Изобретение относится к области машиностроения и может использоваться при изготовлении стальных деталей машин и инструмента с поверхностным упрочнением нитроцементацией с последующей закалкой и отпуском.
Известен способ изготовления деталей из среднеуглеродистых легированных сталей с объемной закалкой, например, шестерен из стали 40Х (Болховитинов. Металловедение и термическая обработка. М.: Машгиз, 1961, с.319). При этом получается недостаточная прочность и твердость поверхностного слоя.
Наиболее близким способом к предложенному является способ изготовления деталей из конструкционных среднеуглеродистых экономнолегированных сталей, включающий изготовления деталей, нитроцементацию и последующую термическую обработку для упрочнения диффузионного слоя и сердцевины, включающую закалку и низкотемпературный отпуск (Р.П.Шубин, М.Л, Гринберг, Нитроцементация деталей машин, М.: Машиностроение, 1975, с 37).
К недостаткам прототипа относится недостаточная вязкость и пластичности сердцевины деталей после низкого отпуска.
Задачей изобретения является обеспечение достаточной вязкости и пластичности сердцевины деталей при высокой твердости поверхностного диффузионного слоя.
Поставленная задача решается тем, что в способе изготовления деталей из конструкционных среднеуглеродистых экономнолегированных сталей, включающем изготовление деталей, нитроцементацию и последующую термическую обработку для упрочнения диффузионного слоя и сердцевины, включающую закалку и низкотемпературный отпуск, детали изготовляют с припуском, а после низкотемпературного отпуска дополнительно проводят среднетемператупный отпуск. Для стали 40Х температура среднетемпературного отпуска составляет 400oC.
Для реализации способа выполняют следующие операции: Изготавливают детали с технологическим припуском, меньшим по толщине, чем толщина диффузионного слоя; выполняют нитроцементацию; закаливают детали; выполняют низкотемпературный отпуск непосредственно после закалки, накапливая партию деталей для среднетемпературного отпуска, который предпочтительнее делать "одной садкой"; выполняют среднетемпературный отпуск; выполняют окончательную механическую обработку, снимая в допустимых пределах технологический припуск, например, с целью устранения коробления и деформации деталей.
Пример. Изготавливались ножки суперножниц из стали 40Х, предназначенных для многократного использования при разрезке металлических прутков при нормальной и пониженной (до -50oC) температуре.
Ножи по два в комплекте имеют рифленую режущую кромку.
Ножи изготовлены из кованых пластин. Поковки сделаны из прутка. С припуском 0,2 мм ножи подвергались нитроцементации, проводимой при температуре 800oC в две ступени: с выдержкой при этой температуре - в течение 15 ч с подачей триэтаноламина 65±5 капель в минуту и 2 ч с подачей триэтаноламина 45±5 капель в минуту, затем осуществлялось подстуживание садки в печи до 650 - 700oC с подачей триэтаноламина 45 капель в минуту, выгрузка и охлаждение садки на воздухе до температуры помещения. После светлой закалки ножки подвергались низкому отпуску (180oC, 2 ч) и стреднетемпературному отжигу (400oC, 3 ч) с охлаждением в масле.
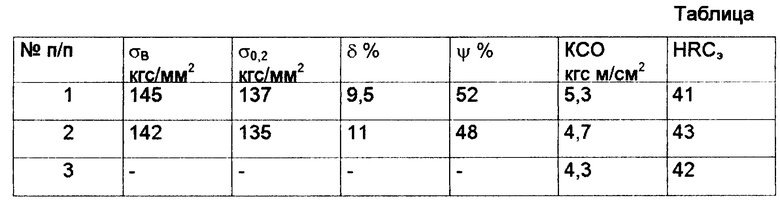
Поверхностная твердость ножей составляла 52 - 22 HRC3 сердцевины 42 - 46 HRC3.
При резке стального прутка диаметром 20 мм ножи выдержали заданное техническими условиями число циклов.
При отсутствии среднетемпературного отпуска, с одним низким, ножи хрупко разрушаются.
В таблице 1 приведены механические свойства сердцевины ножей после предлагаемой термообработки.
Ножи суперножниц имеют многоцелевое назначение и должны обладать высокой конструктивной прочностью, помимо стойкости режущей кромки. При этом повышение вязкости стали в сердцевине имеет большое значение.
На чертеже показано распределение микротвердости от поверхности по толщине диффузионного слоя, включая сердцевину. Достаточно высокое значение твердости (выше 540 HV 0,2) сохраняется на глубине слоя 0,3 мм, затем плавно снижается до уровня твердости сердцевины. Это обеспечивает прочность и износостойкость режущей части ножей.
Технический результат реализации изобретения заключается в повышении усталостной прочности деталей, работающих в режиме многоциклового нагружения, за счет повышения вязкости металла сердцевины. Например, на шестернях это может снизить вероятность разрушения от трещин в основании зуба. На ножах суперножниц снижается вероятность разрешения проушин, воспринимающих нагрузки конструкции при ее эксплуатации.
Способ позволяет применять недорогие стали, например, 40Х для высоконагруженных деталей многоциклового применения.
Изобретение относится к области машиностроения и может использоваться при изготовлении стальных деталей машин и инструмента с поверхностным упрочнением. Способ предусматривает изготовление деталей из конструкционных среднеуглеродистых экономнолегированных сталей с припуском, их нитроцементацию и последующую термическую обработку для упрочнения диффузионного слоя и сердцевины, включающую закалку, низкотемпературный отпуск и среднетемпературный отпуск, который для деталей из стали 40Х проводят при 400oC. Техническим результатом от реализации изобретения является повышение усталостной прочности деталей, работающих в режиме многоциклового нагружения за счет повышения вязкости металла сердцевины. 1 з.п. ф-лы, 1 табл., 1 ил.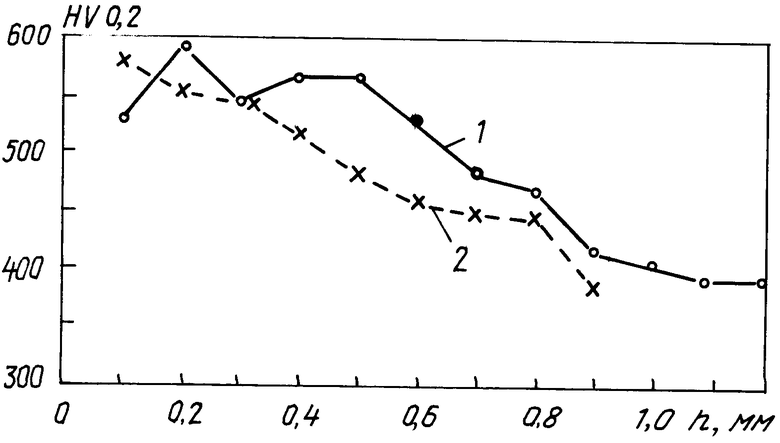
| Шубин Р.И., Гринберг М.Л | |||
| Нитроцементация деталей машин | |||
| - М., 1975, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
