Изобретение относится к металлургии и может быть использовано при калибровке и последующей прокатке различных профилей с применением диагональной прокатки квадратной заготовки.
Цель изобретения - увеличение производительности при прокатке.
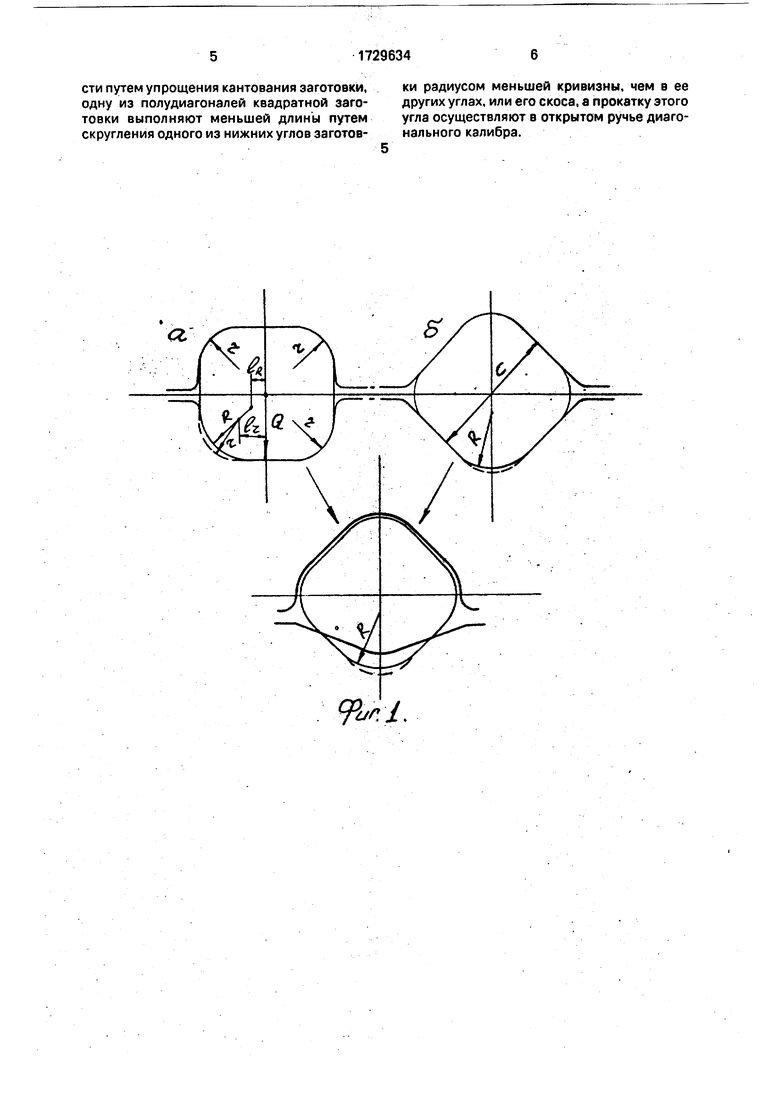
На фиг. 1-3 представлена схема осуществления способа прокатки квадратной заготовки на диагональ.
Согласно фиг.1 калибр, предшествую щий диагональному, выполнен ящичного (а) и диагонального (б) типов. Один из нижних углов этих калибров выполнен радиусом большего значения (R) по сравнению с остальными углами (г). Прокатку этого угла осуществляют в открытом ручье следующего диагонального калибра.
