Изобретение относится к металлургии, а именно к непрерывной разливке заготовок.
Наиболее близким к заявляемому изобретению является устройство для непрерывного литья заготовок, содержащее сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, при этом каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, и закреплена на двух эксцентриковых параллельных горизонтальных валах с синхронным приводом их перемещения, а каждая из рабочих стенок второй пары с нажимным устройством установлена на приводном эксцентриковом валу с возможностью совершения смещенного к первой паре возвратно-поступательного движения, при этом приводной эксцентриковый вал имеет по длине 3 участка, крайние из которых выполнены с поворотом эксцентрика относительно среднего участка на 90o.
Недостатки известного устройства заключаются в следующем:
1. Невозможности точной регулировки ширины получаемой заготовки.
2. Повышенному износу шариков в подшипнике нажимного устройства, повреждению зажимов и искривлению опорной конструкции стенок второй пары, что приводит к ослаблению прижима к стенкам первой пары.
3. В наплывах металла на гранях заготовки, обусловленные его затеканием в образующиеся зазоры между стенками первой и второй пары.
Заявляемое устройство направлено на устранение указанных недостатков.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в:
1. Получении заготовок произвольной ширины.
2. Повышении надежности и срока работы кристаллизатора.
3. Повышении качества поверхности получаемых заготовок.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: четыре расположенных попарно продольных рабочих стенок; каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности и закреплена на двух эксцентриковых параллельных горизонтальных валах с синхронным приводом их перемещения; каждая из рабочих стенок второй пары с нажимным устройством установлена на приводном эксцентриковом валу с возможностью совершения смещенного к первой паре возвратно-поступательного движения; приводной эксцентриковый вал имеет по длине три участка, крайние из которых выполнены с поворотом эксцентрика относительно среднего участка на 90o.
Отличительные признаки: в плоском подшипнике нажимного устройства изготовлены горизонтальные канавки, в которые установлены шарики с возможностью колебания каждой из рабочих стенок второй пары в горизонтальной плоскости; в суппортах и в каждой из стенок первой пары изготовлены пазы, входящие в зацепление с винтом с образованием червячной передачи и возможностью перемещения стенок с расширенным верхним и вертикальным нижним участком по наклонной плоскости; в нижней части каждой из стенок второй пары установлены ножи с верхними и нижними режущими кромками.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Изготовление в плоском подшипнике нажимного устройства горизонтальных канавок, в которые установлены шарики, с возможностью колебания каждой из рабочих стенок второй пары в горизонтальной плоскости уменьшает износ плоского подшипника, обусловленный износом приводных элементов, неточностью настройки при сборке устройства, приводящие к колебаниям стенок второй пары. Дополнительно к этому, при работе устройства при различных режимах разливки металла, в частности при колебаниях уровня металла и уменьшении его температуры возникают дополнительные усилия, приводящие к деформации приводных валов, а соответственно к колебанию стенок в горизонтальной плоскости. Смещение плоского подшипника в нажимном устройстве приводит к появлению дополнительных усилий, необходимых для совершения стенками возвратно-поступательного движения. Наличие горизонтальных канавок в плоском подшипнике устраняет возможные его перекосы, что обеспечивает постоянство скорости разливки и получение качественной поверхности заготовки.
Изготовление в суппортах и в каждой из стенок первой пары пазов, входящих в зацепление с винтом и образование червячной передачи с возможностью перемещения стенок с расширенным верхним и вертикальным нижним по наклонной плоскости обеспечивает возможность точной регулировки необходимой ширины получаемой заготовки. Кроме этого, упрощаются операции настройки стенок и подготовки устройства к разливке металлов с заданной шириной заготовок. Дополнительно к этому, повышается надежность работы устройства за счет исключения одновременного среза пазов на стенках и деформации винта по сравнению с креплением стенок в суппортах на шпонках.
