Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией заготовок.
Известно устройство для получения непрерывнолитых заготовок [Патент 2113313 RU. Устройство для получения непрерывнолитых заготовок /В.В.Стулов, В.И.Одиноков. Опубл.20.06.98. Бюл. 17], содержащее сборный вертикальный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, при этом каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, два эксцентриковых параллельных горизонтальных вала с синхронным приводом их перемещения, соединенных с первой парой рабочих стенок, два нажимных приспособления, установленных на эксцентриковых валах и соединенных со второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок, каждая рабочая стенка первой пары установлена в своем суппорте, содержащем каждый по винту, нажимное приспособление содержит подшипник, выполненный с горизонтальными канавками с установленными в них шариками.
Недостатком известного устройства является то, что отсутствие сведений о закреплении эксцентриковых горизонтальных валов в стенках первой пары затрудняет использование устройства.
Заявляемое устройство направлено на устранение указанных недостатков.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в повышении надежности работы кристаллизатора и уменьшении трудоемкости изготовления устройства.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: сборный вертикальный кристаллизатор с четырьмя расположенными попарно продольными рабочими стенками; каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности; два эксцентриковых параллельных горизонтальных вала с синхронным приводом их перемещения, соединенных с первой парой рабочих стенок, два нажимных приспособления, установленных на эксцентриковых валах и соединенных со второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок; каждая рабочая стенка первой пары установлена в своем суппорте, содержащем каждый по винту; нажимное приспособление содержат подшипник, выполненный с горизонтальными канавками, с установленными в них шариками.
Отличительные признаки: втулка с эксцентрично расположенным отверстием, установленная в каждом суппорте; на поверхности отверстия втулки изготовлены шлицы; на наружной поверхности горизонтального вала изготовлены шлицы; на наружной поверхности втулки закрепляется подшипник и узел устанавливается в отверстие суппорта; эксцентричность e отверстия во втулке, диаметр D1 вала и наружный диаметр D2 втулки связаны соотношениями D1/D2=0,6-0,8, 2e/(D2-D1)= 0,02-0,05.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Установка в каждом суппорте втулки с эксцентрично-расположенным отверстием позволяет осуществлять настройку установки для разливки различных металлов с контролируемой степенью обжатия.
Изготовление на поверхности отверстия втулки шлицов позволяет организовать ее вращение, а соответственно и перемещение суппорта с закрепленной на нем рабочей стенкой первой пары.
Изготовление на наружной поверхности горизонтального вала шлицов позволяет зафиксировать сопряжение деталей вал-втулка и организовать передачу вращения с приводного вала на втулку и суппорт с рабочей стенкой первой пары.
Закрепление на наружной поверхности втулки подшипника с установкой узла в отверстие суппорта исключает износ наружной поверхности втулки и поверхности отверстия суппорта. В результате повышается срок службы деталей, надежность работы конструкции и качество образующейся заготовки.
Уменьшение соотношения D1/D2<0,6 (где D1 - диаметр вала, D2 - наружный диаметр втулки) приводит к нецелесообразному увеличению размеров втулки по отношению к валу, а соответственно и размеров суппорта при установке узла: втулка-подшипник.
Увеличение соотношения D1/D2>0,8 затрудняет изготовление отверстия во втулке с заданной эксцентричностью.
Уменьшение соотношения 2e/(D2-D1)<0,02 (где e - эксцентричность отверстия во втулке) приводит к недостаточной степени обжатия заготовки и нерациональному выбору соотношения диаметров втулки и вала.
Увеличение соотношения 2е/(D2-D1)>0,05 затрудняет формирование заготовки в кристаллизаторе и приводит к снижению производительности устройства.
