Изобретение относится к металлургии, а именно к устройствам для непрерывной разливки с деформацией заготовок.
Наиболее близким к предлагаемому устройству является устройство для получения непрерывнолитых заготовок [Патент 2113313 RU. Устройство для получения непрерывнолитых заготовок. Опубл. 20.06.98. Бюл. 17], содержащее сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, при этом каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности и закреплена на двух эксцентриковых параллельных горизонтальных валах с синхронным приводом их перемещения, два нажимных приспособления, установленных на эксцентриковых валах и соединенных с второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок, причем каждая рабочая стенка первой пары установлена в своем суппорте, содержащем каждый по винту.
Недостаток известного устройства заключается в возможности искривления в процессе работы двух эксцентриковых параллельных горизонтальных валов и получении разнотолщинных по длине заготовок.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в повышении надежности его работы и качества заготовок.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: сборный вертикальный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок; каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности и закреплена на двух эксцентриковых параллельных горизонтальных валах с синхронным приводом их перемещения; два нажимных приспособления, установленных на эксцентриковых валах и соединенных со второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок; каждая рабочая стенка первой пары установлена в своем суппорте, содержащем каждый по винту.
Отличительные признаки: в плоскости эксцентриковых параллельных горизонтальных валов расположено приспособление, содержащее опорный башмак, вал, регулировочные болты с подпятниками и пластинами; между двумя регулировочными болтами расположен дополнительный болт с пружиной; сила затяжки F регулировочных болтов связана с максимальным усилием деформации F1 заготовки соотношением F/F1=0,85-0,95.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Расположение в плоскости эксцентриковых параллельных горизонтальных валов приспособления, содержащего опорный башмак, вал, регулировочные болты с подпятниками и пластинами, исключает искривление эксцентриковых параллельных горизонтальных валов с получением заготовки постоянной толщины.
Наличие в приспособлении опорного башмака позволяет устанавливать на него вал и исключается необходимость изготовления в каждом суппорте дополнительных углублений под вал.
Наличие в приспособлении вала позволяет передавать через него усилия на суппорт с эксцентриковым горизонтальным валом.
Наличие в приспособлении двух регулировочных болтов с подпятниками и пластинами позволяет создать необходимое усилие на вал при настройке устройства. Кроме этого, наличие подпятников исключает возможность смещения с искривлением регулировочных болтов.
Расположение между двумя регулировочными болтами дополнительного болта с пружиной обеспечивает возможность его перемещения при повороте эксцентрикового горизонтального вала на 180o и повышается надежность работы устройства в целом.
Уменьшение соотношения F/F1 <0,85 (где F - сила затяжки регулировочных болтов, F1 - максимальное усилие деформации заготовки) приводит к возможности искривления эксцентриковых параллельных горизонтальных валов и получения разнотолщинных заготовок.
Увеличение соотношения F/F1>0,95 также приводит к возможности искривления эксцентриковых горизонтальных валов при их повороте на 180o относительно момента достижения максимального усилия деформации.
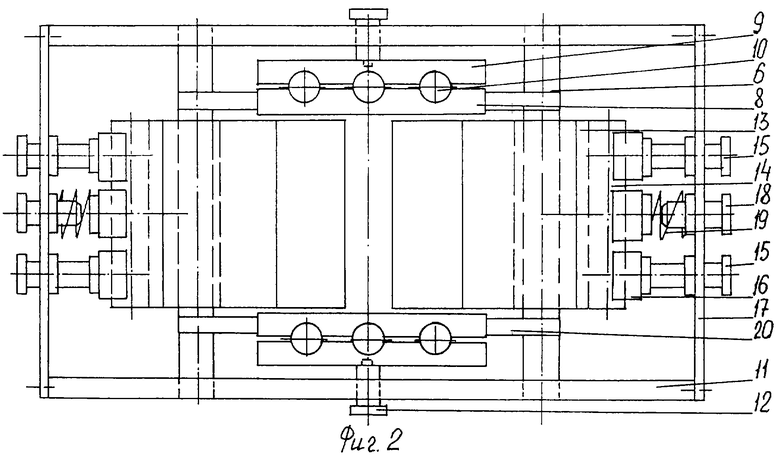
На фиг. 1 и 2 приведен внешний вид устройства для получения непрерывнолитых деформированных заготовок.