Установка в нижней части каждой из стенок второй пары ножей с верхними и нижними режущими кромками обеспечивает удаление наплывов металла с граней заготовки при его затекании в зазоры между стенками первой и второй пары в результате ослабления прижима нажимного устройства. Установка ножей на стенках второй пары, совершающих возвратно-поступательное движение, обеспечивает равномерное удаление наплывов металла на всей длине заготовки при минимальных затратах энергии. Удаление наплывов на выходе заготовки из устройства при высокой ее температуре уменьшает необходимые усилия для срезания металла, исключает повреждение поверхности заготовки и вероятность разрывов. В результате повышается эффективность работы устройства и обеспечивается получение качественной поверхности заготовки.
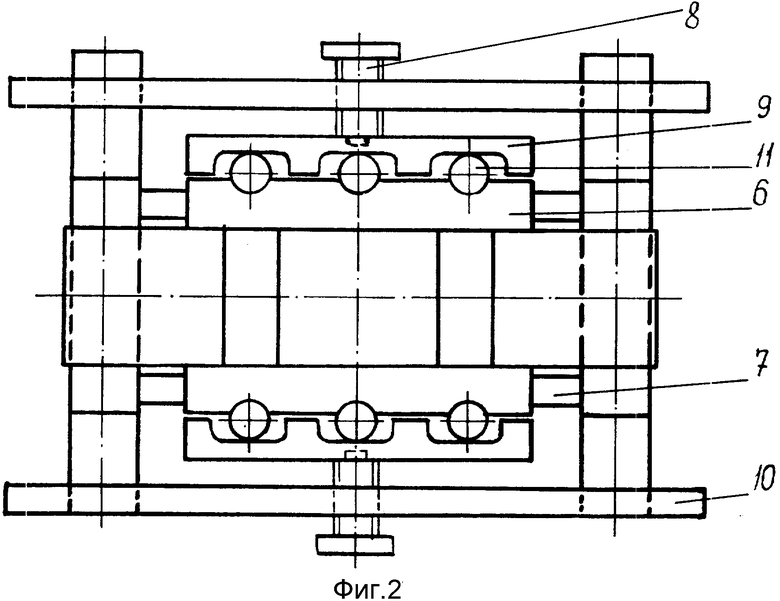
На фиг. 1 и 2 приведен внешний вид устройства для получения непрерывнолитых деформированных заготовок.
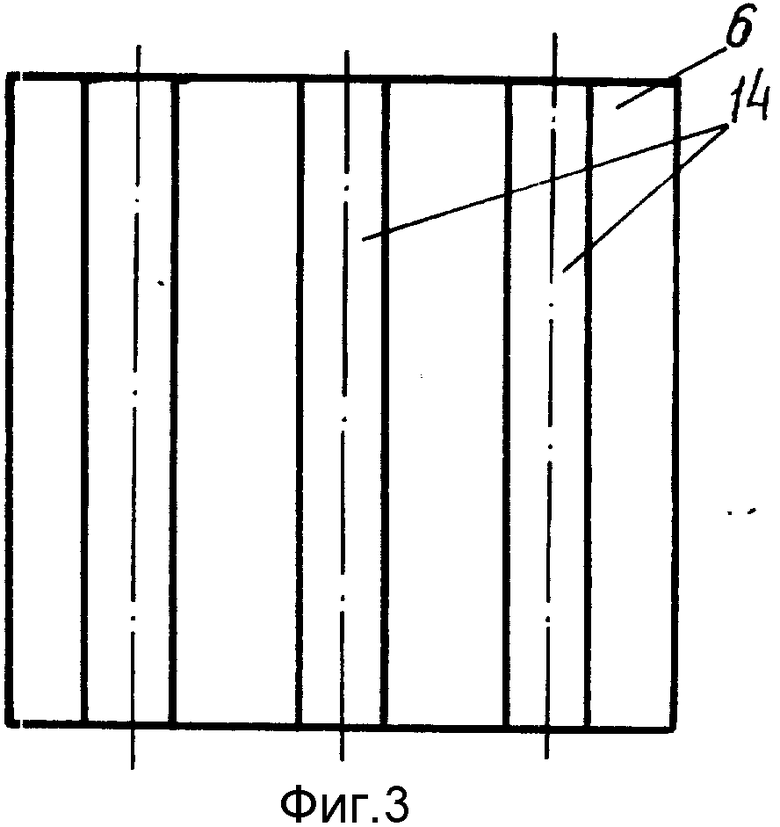
На фиг.3 показана стенка второй пары кристаллизатора, совершающая в процессе работы возвратно-поступательное движение.
