфазные трубы из нержавеющей стали примеров по настоящему изобретению имели высокую прочность с пределом текучести 655 МПа или более, низкотемпературную ударную прочность с vE-10 ≥ 40 Дж и подходящую коррозионную стойкость (коррозионная углекислотная стойкость) при высоких температурах агрессивной среды, содержащей CO2 и Cl-, с температурой 200°C и выше. Высокопрочные трубы из двухфазной нержавеющей стали примеров по настоящему изобретению не давали трещин (SSC, SCC) в среде, содержащей H2S, и имели подходящую стойкость к сульфидному растрескиванию под напряжением и подходящую стойкость к коррозионному сульфидному растрескиванию под напряжением. Улучшенная ударная прочность при низких температурах с vE-10 ≥ 70 Дж была получена, когда значение GSI составляло 176 или более. С другой стороны, сравнительные примеры, выходящие за пределы диапазона настоящего изобретения, не обладали искомой высокой прочностью, высокой ударной прочностью или коррозионной углекислотной стойкостью по настоящему изобретению или давали трещины (SSC, SCC) в H2S-содержащей среде.
Изобретение относится к области металлургии, а именно к двухфазной нержавеющей стали, используемой в трубных изделиях нефтегазопромыслового сортамента. Сталь содержит, мас.%: С: 0,03 или менее, Si: 1,0 или менее, Mn: 0,10 - 1,5, P: 0,030 или менее, S: 0,005 или менее, Cr: 20,0 - 30,0, Ni: 5,0 - 10,0, Мо: 2,0 - 5,0, Cu: 2,0 - 6,0, N: менее 0,07 и остальное - Fe и неизбежные примеси. Сталь имеет структуру, включающую 20 - 70% фазы аустенита и 30 - 80% фазы феррита относительно объемной доли, предел текучести YS 655 МПа или более и поглощение энергии vE-10, составляющее 40 Дж или более при измерении испытанием на удар по Шарпи при температуре испытания -10°C. Сталь обладает требуемой стойкостью к углекислотной коррозии, стойкостью к коррозионному сульфидному растрескиванию под напряжением и стойкостью к сульфидному растрескиванию под напряжением. 2 н. и 8 з.п. ф-лы, 1 ил., 2 табл.
1. Двухфазная нержавеющая сталь, имеющая состав, содержащий, мас.%: С: 0,03 или менее, Si: 1,0 или менее, Mn: 0,10-1,5, P: 0,030 или менее, S: 0,005 или менее, Cr: 20,0-30,0, Ni: 5,0-10,0, Мо: 2,0-5,0, Cu: 2,0-6,0, N: менее 0,07 и остальное Fe и неизбежные примеси, при этом двухфазная нержавеющая сталь имеет структуру, содержащую 20-70% аустенитной фазы и 30-80% ферритной фазы в пересчёте на объёмную долю, предел текучести YS 655 МПа или более и поглощение энергии vE-10, составляющее 40 Дж или более при измерении испытанием на удар по Шарпи при температуре испытания -10°C.
2. Сталь по п. 1, в которой состав дополнительно содержит, мас.%: W: 0,02-1,5.
3. Сталь по п. 1 или 2, в которой состав дополнительно содержит, мас.%, по меньшей мере одну группу, выбранную из групп А-D, состоящих из:
группа A: V: 0,02-0,20,
группа B: по меньшей мере один элемент, выбранный из Zr: 0,50 или менее и B: 0,0030 или менее,
группа C: по меньшей мере один элемент, выбранный из РЗМ: 0,005 или менее, Ca: 0,005 или менее, Sn: 0,20 или менее и Mg: 0,0002-0,01,
группа D: по меньшей мере один элемент, выбранный из Та: 0,01-0,1, Со: 0,01-1,0 и Sb: 0,01-1,0.
