Изобретение относится к электродной промышленности, а именно к способам графитации углеродных изделий, применяемым в электрических печах сопротивления.
Известен способ графитации углеродных изделий путем непосредственного пропускания тока через изделия, уложенные в свечи, концы которых плотно прижимают друг к другу путем специального внешнего гидравлического устройства. Это позволяет всю джоулевую энергию в печи выделять только в графитируемых изделиях. Этот способ реализуется, например, в конструкции печи (авт. св. N 1469870, кл. C 21 D 1/40, F 27 D 11/04), представляющей собой двухкамерную конструкцию, выложенную из огнеупорного материала, в торцевых стенках которой установлены с одной стороны токоподводы, а с противоположной стороны расположены прижимы из углеродсодержащего материала. Между токоподводами и прижимами расположены параллельными свечами углеродные изделия, которые соединены расположенной перпендикулярно осям свечей перемычкой. Для обеспечения контакта между перемычкой и изделиями укладывают дополнительные вставки с торцевыми контактирующими поверхностями, повторяющими конфигурацию поверхности контактирующего изделия. Прижим выполняют с пазом на торцевой поверхности, причем паз расположен параллельно оси перемычки.
Недостатком этого способа является низкое качество термообрабатываемых изделий, обусловленное тем, что в результате неодинакового изменения длины каждой свечи углеродных изделий вследствие их неоднородных тепловых деформаций происходит излом графитовой перемычки и выход ее из строя. Это в свою очередь прерывает электрическую цепь.
Наиболее близком аналогом (прототипом) к заявляемому способу гравитации углеродных изделий является способ, применяемый австрийской фирмой "Фест-Альпине" (Рекламный материал фирмы "Фест-Альпине", Австрия, 1989, чертеж N 00268217). Этот способ графитации углеродных изделий включает укладку их параллельными свечами между токопроводами, электрическое соединение токоподводов перемычками перпендикулярно осям свечей, а также нагрев изделий до температуры графитации путем пропускания электрического тока через нагреваемые изделия. Способ-прототип реализуется в двухкамерной электрической печи для графитации углеродных изделий, под которой выполнен из огнеупорного материала. В торцевых стенках печи встроены со стороны подвода тока неподвижные электроды, а в противоположной стене токопроводящие вставки, соединенные с гидроцилиндрами, обеспечивающими давление на свечи графитируемых углеродных изделий. Подвод тока осуществляют с одной стороны печи. С внутренней стороны печи подвижные вставки соединены графитовой перемычкой, которую устанавливают между вставками и свечами из углеродных изделий перпендикулярно осям свечей. Это сделано для образования последовательно-замкнутой электрической цепи.
Но способ-прототип имеет тот же недостаток, что и ранее описанный аналог, а именно низкое качество термообработки углеродных изделий, что обусловлено теми же причинами, что и в ранее описанном аналоге, т.е. в процессе графитации углеродных изделий из-за тепловых деформаций происходит излом графитовой перемычки, выход ее из строя, что в свою очередь прерывает электрическую цепь.
Сущность изобретения состоит в том, что в способе графитации углеродных изделий, включающем укладку их параллельными свечами между токоподводами, электрическое соединение токоподводов перемычками перпендикулярно осям свечей, а также нагрев изделий до температуры графитации путем пропускания электрического тока через нагреваемые изделия, перемычки устанавливают свободно на токоподводы. Вместе с тем токоподводы укладывают на дополнительные перемычки, также расположенные перпендикулярно осям свечей. Кроме того, перемычки спаривают, а контактирующие поверхности токоподводов и перемычек механически обрабатывают. Сами же перемычки выполняют графитовыми.
Задачей, стоящей перед изобретателями, являлось создание такого способа графитации углеродных изделий, который позволил бы резко повысить качество их термической обработки. Техническим результатом решенной изобретателями задачи явилось предотвращение излома графитовой перемычки и, как следствие, выхода ее из строя. Это в свою очередь позволило предотвращать разрыв электрической цепи: передний токоподвод - термообрабатываемые изделия - задний токоподвод - графитовая перемычка - задний токоподвод - обрабатываемые изделия - передний токоподвод, т.е. это позволило предотвращать прерывание и полную остановку технологического процесса графитации углеродных изделий.