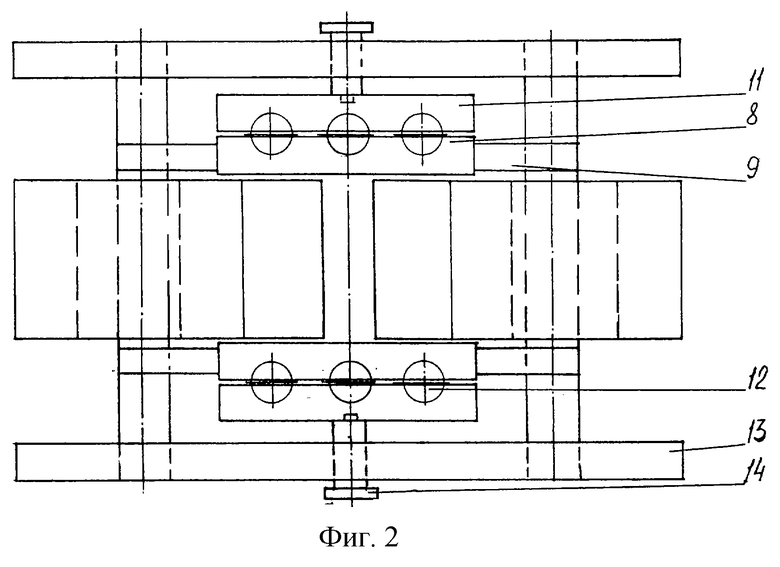
На фиг. 1 и 2 приведены внешний вид устройства для получения непрерывнолитых деформированных заготовок.
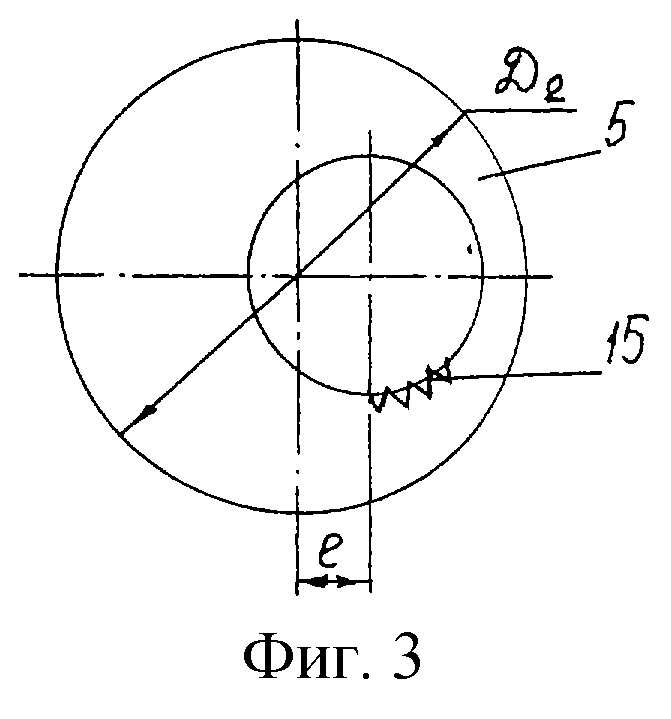
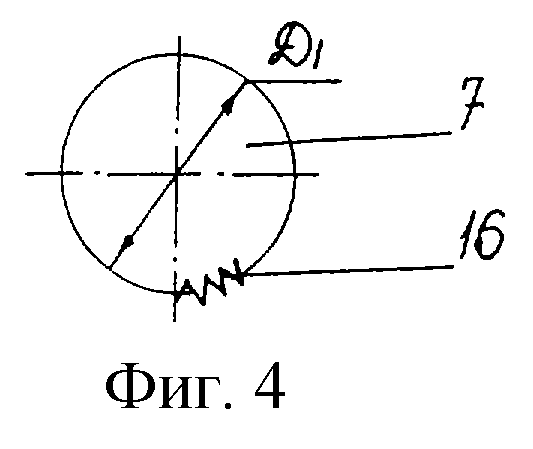
На фиг. 3 показана втулка с эксцентрично расположенным отверстием, а на фиг.4 - сечение горизонтального вала.
Устройство на фиг. 1 и 2 содержит сборный вертикальный кристаллизатор, состоящий из рабочих стенок первой пары 1 с расширенным верхним 2 и вертикальным нижним 3 участками рабочей поверхности, установленных в суппортах 4, втулки 5 с подшипником 6, горизонтального вала 7, рабочих стенок второй пары 8 с приводным устройством 9, установленным на валу 7, винтов 10, нажимного приспособления с плоским подшипником 11 и шариками 12, опорных плит 13 с поджимным болтом 14.
