Изобретение относится к абразивной промышленности, а именно к изготовлению шлифовальных и полировальных кругов на вулканитовой связке, преимущественно с шириной прессуемого инструмента не более 35 мм.
Известен способ производства абразивного инструмента, включающий приготовление абразивной порошковой смеси заданного гранулометрического состава, прокатку ее в полосу, вырубку колец из полосы, сборку заготовки инструмента в виде пакета колец на стержне пресс-формы, дальнейшее прессование и термообработку [1].
Данный способ отличает высокая трудоемкость и низкая производительность. Наличие большого количества ручного труда и промежуточных операций приводит при сборке пакета к попаданию в него посторонних включений, которые становятся одной из причин возникновения расслоев в готовых кругах.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ производства абразивных кругов на вулканитовой связке, включающий приготовление абразивной формовочной массы заданного фракционного состава, прокатку ее валками в полосу, вырубку из полосы заготовки по развертке-параллелограмму формуемого круга, свертку заготовки в кольцо вокруг стержня пресс-формы, формовку и термообработку [2].
Данный способ позволяет уменьшить трудоемкость, но не обеспечивает необходимой механической прочности кольцевой части заготовки, поскольку предложенная форма развертки ее кольцевой части не обеспечивает в процессе формования достижения необходимых сдвиговых деформаций в плоскости контакта, образующейся после сворачивания развертки в кольцо.
Таким образом, основным недостатком наиболее близкого аналога является неудовлетворительная механическая прочность готовых изделий.
Задача, решаемая изобретением, - улучшение качества готовых изделий за счет обеспечения необходимой механической прочности.
Поставленная задача достигается тем, что в известном способе производства абразивных кругов на вулканитовой связке, включающем приготовление абразивной формовочной массы заданного фракционного состава, прокатку ее валками в полосу, вырубку из полосы заготовки по развертке-параллелограмму формуемого круга, свертку заготовки в кольцо вокруг стержня пресс-формы, формовку и термообработку, развертку-параллелограмм выполняют по диагонали, проведенной по боковой поверхности формуемого круга, а заготовку вырубают в виде двух половин, разделенных по малой диагонали развертки-параллелограмма, и сворачивают вокруг стержня пресс-формы при обращении их больших оснований к формовочным плитам.
То, что развертку-параллелограмм формуемого круга выполняют по диагонали, проведенной по боковой поверхности формуемого круга, а заготовку вырубают в виде двух половин, разделенных по малой диагонали развертки-параллелограмма, и сворачивают вокруг стержня пресс-формы при обращении их больших оснований к формовочным плитам позволит достичь необходимых по величине и равномерных по сечению кольцевой заготовки сдвиговых деформаций, обеспечить необходимую адгезию в плоскости контакта половин заготовок для получения достаточной механической прочности готовых изделий.
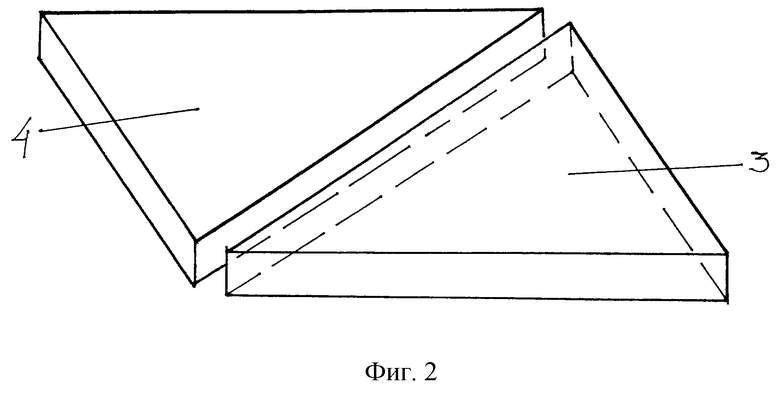
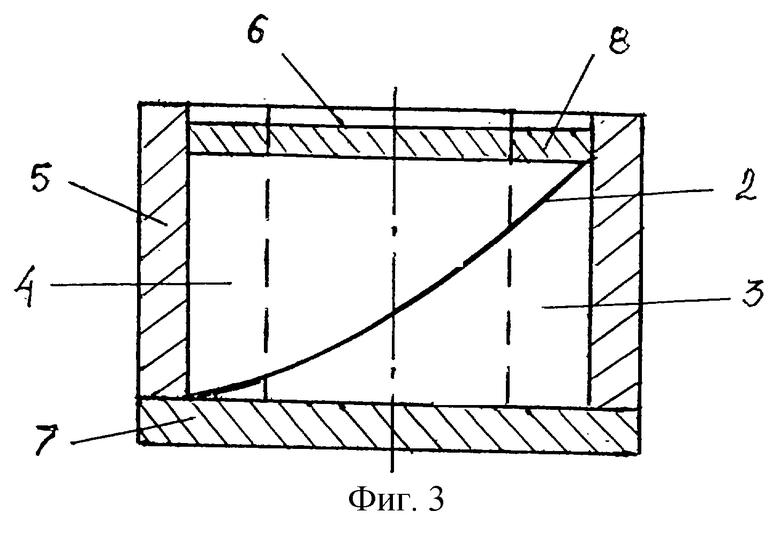
На фиг.1 показан абразивный круг с линией развертки, на фиг.2 - вырубаемая из полосы заготовка, состоящая из двух половин, на фиг.3 - пресс-форма с уложенной заготовкой.
На фиг. 1-3 обозначены: 1 - абразивный круг, 2 - диагональ, по которой выполняют развертку-параллелограмм формуемого круга, 3, 4 - две половины заготовки, 5 - кольцевая матрица пресс-формы, 6 - стержень, 7, 8 - нижняя и верхняя формовочные плиты.
