Изобретение относится к области машиностроения и может использоваться на машиностроительных заводах при контроле качества стальных деталей с поверхностным упрочнением диффузионным слоем после химико-термической обработки.
Ударная вязкость является определяющим показателем механических свойств при оценке стойкости изделий к хрупкости, хладноломкости, изделий северного исполнения. При контроле качества химико-термической обработки применяют ударные призматические образцы с концентратором напряжений (ГОСТ 9454-78), так же, как и при контроле вязкости стали сердцевины. Однако наличие твердого диффузионного слоя на всех поверхностях такого образца резко снижает значение ударной вязкости при испытании на ударный изгиб. Эти значения нередко выходят за порог чувствительности метода, особенно при испытании замороженных образцов. Например, при испытании на копре модели 2011 КМ-30 не рекомендуется использовать первый 10% шкалы, т.е. 150 Дж или 15 кгс•м. При сечении образца N1 0,8 см2 допустимая ударная вязкость равна при этом 1,8 кгс•м/см2. Это не обеспечивает достоверной оценки ударной вязкости закаленных образцов с химико-термической обработкой по четырем граням, особенно при толщине слоя до 1 мм и концентрации углерода выше 1%.
Необходим другой способ определения ударной вязкости на образцах с диффузионным слоем, расширяющий диапазон достоверных значений.
За прототип принят способ определения ударной вязкости образцов с диффузионным слоем по всем четырем граням 10 мм х 55 мм, применяемый, например, при оценке качества нитроцементации (книга: Шубин Р.П., Гринберг М.Л. Нитроцементация деталей машин. М.: Машиностроение, 1975). Например, для углеродистой стали У8 ударная вязкость при комнатной температуре доходит до 0,3 кгс•м/см2 после нитроцементации и термообработки.
Недостатком прототипа является насыщение всех четырех больших граней ударного образца при химико-термической обработке с последующей закалкой, приводящее к снижению работы разрушения при испытании и низким значениям ударной вязкости.
Цель изобретения - поднять значения ударной вязкости при испытании на ударный изгиб таких же по геометрическим параметрам образцов без замены оборудования.
Поставленная цель достигается исключением диффузионного насыщения двух из четырех граней (не считая торцовые) при химико-термической обработке.
Общие признаки с прототипом: применение призматических ударных образцов с поперечным концентратором напряжений, химико-термическая обработка и последующая закалка с отпуском. Отличительные признаки: на двух гранях (одной боковой и смежной, противоположной от паза - концентратора) диффузионный слой не наносится.
Для реализации способа выполняют операции:
1. Изготавливают детали и ударные образцы - свидетели из той же стали.
2. Наносят на образцы "кругом" (на все грани) защитное электролитическое меднение толщиной 30-50 мкм (справочник "Металловедение и термическая обработка стали и чугуна". М.: Металлургиздат, 1956).
3. Снимают медь с двух граней одной боковой и смежной с ней, не имеющей паза - концентратора, например, шлифовкой на глубину 0,1 мм.
4. Проводят диффузионное насыщение поверхности деталей и образцов.
5. Снимают медь с образцов химическим способом, предотвращая наводороживание и снятие диффузионного слоя.
6. Закаливают и отпускают детали совместно с образцами.
7. Испытывают образцы на ударном копре и определяют ударную вязкость по ГОСТ 9454-78. Изобретение поясняется фотографией, на которой представлены поперечные макрошлифы ударных образцов из стали 40Х с нитроцементацией, закалкой и отпуском (один с диффузионным слоем по четырем граням, другой - по двум смежным; виден паз-концентратор на одной из граней).
Способ проверен практически при разработке технологий упрочнения ножей суперножниц.