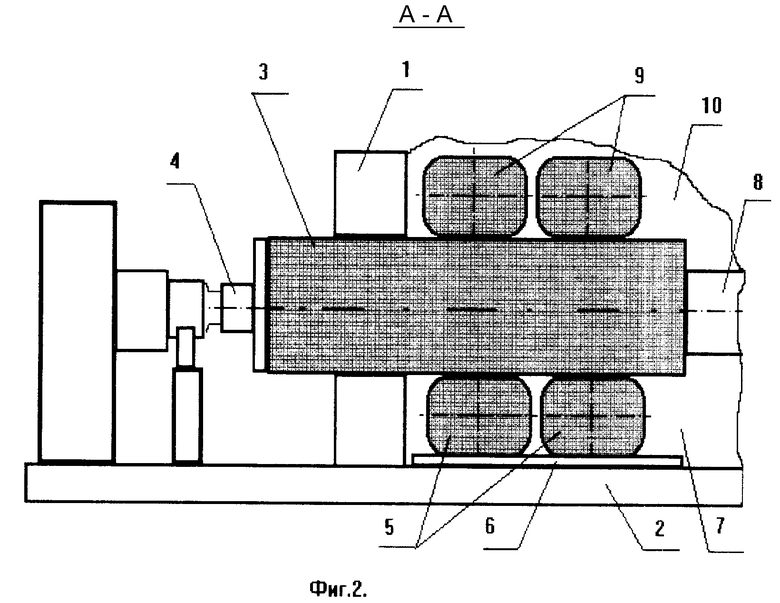
Заявляемый способ графитации углеродных изделий реализуется в электрической печи сопротивления, которая поясняется фиг.1 и 2, где на фиг.1 изображена печь, вид сверху; на фиг.2 - разрез А-А на фиг.1.
Электрическая печь сопротивления для реализации заявляемого способа графитации углеродных изделий представляет собой камерную конструкцию, выполненную из огнеупорного материала. Она состоит из корпуса 1, пода 2, задних токоподводов 3, соединенных с гидроцилиндрами 4. С противоположной стороны, не показанной на фигурах, смонтированы передние токоподводы, соединенные с источником тока. Для приведения печи к работе под задние токоподводы 3 укладывают нижние спаренные перемычки 5, причем площади соприкосновения перемычек и токоподводов для лучшего их контакта механически обрабатывают. Кроме этого, используют теплоизоляционную подкладку 6, устанавливаемую на под 2 печи. Затем на под 2 печи укладывают слой теплоизоляционной шихты 7, а на этот слой - углеродные изделия 8, подвергаемые графитации. Торцы углеродных изделий 8 также предварительно подвергают механической обработке, как и токоподводы, и нижние перемычки. Уложенные в свечи углеродные изделия сжимают с помощью гидроцилиндров 4, усилие на которые передается через задние токоподводы. После этого сверху на токоподводы перпендикулярно осям свечей, состоящих из подвергаемых графитации углеродных изделий, укладывают верхние спаренные графитовые перемычки 9. Затем сверху на углеродные изделия 8 и верхние спаренные графитовые перемычки 9 насыпают слой верхней теплоизоляционной шихты 10. После подготовки печи к работе через передние токоподводы производят ее подключение к источнику тока, который на фигурах не показан. В процессе работы электрической печи сопротивления происходит постепенный нагрев углеродных изделий 8 до температуры графитации. Одновременно происходит и тепловое расширение углеродных изделий и, как следствие, удлинение свечей, причем удлинение неравномерное. Это вызывает перемещение задних токоподводов 3, т.к. углеродные изделия уложены с токоподводами 3 соосно. В процессе термообработки изделий токоподводы 3 скользят над и под спаренными графитовыми перемычками 5 и 9, обеспечивая тем самым надежный электрический контакт. Таким образом, никаких механических усилий со стороны задних токоподводов 3 не будет передаваться графитовым перемычкам, которые остаются целыми в ходе всего технологического процесса графитации углеродных изделий. В результате этого цикл нагрева не прерывается и, как следствие, резко повышается качество графитации углеродных изделий.