Способ осуществляют следующим образом.
Предварительно по имеющемуся чертежу формуемого круга 1 делают его развертку по диагонали 2, проведенной по боковой поверхности круга, и определяют размеры исходной заготовки. Из абразивной формовочной массы заданного фракционного состава прокатывают полосу (условно не показана), из которой затем вырубают исходную заготовку в соответствии с ранее определенными размерами в виде двух половин 3 и 4. После этого упомянутые половины 3, 4 сворачивают вокруг стержня 6 кольцевой матрицы 5 пресс-формы, обратив при этом их большие основания к формовочным плитам 7, 8, и затем осуществляют формование круга.
По данному способу были получены опытные круги марки СТ с наружным диаметром 350 мм, высотой 125 мм и внутренним диаметром 280 мм. Для этого была прокатана из абразивной формовочной массы полоса толщиной 30 мм, шириной ≈140 мм и длиной ≈1250 мм. Из полосы вырубалась заготовка с размерами, соответствующими развертке формуемого круга, которая представляла из себя параллелограмм и делилась затем на две половины по меньшей диагонали полученной развертки. Далее согласно описанию изобретения обе половины укладывались в пресс-форму и осуществлялось формование круга на гидравлическом прессе усилием 6300 кН. В полученной опытно-промышленной партии кругов в количестве 12 штук расслои отсутствовали как в сыром виде, так и после термо- и мехобработки. Кроме этого, следует отметить отсутствие на боковой поверхности круга после его формования наличие следа контактной плоскости сборной заготовки, который характерен для традиционной технологии. Это свидетельствует о хорошей адгезии контактирующих плоскостей сборной заготовки.
Предложенный способ целесообразно использовать в абразивной промышленности при производстве шлифовальных и полировальных кругов на вулканитовой связке.
Источники информации
1. Каталог-справочник /Под ред. Рыбакова В.А. Абразивные материалы и инструменты. - М.: НИИ по машиностроению, 1967, с.197.
2. Авт. свид. СССР 942979 "Способ изготовления чашечных шлифовальных кругов". М.кл.3 B 24 D 17/00 от 15.07.82.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чашечных шлифовальных кругов | 1980 |
|
SU942979A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2113975C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |
Изобретение может быть использовано для изготовления шлифовальных и полировальных кругов шириной не более 35 мм. Способ включает приготовление абразивной формовочной массы заданного фракционного состава, прокатку ее валками в полосу, вырубку из полосы заготовки по развертке-параллелограмму формуемого круга, свертку заготовки в кольцо вокруг стержня пресс-формы, формовку и термообработку. Развертку-параллелограмм выполняют по диагонали, проведенной по боковой поверхности формуемого круга. Заготовку вырубают в виде двух половин, разделенных по малой диагонали развертки параллелограмма, и сворачивают вокруг стержня пресс-формы при обращении их больших оснований к формовочным плитам. Изобретение позволяет повысить качество готовых изделий. 3 ил.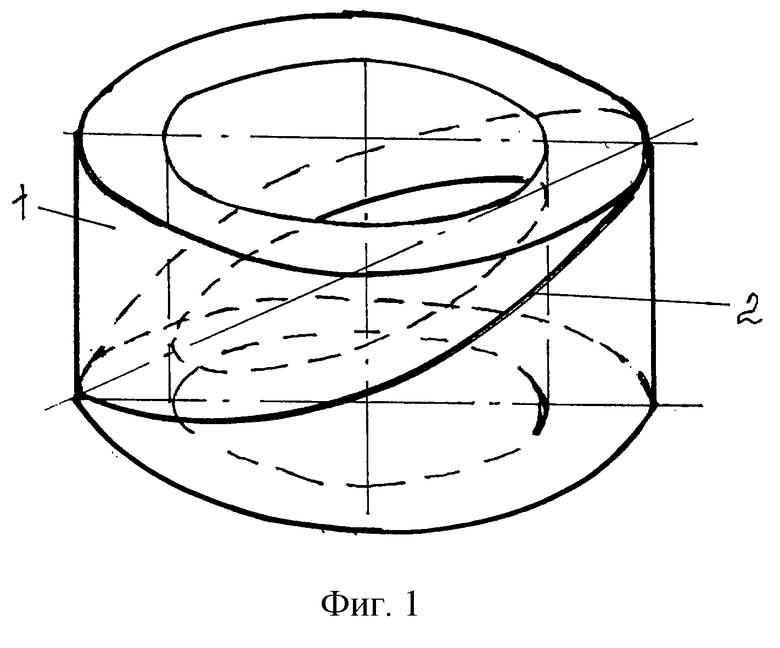
Способ производства абразивных кругов на вулканитовой связке, включающий приготовление абразивной формовочной массы заданного фракционного состава, прокатку ее валками в полосу, вырубку из полосы заготовки по развертке-параллелограмму формуемого круга, свертку заготовки в кольцо вокруг стержня пресс-формы, формовку и термообработку, отличающийся тем, что развертку-параллелограмм выполняют по диагонали, проведенной по боковой поверхности формуемого круга, а заготовку вырубают в виде двух половин, разделенных по малой диагонали развертки параллелограмма, и сворачивают вокруг стержня пресс-формы при обращении их больших оснований к формовочным плитам.
| SU 972979, 15.07.1982 | |||
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| ТЕХНОЛОГИЧЕСКИЕ ИНСТРУКЦИИ ПО ИЗГОТОВЛЕНИЮ ВУЛКАНИТОВЫХ И ГИБКИХ ПОЛИРОВАЛЬНЫХ КРУГОВ | |||
| - Челябинск: Южно-Уральский ЦНТИ, 1970, с.51-54. | |||

