Изобретение относится к металлообработке шлифования и может быть использовано в подшипниковой промышленности, а также других отраслях народного хозяйства при обработке шлифованием торцов деталей класса колец с малой осевой жесткостью на станках с круглым магнитным столом.
Известно, что шлифование торцов деталей класса колец с малой осевой жесткостью сопряжено с рядом затруднений, вызываемых остаточными деформациями при их термической обработке, а также значительными деформациями во время шлифовальной обработки торцов на станках с круглым магнитным столом.
Известно также, что в зависимости от методов термической обработки (закалки и отпуска), а именно в штампах или свободном состоянии, указанные кольца приобретают изогнутость торцов систематическую (при закалке кратную числу упоров в штампе) или неопределенную (при закалке и отпуске в свободном состоянии с горизонтальным расположением оси колец).
Известно также, что при всех приведенных способах закалки и отпуска изогнутость торцов колец сопровождается еще и конусообразностью торцов.
Наличие деформаций термообработки (изогнутость торцов) колец сохраняется после шлифовальной обработки или устраняется крайне медленно: это объясняется тем, что деформированное кольцо с неровной волнообразной поверхностью торцов притягивается магнитным потоком стола к его плоскости и касается ее только в нескольких точках; остальные участки поверхности торцов (впадины) не касаются поверхности магнитного стола, но под действием магнитного поля приобретают внутренние напряжения; отшлифованное кольцо сохраняет хорошую геометрию торцов пока находится под воздействием магнитного поля стола, как только воздействие магнитного поля прекращается, внутренние напряжения в кольце исчезают и кольцо вновь принимает изогнутость по торцам [1].
Кроме этого, участки торцов колец под впадинами подвергаются воздействию вертикальной составляющей усилия резание Pz и изгибу в осевом направлении, в результате чего торцы кольца дополнительно приобретают псевдоизогнутость противоположного направления.
Для устранения изогнутости по торцам колец прибегают к различным технологическим ухищренным приемам [1], как-то:
- снимают небольшие одинаковые припуски с разных торцов, неоднократно переворачивая кольцо то на одну, то на другую стороны до получения необходимых параметров по высоте;
- или уменьшают магнитный поток стола и производят шлифование с неопределенными поперечными подачами в зависимости от опыта станочника;
- или производят шлифование торцов кольца без использования магнитного потока стола с неопределенными поперечными подачами, применяя при этом упоры [2];
- или смазывают базовую поверхность торца кольца тонким слоем вязкого масла и производят обработку без закрепления магнитным потоком стола; кольцо в данном случае удерживается на столе силами молекулярного сцепления;
- или производят шлифовальную обработку торцов в комбинации приведенных приемов обработки.
Известен способ устранения изогнутости торцов колец шлифованием, принятый авторами за прототип, при котором перед шлифованием предварительно кольца проверяются на приборе и участки с изогнутостью более 0,1 мм отмечаются мелом или кислотой с указанием фактической изогнутости, после чего кольцо устанавливается на магнитный стол станка, под отмеченные участки кольца в зазоры между торцом кольца и поверхностью магнитного стола кладут прокладки из битумированной или парафинированной бумаги необходимой толщины, после чего закрепляют кольцо на магнитным столе и производят шлифовальную обработку сначала одного, а затем второго торца.
Однако в приведенных источниках научно-технической литературы не содержится рекомендаций в какой последовательности, на каких режимах следует обрабатывать кольца, оба торца которых имеют равные площадки или когда площадь одного больше площади другого в 1,5-5 и более раз.
Недостатками применения известных способ являются:
- большие непроизводительные затраты времени на многочисленные переустановки колец при шлифовании торцов;
- непроизводительные потери времени на предварительную сортировку и маркировку колец по величине изогнутости торцов;
- применение прокладок из материалов, не обладающих упругостью, что приводит к их смятию при закреплении магнитным потоком, а, следовательно, к повторным многократным перешлифовкам торцов до полного устранения изогнутости торцов, что в целом снижает производительность шлифования.
Технический результат изобретения - устранение непроизводительности затрат времени на устранение изогнутости торцов колец, повышение производительности и качества обработки.
Этот технический результат достигается тем, что заготовку кольца устанавливают на круглом магнитном столе станка, в зазоры между торцом кольца и поверхностью магнитного стола в местах изогнутости вводят компенсаторы, закрепляют кольцо на столе магнитным полем и осуществляют последовательное шлифование обоих торцов, при этом шлифование первого торца кольца ведут с усилиями резания, при которых их вертикальная составляющая Pz меньше усилия, необходимого для деформаций кольца в осевом направлении, а шлифование второго торца производят на нормативных режимах без компенсаторов.
Для колец с разными площадями торцов сначала на магнитный стол кольца устанавливают торцом с наименьшей площадью. Такое исполнение способа для колец с разными площадями торцов снижает внутренние напряжения в кольцах при закреплении их магнитным полем стола.
Компенсатор, выполненный с опорной и рабочей гранями, предназначенными для взаимодействия соответственно с магнитным столом и торцом кольца, изготовлен из закаленной мемагнитной стали в виде асимметричного клина с плоской опорной и радиусной рабочей гранями и имеет отогнутую в сторону рабочей грани под углом 45o утолщенную часть с двусторонней насечкой доя удобства пользования, при этом конусность рабочей грани к опорной составляет 1:100.
Такое конструктивное исполнение компенсатора обеспечивает компенсацию нарушенной сплошности торцов колец в местах наибольшей изогнутости, а при взаимодействии рабочей грани с торцом кольца и опорной с поверхностью магнитного стола устраняет полностью внутренние напряжения в самом кольце при воздействии на него магнитного поля стола и деформацию его вертикальной составляющей усилия резания Pz.