Авторами был проведен сопоставительный анализ использования различных способов графитации углеродных изделий. По способу-прототипу было проведено 9 кампаний, из которых 4 закончились сбоем (44,44%). По заявляемому способу было проведено свыше 100 кампаний и ни одного случая сбоя не произошло, поэтому можно с уверенностью заявить, что применение заявляемого способа графитации углеродных изделий в народном хозяйстве позволит резко повысить их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАФИТАЦИИ УГЛЕРОДНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2494963C2 |
| СПОСОБ ГРАФИТАЦИИ УГЛЕРОДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2372284C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ГРАФИТАЦИИ УГЛЕРОДНОГО МАТЕРИАЛА | 1989 |
|
RU2028977C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ПРОХОДНАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ГРАФИТАЦИИ УГЛЕРОДНОГО ВОЛОКНА В ЗАЩИТНОЙ СРЕДЕ ИНЕРТНОГО ГАЗА | 2006 |
|
RU2354906C2 |
| ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ ГРАФИТАЦИИ | 2015 |
|
RU2610083C2 |
| СПОСОБ ОЧИСТКИ УГЛЕРОДНОГО МАТЕРИАЛА | 1993 |
|
RU2071935C1 |
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
| Электрическая печь сопротивления типа Ачесона для графитации углеродных изделий | 1991 |
|
SU1803690A1 |
| ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ ГРАФИТАЦИИ | 2010 |
|
RU2452910C2 |
| ВЫСОКОПРОЧНЫЙ ГРАФИТИРОВАННЫЙ МАТЕРИАЛ | 1998 |
|
RU2160704C2 |
Изобретение предназначено для электродной промышленности и может быть использовано при получении электродов для электропечей сопротивления. Углеродные изделия укладывают параллельными свечами между токоподводами, соединяют перемычками перпендикулярно осям свечей. Токоподводы укладывают на спаренные дополнительные перемычки. Перемычки на токоподводы устанавливают свободно, выполняют из графита. Контактирующие поверхности токоподводов и перемычек предварительно обрабатывают механически. Изделие нагревают до температуры графитации пропусканием электрического тока. Повышается качество графитированных изделий, исключается разрыв электрической цепи в ходе графитации. 4 з.п. ф-лы, 2 ил.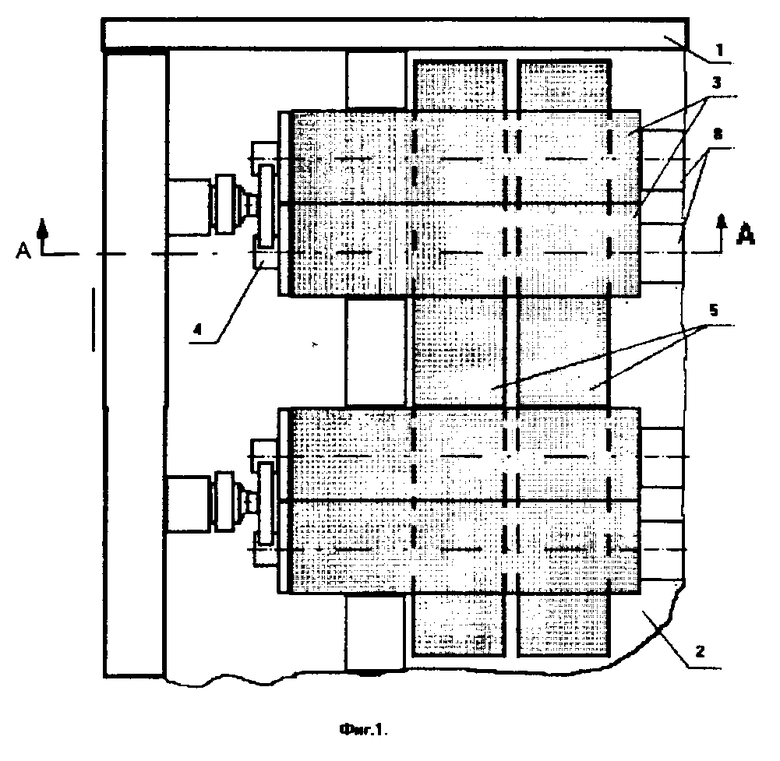
| Stranggraphitierungsanlage Zum Graphitieren Von Amorphen Kohlenstoffkoerpern, Voest-Alpine Maschinenbau, Gesellschaft m.b.H., Linz, Oesterreich, Angebon NR: 6450/71083-2, Februar 1989, черт | |||
| 0 |
|
SU268217A1 | |
| СПОСОБ ГРАФИТАЦИИ УГОЛЬНЫХ ИЗДЕЛИЙ | 1937 |
|
SU52908A1 |
| 0 |
|
SU194781A1 | |
| Способ графитации углеродных изделий | 1977 |
|
SU632647A1 |
| Способ получения графитированных изделий | 1972 |
|
SU743950A1 |
| Патрон гайковерта | 1986 |
|
SU1470496A1 |
| US 4942002 A, 1990. | |||

