Последовательное соединение верхних и. нижних торцов заготовок друг с другом и с токоиодводами графитированными пластинами с использованием неэлектроироводной иересыпки вышеуказанного состава обеспечивает равномерность температурного поля в электрической печи при термообработке, так как создает условия для преимущественного ирохождения тока вдоль заготовок и практически полностью исключает прохождение тока через нересыику, что интенсифицирует процесс термообработки и повышает физико-механические характеристики графитированиых электродов.
На фиг. 1 представлена схема загрузки электродных заготовок в электрической иечи, вид сбоку; на фиг. 2 - то же, вид сверху.
На чертежах иоказаны гранулированная углеродсодержаш,ая пересыпка 1, графитовые пластины 2, электродные заготовки 3, токоподводы 4.
Пример 1. Прессованные зеленые электродные заготовки 3 на основе смеси нефтяного прокаленного кокса (смесь ниролизного и крекингового 1:1) и среднетемпературного каменноугольного пека 0 100мм, длиной 500 мм загружают в лабораторную электрическую печь сопротивления (размеры рабочего пространства печи 1,Ох1,ОХ Х4,5 м) следующим образом.
На подину электрической печи ианосяч слой гранулированной углеродсодержащей иересыпкн 1, включающей 54% каменноугольного кокса, ГОСТ 11-255-75, 30% песка и 16% двуокиси цпркоиия. Толщина слоя 100 мм, фракционный состав иересыпки:
-4 4-0,5 мм94%
-6 +4 мм4%
-0,5 + 0 мм2%
На слой иересыпкп вплотную к нижнему токоиодводу торца иечи укладывают графитовую пластину 2 размерами 70х70Х Х250мм таким образом, чтобы образовался плотный электрический контакт между токоподводом и пластиной. На иротивоположный конец пластины с помощью мостового электрического крана вертикально устанавливают нрессованную электродную заготовку 0 100 мм с образованием илотного электрического контакта. На расстоянии 50 мм от нее но длине и ширине иечи укладывают другую пластину 2 размерами 70x70X250 мм. На блилший конец иластины к первой устанавливают вторую заготовку 0 100 мм. Далее верхние торцы двух заготовок соединяют такой же графитовой пластиной 2. Аналогично укладывают следующие электропроводящие звенья, состоящие из заготовок н пластин, вдоль и поперек иечи, используя все пространство печи. Получается 18 рядов по длине печи И 4 ряда - по ширине печи. Торцы
крайних заготовок при помощи графитовых
пластин соединяют с токоподводами печи. После того, как все заготовки 0 100 мм установлены в иечи и соединены графнтовыми нластинами, рабочее пространство печи до самого верха засыпают углеродсодержащей пересыпкой, состоящей из 54% каменноугольного кокса, 30% песка и 1б7о двуокиси циркония. Фракциоииый состав пересыпки такой же, как и иа иодине иечи. После загрузки иечь иодключают к источиику питания и осуществляют .
Обжиг осуществляют по следующему режиму со скоростью нагрева, град/ч: ДО 100°С50
100-250°С37
250-500°С21
500-700°С66
700-900°С200
Продолл ительиость нагрева 22 ч.
Графитацию до 2700°С ведут со скоростью нагрева 180 град/ч. Продолжительность 10 ч.
Пример 2. Прессованные зеленые электродиые заготовки 3 0500 мм, длпиой 1700 мм иа основе смеси нефтяного прокаленного кокса (смесь пиролизного н крекннгового 1:1) и среднетемпературного камеииоугольиого иека загружают в электрическую иечь соиротнвления следующим образом.
На подину электрической печи наносят слой гранулированной углеродсодержащей пересыпки 1, состоящей из 52% кокса, ГОСТ 11255-75, 33% иеска и 15% двуокиси циркония, фракционный cocTais пересыпки:
-4 +0,5 мм92,7%
-6+4 мм5,1%
-0,5 + 0 мм2,2%
Толщина слоя 100 мм. На слой пересыпки вплотную к нижнему токоподводу торца печи укладывают графитнрованную пластину 2 размерами 80x500x1100 мм таким образом, чтобы образовался нлотный электрический коитакт между токоподводом и пластиной. На противоположный конец нластины с помощью мостового электрического крана вертикально устанавливают прессованную электродную заготовку 0500 мм с образованием плотного электрического контакта. На расстоянии 80 мм от нее по длине и ширине печи укладывают другую пластину размерами 80x500X1100 мм. На ближний коиец этой иластины к первой устанавливают вторую заготовку 0 500 мм. Далее верхиие торцы двух заготовок соединяют такой же графитированной пластиной. Аналогично укладывают следующие электропроводящие звенья, состоящие из заготовок и пластин, вдоль и поперек печи, используя все пространство печи. Получается 13 рядов по длине печи и 3 ряда по ширине печи.
Торцы крайних заготовок при помощи графитированных пластин соединяют с токоподводами печи. После того как все заготовки 0500 мм установлены в печи и соединены графитированными пластинами рабочее пространство печи до верха засыпают гранулированным углеродсодержакшм материалом (52% каменноугольного кокса, 33% песка и 15% двуокиси циркония). Пересыпка имеет такой же фракционный состав, как и на подине печи.