4. Сталь по п. 1 или 2, в которой структура имеет значение GSI, составляющее 176 или более в центральной части по толщине стенки стального материала, причём значение GSI определяется как число границ зёрен феррит-аустенит, которые присутствуют на единице длины 1 мм отрезка, проведённого в направлении толщины стенки.
5. Сталь по п. 3, в которой структура имеет значение GSI, составляющее 176 или более в центральной части по толщине стенки стального материала, причём значение GSI определяется как число границ зёрен феррит-аустенит, которые присутствуют на единице длины 1 мм отрезка, проведённого в направлении толщины стенки.
6. Способ изготовления двухфазной нержавеющей стали, имеющей предел текучести YS 655 МПа или более и поглощение энергии vE-10, составляющее 40 Дж или более, измеренное при испытании на удар по Шарпи при температуре испытания -10°C,
при этом способ включает проведение для нержавеющей стали, имеющей состав, содержащий, мас.%: С: 0,03 или менее, Si: 1,0 или менее, Mn: 0,10-1,5, P: 0,030 или менее, S: 0,005 или менее, Cr: 20,0-30,0, Ni: 5,0-10,0, Мо: 2,0-5,0, Cu: 2,0-6,0, N: менее 0,07 и остальное Fe и неизбежные примеси, следующих операций:
термообработка на твёрдый раствор, при которой нержавеющую сталь нагревают до температуры нагрева 1000°C или более и охлаждают до температуры 300°C или менее со средней скоростью охлаждения на воздухе или быстрее; и
старение, при котором нержавеющую сталь нагревают до температуры 350-600°C и охлаждают.
7. Способ по п. 6, в котором состав дополнительно содержит, мас.%: W: 0,02-1,5.
8. Способ по п. 6 или 7, в котором состав дополнительно содержит, мас.%, по меньшей мере одну группу, выбранную из групп А-D, состоящих из:
группа A: V: 0,02-0,20,
группа B: по меньшей мере один элемент, выбранный из Zr: 0,50 или менее и B: 0,0030 или менее,
группа C: по меньшей мере один элемент, выбранный из РЗМ: 0,005 или менее, Ca: 0,005 или менее, Sn: 0,20 или менее и Mg: 0,0002-0,01,
группа D: по меньшей мере один элемент, выбранный из Та: 0,01-0,1, Со: 0,01-1,0 и Sb: 0,01-1,0.
9. Способ по п. 6 или 7, в котором нержавеющая сталь представляет собой бесшовную стальную трубу, изготовленную из стального материала указанного состава посредством нагрева и обработки в горячем состоянии стального материала для получения материала стальной трубы, нагрева материала стальной трубы, формования стальной трубы из материала стальной трубы и придание формы стальной трубе с последующим воздушным охлаждением или быстрее, при этом указанная обработка в горячем состоянии включает общее обжатие 30% или более и 50% или менее в диапазоне температур 1200-1000°С.
10. Способ по п. 8, в котором нержавеющая сталь представляет собой бесшовную стальную трубу, изготовленную из стального материала указанного состава посредством нагрева и обработки в горячем состоянии стального материала для получения материала стальной трубы, нагрева материала стальной трубы, формования стальной трубы из материала стальной трубы и придание формы стальной трубе с последующим воздушным охлаждением или быстрее, при этом указанная обработка в горячем состоянии включает общее обжатие 30% или более и 50% или менее в диапазоне температур 1200-1000°С.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| ФЕРРИТНО-АУСТЕНИТНЫЙ СПЛАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ НЕГО | 2000 |
|
RU2247171C2 |
| ДВУХФАЗНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ В АГРЕССИВНЫХ СРЕДАХ | 2001 |
|
RU2203343C2 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ С ХОРОШЕЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2528520C2 |
| Коррозионно-стойкая сталь | 1987 |
|
SU1447924A1 |
| Строительная сталь | 1929 |
|
SU20105A1 |
| Машина для покрывания эмульсией бумаги, материи, целлулоида и т.п. | 1927 |
|
SU9438A1 |
| CN 104694830 A, 10.06.2015 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