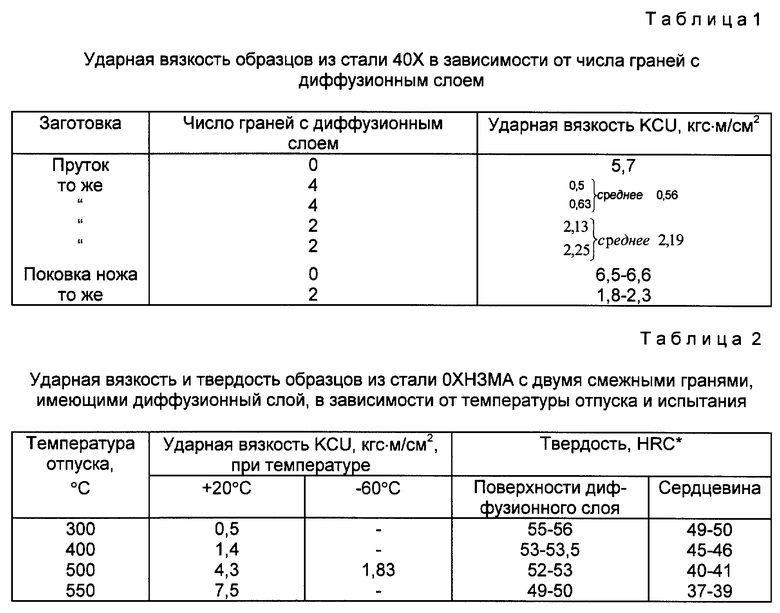
Пример 1. Образцы ударные N 1 изготавливали из стали марки 40Х. Нитроцементация проведена при температуре 800o 15 ч с триэтаноламином, закалка от 820oC, отпуск 400oC с нагревом 24 с охлаждением в масле. В таблице 1 показана ударная вязкость образцов без диффузионного слоя (сердцевина деталей) и образцов с четырьмя и двумя упрочненными гранями. Видно из таблицы 1, что значения ударной вязкости образцов с четырьмя упрочненными гранями низки, меньше 1,8 кгс•м/см2. При испытаниях с отрицательными температурами значения KCU будут еще ниже.
Образцы с двумя упрочненными гранями имеют запас значений KCU и позволяют разрабатывать надежную технологию упрочнения деталей (KCU 1,8-2,3 кгс•м/см2 из поковок и 2,13-2,25 кгс•м/см2 из прутка).
На чертеже показана макроструктура поперечного шлифа испытанных образцов. Глубина слоя равна 0,8-1,1 мм. Твердость поверхности диффузионного слоя равна 52-53 HRC, сердцевины - 42...46 HRC.
Пример 2. При разработке технологии термообработки ножей северного исполнения изготавливали ударные образцы N 1 стали ОХНЗМА. Образцы имели диффузионный слой толщиной 0,8-1,0 мм по двум смежным граням без паза-концентратора. После закалки и отпуска при разных температурах образцы испытывались на ударный изгиб при комнатной и отрицательной температуре (-60oC). Результаты показаны в таблице 2. При отрицательной температуре испытаний значение KCU после отпуска на 500oC равна 1,83 кгс•м/см2, что достоверно. Если бы при этом образцы имели диффузионный слой по четырем граням, то KCU было бы в 4 раза меньше, т.е. 1,83 кгс•м/см2: 4 = 0,57 кгс•м/см2. Коэффициент 4 получен делением средних значений 2,19:0,56 = 3,9 ≈ 4 (таблица 1).
* При отпуске 400 и 300 oC значения KCU еще меньше, ниже порога 1,8 кгс• м /см2 , т. е. недостоверны ( см. табл.2). При этом невозможно оценивать надежность технологии и изделий.