Обжиг осуществляют по следующему режиму со скоростью нагрева, град/ч:
100°С
5
15 250°С 500°С
125 700°С
40 900°С
15
Графитацию до 2700°С ведут со скоростью нагрева 44,0 град/ч в течение 42 ч.
В таблице представлены сравнительные опытные данные продолжительности процесса и физико-механических характеристик графитпроваиных электродов, полученных но предложенному сиособу и по прототипу.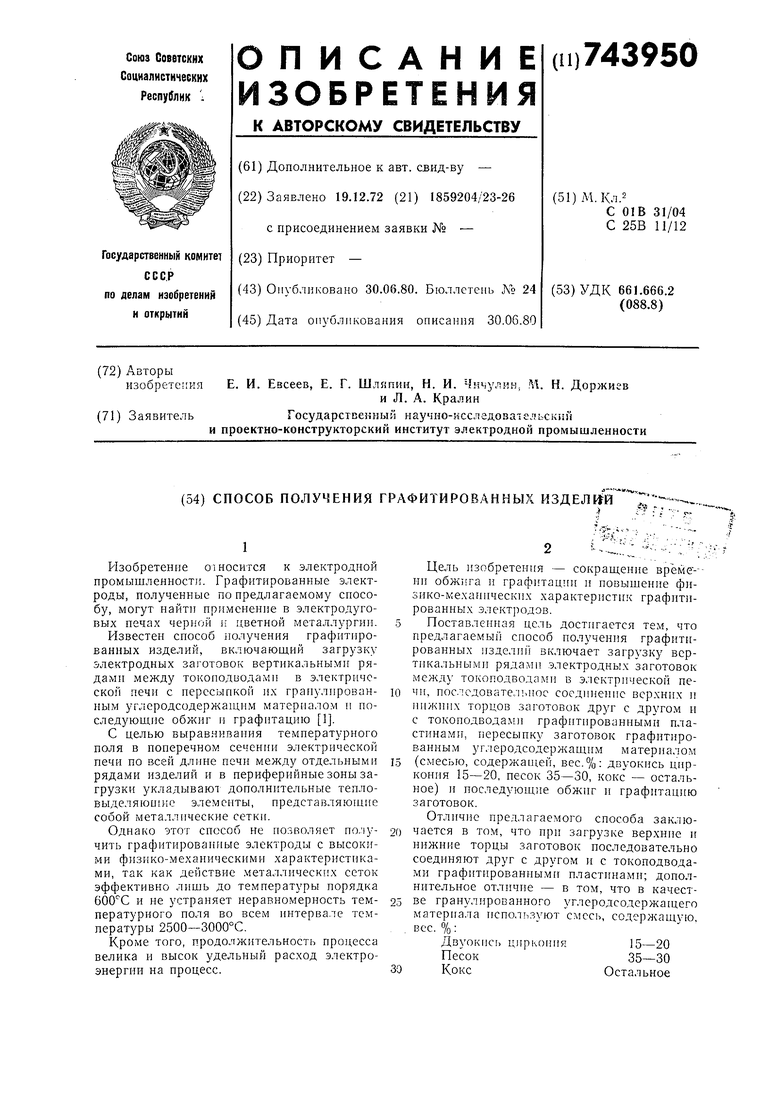


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
| Электрическая печь для графитации углеродных заготовок | 1981 |
|
SU996835A1 |
| Способ получения графитовых изделий | 1973 |
|
SU515723A1 |
| Способ пакетировки углеродных цилиндрических заготовок в печах графитации | 1981 |
|
SU998337A1 |
| Способ получения углеродосодержащих заготовок | 1983 |
|
SU1161463A1 |
| СПОСОБ ГРАФИТАЦИИ | 2006 |
|
RU2322388C2 |
| УГЛЕРОДСОДЕРЖАЩАЯ ШИХТА ДЛЯ КРУПНОГАБАРИТНЫХ ГРАФИТИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
SU1790136A1 |
| Способ пакетировки углеродных цилиндрических заготовок | 1980 |
|
SU912641A1 |
| Способ графитации углеродных изделий | 1977 |
|
SU632647A1 |
| Способ пакетировки углеродных цилиндрических заготовок для графитации | 1988 |
|
SU1692937A1 |

Как следует из данных, приведенных в таблице, иредлагаемый способ позволяет получить графитированные электроды с более высокими физико-механическим характер 1стиками, чем изиестиы -, умеиьш Т1 иродолжительиость обжша и рафитац 1.
Удельное электросоирогивление графитированных электродов снижается на 7- 12%, исключается брак по трещи 1ам, снижается зольность графита на 0,05%.
Кроме того, иредлагаемый способ позволяет сохранить равномерное темнературное иоле до конца процесса (перепад температур меньше, чем по известному способу в 2,8 раза), снизить удельный расход электроэнергии на 2877 кВт-ч/т, повысить активное соиротивление иечи в конце процесса более чем в 2 раза.
Формула изобретения
Двуокись циркония15-20
Песок35-30
КоксОстальное
Источники информации, принятые во вн 1мание при экспертизе 1. Патент США Л 2644020, кл. 13-7, опублик. 30.06.53 (прототии).