На фиг. 3 во втулке 5 на поверхности эксцентрично расположенного отверстия показаны шлицы 15, входящие в зацепление со шлицами 16, изготовленными на наружной поверхности горизонтального вала 7, показанного на фиг. 4. Перед работой устройства в суппорты 4 устанавливается узел: подшипник 6 и втулка 5 с необходимой эксцентричностью отверстия. По шлицам 15 во втулке 5 пропускается горизонтальный вал 7 со шлицами 16 с образованием шлицевого соединения. Вращением винта 10 добиваются получения необходимого расстояния между вертикальными нижними 3 участками рабочей поверхности стенок первой пары 1. Рабочие стенки второй пары 8 поджимаются к торцевой поверхности стенок первой пары 1 при помощи поджимного болта 14, закрепленного в опорной плите 13, и передающего усилие плоскому подшипнику 11 с шариками 12 нажимного приспособления. Между вертикальными нижними участками 3 рабочей поверхности стенок первой пары 1 устанавливается затравка.
Работа устройства осуществляется следующим образом.
Включается привод горизонтальных валов 7. При этом вместе с валами 7 происходит вращение втулок 5 с подшипником 6, которое передается суппортам 4 со стенками первой пары 1, а через приводное устройство 9 рабочие стенки второй пары 8 совершают возвратно-поступательные движения. После этого на расширенный верхний участок 2 стенок первой пары 1 производится заливка жидкого металла с его кристаллизацией и деформацией корочек с проталкиванием заготовки вслед затравки. В случае необходимости регулировки степени обжатия корочек заготовки производится замена втулки 5 с другой эксцентричностью отверстия.
Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией заготовок. В устройстве для получения непрерывнолитых деформированных заготовок дополнительно в каждом суппорте установлена втулка с эксцентрично расположенным отверстием, на поверхности которого изготовлены шлицы, входящие в зацепление со шлицами, изготовленными на наружной поверхности горизонтального вала. На наружной поверхности втулки закрепляется подшипник и узел устанавливается в отверстие суппорта. Эксцентричность e отверстия во втулке, диаметр D1 вала и наружный диаметр D2 втулки связаны соотношениями D1/D2= 0,6-0,8; 2е/(D2-D1)=0,02-0,05. Технический результат - повышение надежности работы кристаллизатора и уменьшение трудоемкости изготовления устройства. 1 з.п. ф-лы, 4 ил.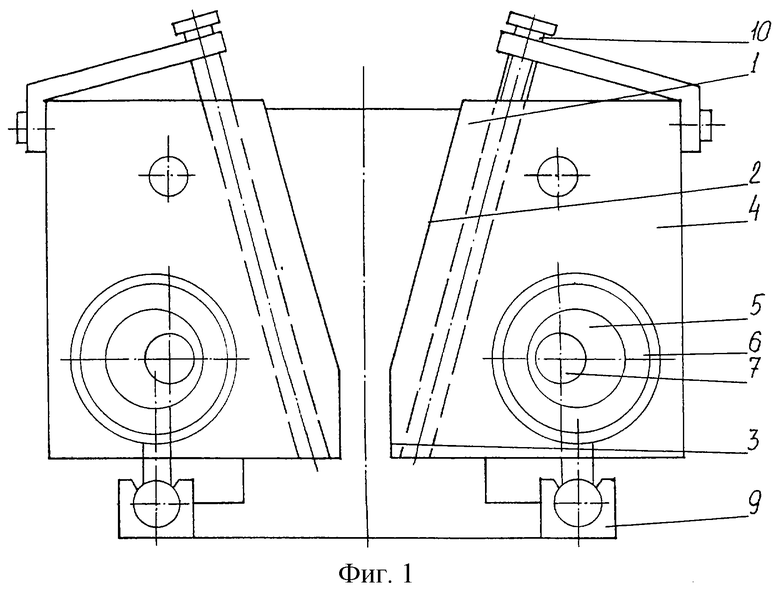
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 1996 |
|
RU2113313C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2041011C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1999 |
|
RU2147483C1 |
| Кристаллизатор и способ непрерывного вертикального литья стальной ленты | 1984 |
|
SU1336943A3 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