На фиг. 4 показан плоский подшипник нажимного устройства стенок второй пары.
На фиг.5 в каждой рабочей стенке второй пары показано расположение двух ножей для обрезания наплывов металла.
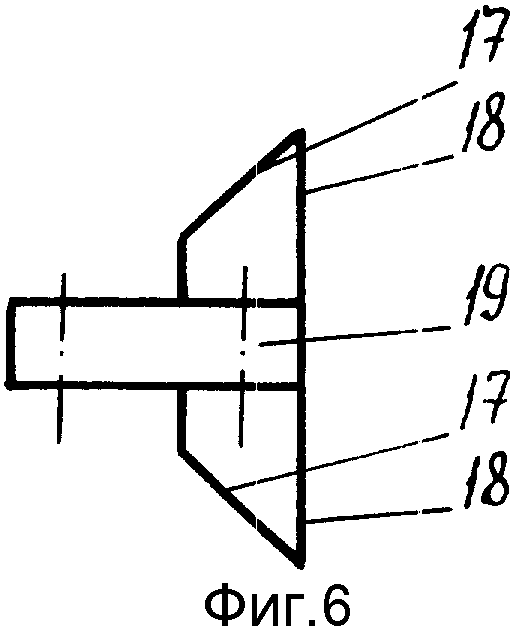
На фиг.6 изображен нож для обрезания металла.
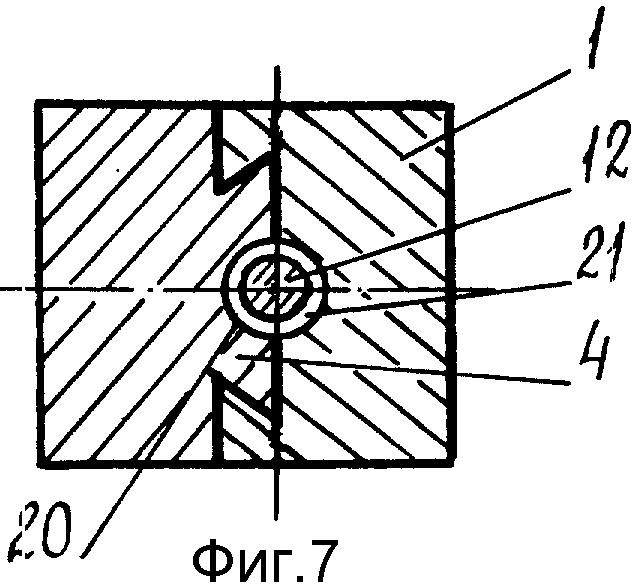
На фиг. 7 показано сечение А-А на фиг.1 суппорта и стенок первой пары, входящих в зацепление с винтом и образование червячной передачи.
Устройство на фиг. 1 и 2 содержит сборный кристаллизатор, состоящий из стенок первой пары 1 с расширенным верхним 2 и вертикальным нижним 3 участками рабочей поверхности, установленных в суппортах 4, которые в свою очередь закреплены на двух эксцентриковых параллельных валах 5, стенок второй пары 6 с приводным устройством 7, установленном на валу 5, болте 8 с плоским подшипником 9 нажимного устройства, опорных плит 10, шариков 11, винта 12, закрепленном в направляющей 13 с внутренней резьбой.