Устройство на фиг.1 и 2 содержит сборный вертикальный кристаллизатор с четырьмя расположенными попарно продольными рабочими стенками, при этом каждая из рабочих стенок первой пары 1 выполнена с расширенным верхним 2 и вертикальным нижним 3 участками рабочей поверхности, установленными в суппортах 4 с винтами 5, эксцентриковые параллельные горизонтальные валы 6 с эксцентриками 7, рабочие стенки второй пары 8, плоский подшипник 9 с шариками 10 нажимного устройства, опорные плиты 11 с болтом 12, приспособление с опорным башмаком 13, валом 14, регулировочными болтами 15 с подпятниками 16 и пластинами 17, дополнительным болтом 18 с пружиной 19. Рабочие стенки второй пары 8 соединены с приводным устройством 20, установленным на горизонтальном валу 6.
При сборке кристаллизатора плоский подшипник 9 с шариками 10 прижимается к стенкам второй пары 8 болтом 12, вворачиваемым в опорную плиту 11. Вращением винтов 5 в суппортах 4 добиваются необходимого расстояния между вертикальными нижними участками 3 рабочей поверхности стенок первой пары 1. Эксцентрики 7 параллельных горизонтальных валов 6 устанавливаются вершинами навстречу друг к другу. Вращением регулировочных болтов 15 и дополнительного болта 18 с пружиной 19 в пластинах 17 через подпятники 16 и вал 14 добиваются необходимого усилия на опорный башмак 13 и суппорт 4.
Работа устройства осуществляется следующим образом.
Включается привод параллельных горизонтальных валов 6 с эксцентриками 7. При этом суппорты 4 со стенками первой пары 1 совершают вращательное движение, а стенки 8 второй пары с приводным устройством 20 - возвратно-поступательное движение. Между вертикальными нижними участками 3 рабочей поверхности стенок первой пары 1 устанавливается затравка и проковывается за счет ее захватывания и проталкивания стенками. После этого на расширенный верхний участок 2 стенок первой пары 1 производится непрерывная заливка жидкого металла с его кристаллизацией и одновременной деформацией корочек с проталкиванием деформируемой заготовки вслед затравки. В процессе вращения валов 6 и расположения эксцентриков 7 в противоположные стороны относительно друг друга пружина 19 сжимается при перемещении суппорта 4 с опорным башмаком 13, валом 14 и подпятником 16.
Изобретение относится к металлургии, а именно к устройствам для непрерывной разливки с деформацией заготовок. Технический результат - повышение качества заготовок и повышение надежности в работе устройства. В устройстве для получения непрерывнолитых деформированных заготовок дополнительно в плоскости эксцентриковых параллельных горизонтальных валов расположено приспособление, содержащее опорный башмак, вал, регулировочные болты с подпятниками и пластинами. Кроме этого, между двумя регулировочными болтами расположен дополнительный болт с пружиной, а сила затяжки F регулировочных болтов связана с максимальным усилием деформации F1 заготовки соотношением F/F1=0,85-0,95. 1 з.п.ф-лы, 2 ил.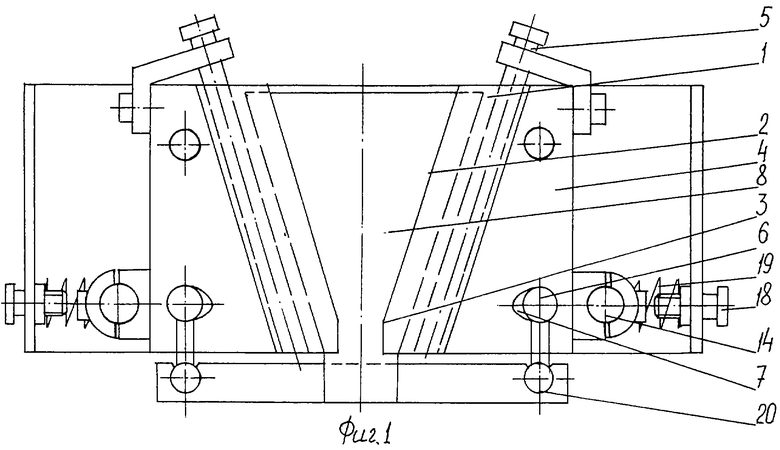
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 1996 |
|
RU2113313C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2041011C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1999 |
|
RU2147483C1 |
| Кристаллизатор и способ непрерывного вертикального литья стальной ленты | 1984 |
|
SU1336943A3 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |