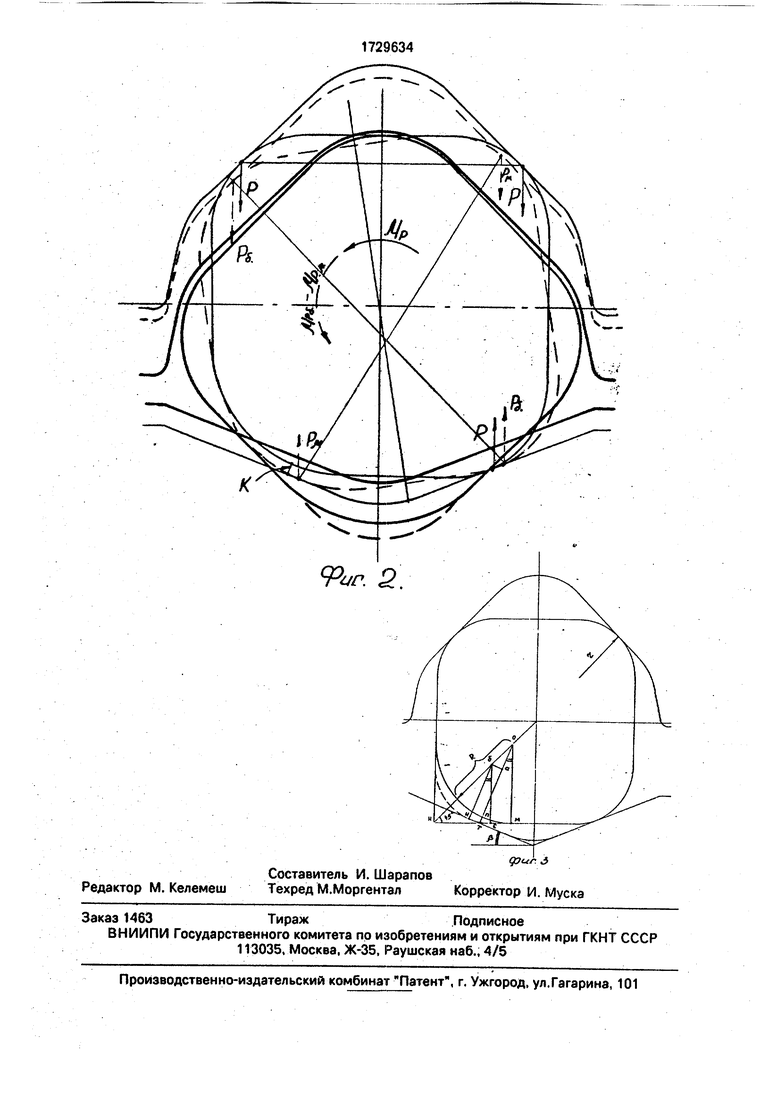
На фиг.2 толстой линией обозначен диагональный калибр, образованный закрытым и открытым ручьями с прямым углом при вершине закрытого ручья и тупым углом при вершине открытого ручья. Квадрат в соответствии с предлагаемым способом поступает в него по диагонали с нижним за- круглением угла радиусом большей величины. Толстым пунктиром снизу показан контур остальных углов данного квадрата.
Тонкой сплошной линией на этот калибр наложен на плашку поступающий в этот калибр квадрат с нижним левым углом, выполненным радиусом большей величины. Тонкой же сплошной линией несколько условно показано положение ручьев калибра в момент захвата. Составляющие давления валков на раскат в направлении окружных скоростей
vj ю ю о ы
обозначены сплошными стрелками сил Р в местах соприкосновения валков с раскатом. С правой стороны рисунка силы Р в какой-то степени уравновешивают друг друга, а с левой стороны сила Р направлена только вниз так как со стороны нижнего ручья противодействия нет (этот угол квадратной заготовки выполнен радиусом большей величины и от ручья калибра этот угол находится на расстоянии К). Поддействием силы Р возни- кает момент Мр, который, действуя против часовой стрелки (показан тонкой сплошной стрелкой), сваливает раскат вплоть до касания нижним левым углом квадратного раската нижнего ручья калибра. Новое положение раската, скантованного на какой-то угол, показано тонким пунктиром. При этом касание раската со сторонами ручьев калибра осуществляется всеми четырьмя углами, но на разных горизонталь- ных уровнях.
Вертикальные составляющие этих сил показаны пунктирными стрелками. Силы, находящиеся на более низком горизонтальном уровне по отношению к оси валков, имеют меньшую окружную скорость, обозначены Рм и образуют пару сил, стремящуюся повернуть раскат по часовой стрелке. Силы, находящиеся на более высоком горизонтальном уровне, имеют большую величи- ну, обозначены. Рб и составляют пару сил , стремящуюся повернуть раскат против часовой стрелки. Разница этих моментов (Мр.б - Мр.м), действует против часовой стрелки в одном направлении с рассмотрен- ныммоментом Мр.т.е. продолжает дальней- шеесваливание раската вплоть до принятия им диагонального положения с нижним углом с большим радиусом закругления в открытом ручье диагонального калибра.
Величина большего радиуса закругления (R) определяется в зависимости от значения радиуса закругления остальных углов (г), угла наклона грани нижнего ручья (/) следующего диагонального калибра и вели- чины К , характеризующей на фиг.2 зазор между стенкой нижнего ручья диагонального калибра и поверхностью закругления угла заготовки меньшей кривизны (с радиусом R, фиг.З).
Указанные значения зазора К от грани нижнего ручья калибра до поверхности закругления угла с радиусом R определены из условия первоначального поворота раската в диагональном калибре на угол 3-6° и при диапазоне колебания радиусов в квадратах, равных 0,10-0,33 от стороны С, где С - сторона квадрата.
Первоначальный поворот раската в диагональном калибре при задаче его в калибр
плашмя, равный углу 3-6°, является достаточным, чтобы в момент начала обжатия раската валками он потерял устойчивость и повернулся в калибре до совмещения вертикальных осей симметрии калибра и раската. Пример, При прокатке круга диаметром 105 мм из стали ШХ-15 на стане 450 предприятия квадратная заготовка сече-, нием 160x160 мм нагревается до 1220°С и прокатывается в четырех калибрах ящичного типа до квадратного сечения с размерами стороны 122x122 мм, радиусом закругления трех углов г 35 мм, с большой диагональю В 144 мм. Величину большого радиуса закругления опеределяем по известной зависимости, испбльзуя значение К 5 мм.
351-1,41 -COS (45°-0
535-(-20,9) 1-1,41 cos (45°-10°) 55,9 мм.
Принимаем значение R равным 56 мм. При этом одна из полудиагоналей квадрата уменьшится на величину 0,41(56-35) 8,6 мм, т.е. вместо 72 будет 63,4 мм. На величину 8,6 мм уменьшится также обжатие квадрата на диагональ в диагональном калибре, т.е. обжатие вместо 20 будет 11,4 мм. При этом угол поворота раската в калибре в момент захвата составит около 5°0б .
Использование предлагаемого способа прокатки квадратной заготовки на диагональ обеспечивает по сравнению с известными уменьшение физических усилий при кантовании квадратной заготовки на диагональ или обеспечение самопроизвольного ее кантования; уменьшение величины обжатия и снижение случаев пробуксовки полосы валками; повышение производительности.
При этом расширяются возможности прокатного производства в деле повышения устойчивости прокатки целого ряда профилей, так как способ может быть использован не только при прокатке в диагональных калибрах различных профилей, но и в промежуточных калибрах, например по системе квадрат - ромб - квадрат по диагонали.
Формула изобретения
Способ прокатки квадратной заготовки на диагональ, включающий получение квадратной заготовки в ящичном или диагональном калибре и задачу ее из положения плашмя с кантовкой на 45° в диагональный калибр, образованный закрытым и открытым ручьями с прямым углом при вершине закрытого ручья и тупым углом при вершине открытого ручья, отличающийся тем, что, с целью повышения производительности путем упрощения кантования заготовки, одну из полудиагоналей квадратной заготовки выполняют меньшей длины путем скругления одного из нижних углов заготовки радиусом меньшей кривизны, чем в ее других углах, или его скоса, а прокатку этого угла осуществляют в открытом ручье диагонального калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
Изобретение относится к металлургии и может быть использовано при калибровке и прокатке различных профилей с применением диагональной прокатки квадратной заготовки. Цель изобретения - повышение производительности путем упрощения кантования заготовки. При прокатке квадратной заготовки в ящичном калибре один из нижних углов выполняют радиусом меньшей кривизны, чем остальные, а затем производят прокатку в диагональном квадратном калибре с задачей этого угла в открытый ручей. Диагональный калибр кроме открытого ручья с тупым углом имеет закрытый ручей с прямым углом. Упрощение кантовки заготовки осуществляется путем создания условий для ее самопроизвольности. 3 ил. сл С
qfa-L
Редактор М. Келемеш
фиг А
Составитель И. Шарапов
Техред М.МоргенталКорректор И. Муска
| Чекмарев А.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1971, с.27, С.262 | |||
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