В случаях, когда изогнутость торцов кольца сопровождается наличием конусообразности, компенсаторы вводят дополнительное в зазоры между торцом и поверхностью стола со стороны или отверстия или наружного диаметра в местах наибольшей конусообразности.
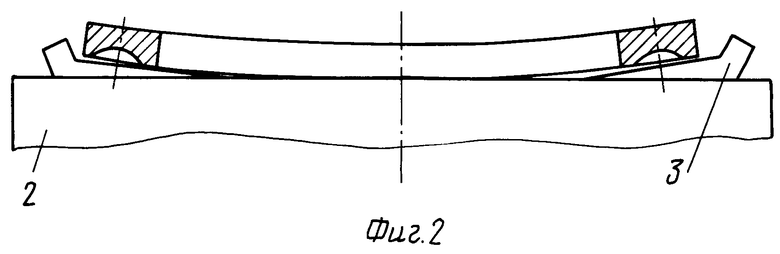
На фиг. 1 и 2 представлены поперечные разрезы колец в диаметральном сечении при контакте - кольцо-компенсатор-магнитный стол, соответственно термообработанных в штампе с восемью упорами и в свободном состоянии; на фиг. 3 и 4 - расположение колец на магнитном столе в контакте с компенсаторами соответственно для колец термообработанных в штампе и в свободном состоянии, план; на фиг. 5 - общий вид компенсатора с поперечным разрезом; на фиг. 6 - общий вид в плане колец в контакте с компенсаторами при одновременных изогнутости и конусообразности торцов.
Для осуществления способа (см. фиг. 3 и 4) заготовка кольца 1 устанавливается на магнитный стол 2 (в зависимости от формы поперечного сечения) в зазоры, образованные изогнутостью, между торцом заготовки кольца 1 и поверхностью магнитного стола 2 вводят компенсаторы 3, фиксируют заготовку кольца 1 магнитным потоком и производят обработку на режимах, при которых вертикальная составляющая их Pz меньше усилия, потребного для деформации кольца в осевом направлении; по окончании обработки первого торца кольцо переустанавливают, закрепляют и проводят обработку второго торца на нормативных режимах; по окончании обработки второго торца, отключают магнитный стол, снимают кольцо, производят измерения.
Пример. Разработаны рабочие чертежи, изготовлены и испытаны компенсаторы на операции окончательного шлифования торцов наружных колец конических роликоподшипников в производственных условиях АО Самарского подшипникового завода (АО СПЗ-9).
Испытания подтвердили полностью положения предложенного технического решения.
Использование предложенного технического решения в сравнении с известными позволит повысить качество и точность обработки торцов колец с малой осевой жесткостью, производительность шлифования за счет устранения непроизводительных потерь времени.
Предлагается по предложенному техническому решению провести в 1996-98 г. всесторонние исследования для разработки режимов шлифования торцов колец с различными величинами осевой жесткости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ НА СТАНКАХ С КРУГЛЫМ МАГНИТНЫМ СТОЛОМ ТОРЦОВ ДЕТАЛИ В ВИДЕ КОЛЬЦА | 2016 |
|
RU2647724C2 |
| СПОСОБ УСТРАНЕНИЯ ИЗОГНУТОСТИ ТОРЦОВ ДЕТАЛЕЙ КЛАССА КОЛЕЦ ШЛИФОВАНИЕМ | 2008 |
|
RU2370354C1 |
| СПОСОБ УСТРАНЕНИЯ ИЗОГНУТОСТИ ТОРЦОВ КОЛЕЦ ШЛИФОВАНИЕМ | 2004 |
|
RU2271918C2 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| УСТРОЙСТВО КЛИНОВОЕ ЗАПОРНОЕ И ПРОТИВОСДВИГОВОЕ | 2005 |
|
RU2293009C2 |
| Способ наладки внутришлифовального станка | 1985 |
|
SU1331632A1 |
| УПОР ДЛЯ ФИКСИРОВАНИЯ ДЕТАЛЕЙ НА МАГНИТНОМ СТОЛЕ | 1992 |
|
RU2030280C1 |
| ТОКАРНЫЙ СТАНОК | 1993 |
|
RU2042475C1 |
| Способ установки заготовки при шлифовании цилиндрических поверхностей | 1991 |
|
SU1802788A3 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2116165C1 |




Изобретение относится к металлообработки и предназначено для обработки шлифованием торцов деталей класса колец с малой осевой жесткостью на станках с круглым магнитным столом. Перед закреплением колец магнитным полем в зазоры между торцом кольца и поверхностью магнитного стола в местах изогнутости вводят компенсаторы. После закрепления кольца магнитным потоком производят шлифование с усилиями резания РZ меньше усилия, потребного для деформации кольца в осевом направлении. Обработку второго торца кольца ведут на нормативных режимах без компенсаторов. Кольца с асимметричным профилем поперечного сечения сначала базируют на магнитном столе торцом с наименьшей площадью. Компенсатор выполнен из немагнитной закаленной стали в виде асимметричного клина с двумя гранями - опорной и рабочей. Первая взаимодействует с поверхностью магнитного стола, а вторая - с торцом обрабатываемого кольца. Конусность рабочей грани к опорной составляет 1: 100. Утолщенная поверхность клина отогнута в сторону рабочей грани под углом 45o, имеет двухстороннюю насечку для удобства пользования. Устраняются непроизводительные потери времени на измерения, маркировку фактической изогнутости торцов, на многочисленные перешлифовки торцов. 2 с. и 1 з.п. ф-лы, 6 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кудасов Г.Ф | |||
| Плоское шлифование | |||
| М.: Машиностроение, 1967, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2030280, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| М.: НИО ВНИИП, 1987, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