Технический результат реализации предлагаемого способа заключается в расширении достоверного диапазона определения ударной вязкости образцов с диффузионным слоем, по которым аттестуется качество термообработки изделий с химико-термической обработкой. Возможность осуществления способа подтверждается наличием на предприятиях ударных копров, гальванических отделений для нанесения слоя меди, а также наличием плоскошлифовальных станков. Способ реализуется и включен в технологию изготовления ножей суперножниц. Повышается надежность изделий, т.к. появляется возможность испытания и определения ударной вязкости при отрицательных температурах. Предотвращаются неожиданные хрупкие разрушения изделий северного исполнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
| СПОСОБ НИТРОЗАКАЛКИ СТАЛИ С ДВОЙНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2000 |
|
RU2184796C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СРЕДНЕУГЛЕРОДИСТЫХ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 1996 |
|
RU2117069C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОПРОТИВЛЕНИЯ КОНТАКТНОЙ УСТАЛОСТИ | 1996 |
|
RU2130600C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ДИФФУЗИОННОГО СЛОЯ С УЧЕТОМ КОНФИГУРАЦИОННОГО ЭФФЕКТА | 1998 |
|
RU2147746C1 |
| КОРРОЗИОННО-СТОЙКАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ СТАЛЬ | 2005 |
|
RU2296177C1 |
| Способ упрочнения стальных деталей | 1983 |
|
SU1164290A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОСТОЙКОСТИ СТАЛИ | 1999 |
|
RU2164348C2 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ ДИФФУЗИОННОГО СЛОЯ | 1995 |
|
RU2122718C1 |
Использование: машиностроение, в частности изготовление стальных деталей машин и инструментальной оснастки с поверхностным упрочнением. Сущность изобретения: перед химико-термической обработкой на все поверхности образцов наносят защитный (от диффузионного насыщения) слой меди, затем на двух смежных гранях, не имеющих паза-концентратора, медь снимают, проводят диффузионное насыщение деталей и образцов-свидетелей, снимают медь с поверхности образцов, закаливают и отпускают детали и образцы, испытывают образцы. Технический результат: расширяется диапазон достоверного определения ударной вязкости образцов, имеющих твердый поверхностный слой, тип образцов и испытательное оборудование не меняется, что дает возможность применять способ при отрицательных температурах для оценки надежности продукции северного исполнения и предотвращения неожиданных хрупких разрушений, 1 ил. 2 табл.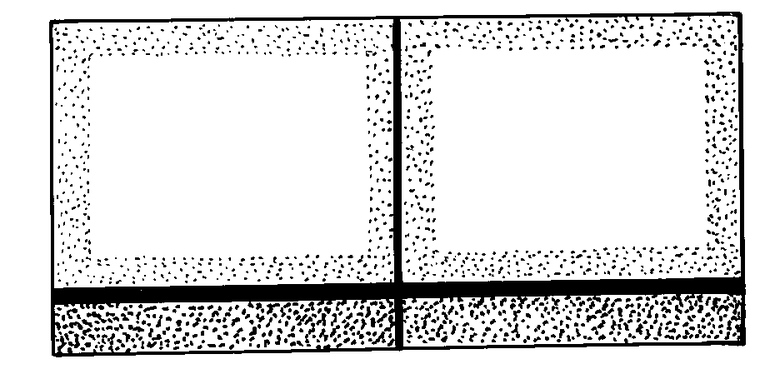
Способ определения ударной вязкости диффузионного слоя стальных деталей, включающий изготовление деталей и образцов-свидетелей, химико-термическую обработку, закалку, отпуск и испытание образцов на ударный изгиб с расчетом ударной вязкости, отличающийся тем, что образцы перед химико-термической обработкой покрывают медью по всем граням, снимают медь на двух смежных гранях, не имеющих паза-концентратора, проводят химико-термическую обработку деталей и образцов, снимают медь с образцов перед закалкой.
| Шубин Р.П., Гринберг М.Л | |||
| Нитроцементация деталей машин | |||
| - М.: Машиностроение, 1975, с.51 | |||
| Способ исследования изменения вязкости разрушения в процессе упрочнения | 1972 |
|
SU515993A1 |
| US 4008605 A, 22.02.77 | |||
| US 4425786A, 17.01.84 | |||
| Весоизмерительное устройство | 1987 |
|
SU1532819A1 |