На фиг. 3 в стенках второй пары 6 показаны вертикальные канавки 14, в которые устанавливаются шарики 11 с плоским подшипником 9. По канавкам 14 в процессе возвратно-поступательного движения происходит перемещение стенок 6 относительно зафиксированного болтом 8 плоского подшипника 9.
На фиг.4 в плоском подшипнике 9 изготовлены горизонтальные канавки 15 в местах расположения шариков 11.
На фиг.5 в нижней части стенок 6 установлены ножи 16 с режущими кромками 17 и 18, имеющие основание 19, на котором производится их крепление. Расстояние между рабочими кромками 18 устанавливается равным толщине получаемых заготовок "а" с допуском "б" на деформацию металла в месте резания.
На фиг.7 в суппорте 4 пазы 20 входят в зацепление с винтом 12, который в свою очередь входит в зацепление с пазами 21 в стенках первой пары 1.
Перед работой устройства за счет вращения винтов 12 добиваются установления необходимого расстояния между вертикальными нижними 3 участками стенок первой пары 1, обеспечивающего получение заготовок толщиной "а". При этом при перемещении стенок 1 вверх по наклонной поверхности суппортов 4 толщина получаемых заготовок "а" увеличивается, а при перемещении стенок 1 вниз - уменьшается. Верхняя часть винта 12 изготавливается с резьбой и перемещается по внутренней резьбе в направляющей 13.
При сборке кристаллизатора в вертикальные канавки 14 стенок 6 устанавливается плоский подшипник 9 с шариками 11 и прижимается к стенке основанием болта 8. Одновременным затягиванием болтов 8 в плитах 10 с двух сторон стенок добиваются минимального зазора между стенками 1 и 6.
Работа устройства осуществляется следующим образом.
Включается привод валов 5. При этом суппорты 4 со стенками 1 первой пары совершают вращательное движение, а стенки 6 второй пары с приводным устройством 7 - возвратно-поступательное движение. Между вертикальными нижними участками 3 стенок 1 устанавливается затравка и проковывается за счет ее захватывания и проталкивания стенками. После этого на расширенный верхний участок 2 стенок 1 производится непрерывная заливка жидкого металла с его кристаллизацией и одновременной деформацией корочек с проталкиванием формируемой заготовки вслед затравки. В процессе работы кристаллизатора стенки 6 второй пары перемещаются относительно вращающихся шаров 11 по поверхности вертикальных 14 и горизонтальных канавок 15 в плоском подшипнике 9. Возможные максимальные колебания стенок 6 происходят в пределах длины горизонтальных канавок 15 в подшипнике 9. В результате уменьшается износ шариков 11 и их заклинивание. Выходящая из кристаллизатора заготовка с возможными наплывами металла обрабатывается режущими кромками 17 и 18 ножей 16. При этом при движении стенок 6 вверх работают верхние кромки 17 и 18, а при движении стенок 6 вниз - нижние.


Изобретение относится к металлургии, а именно к непрерывной разливке заготовок. Изобретение направлено на повышение качества поверхности получаемых непрерывно-литых деформированных заготовок и повышение надежности и срока службы кристаллизатора. Это обеспечивается тем, что в устройстве для получения непрерывнолитых деформированных заготовок, содержащем сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, каждая из стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности и закреплена на двух эксцентриковых валах с синхронным приводом их перемещения, а каждая из стенок второй пары установлена на приводном эксцентриковом валу с возможностью совершения смещенного к первой паре возвратно-поступательного движения, дополнительно в подшипнике нажимного устройства изготовлены горизонтальные канавки, в которые установлены шарики с возможностью колебания стенок второй пары в горизонтальной плоскости, а в суппортах и в каждой стенке первой пары изготовлены пазы, входящие в зацепление с винтом с образованием червячной передачи. Кроме этого, в нижней части каждой из рабочих стенок второй пары установлены ножи с верхними и нижними режущими кромками. 1 з.п.ф-лы, 7 ил.
| RU,патент, 2041011, B 22 D 11/04, 1995. |
