Изобретение относится к хонингованию, точнее к устройствам для обработки внутренних цилиндрических поверхностей, и предназначено для обработки отверстий в длинномерных изделиях.
Известна многорядная хонинговальная головка, содержащая корпус, в пазах которого установлены ряды колонок с абразивными брусками, взаимодействующими с разжимным элементом, связанным с механизмом разжима брусков [1]
При хонинговании такой головкой из-за погрешности профиля формы продольного и поперечного сечения отверстия в контакте с обрабатываемой поверхностью может находиться ограниченное число брусков, т.к. при разжиме брусков разжимной элемент одновременно воздействует своими коническими поверхностями на все ряды колодок с хонинговальными брусками, что приводит к повышению контактного давления на бруски, находящиеся в контакте с обрабатываемой поверхностью, и, как следствие к их интенсивному износу (поломкам, выкрашиванию), неравномерной (с заеданиями и рывками) работе хонинговальной головки и снижению качества обрабатываемой поверхности. Если же в контакте с обрабатываемой поверхностью, имеющей отклонение от прямолинейности на каком-либо участке детали, войдут бруски других рядов, то при этом резко возрастает вероятность заедания инструмента в отверстии и его поломка.
Известна другая многорядная хонинговальная головка, содержащая корпус, в пазах которого установлены ряды колодок с хонинговальными брусками, разжимной элемент и механизм регулирования положения каждого ряда брусков [2] такой головки поволяет независимо отрегулировать диаметр каждого ряда брусков, что компенсирует износ брусков, образовывающийся на предыдущей обработке.
Однако конструкция головки усложнена, а регулировка трудоемка и не исключает влияния формы отверстия (отклонение от прямолинейности, некруглость) на количество брусков, находящихся в контакте с обрабатываемой поверхностью, как и в аналоге.
Задачей изобретения является создание конструкции хонинговальной головки, обеспечивающей требуемую точность (прямолинейность, диаметральную точность), высокое качество обрабатываемой поверхности, исключение заедания и поломки инструмента.
Это достигается тем, что в многорядной хонинговальной головке, содержащей корпус, в пазах которого установлены ряды колодок с хонинговальными брусками, взаимодействующие с конической поверхностью разжимного штока, имеющего элемент соединения с механизмом разжима, разжимной шток выполнен из двух частей, при этом каждая часть имеет по крайней мере одну коническую поверхность и элемент соединения с механизмом разжима брусков.
Кроме того, элементы соединения с механизмом разжима брусков могут быть расположены на противоположных концах корпуса головки, а конические поверхности частей разжимного штока обращены друг к другу меньшими основаниями. Между частями разжимного штока может быть расположена пружина сжатия.
Выполнение разжимного штока из двух частей обеспечивает возможность независимого перемещения частей штока.
Снабжение частей штока элементами соединения с механизмом разжима брусков обеспечивает возможность соединения каждой части штока с механизмом разжима, что позволяет независимо друг от друга перемещать части штока с коническими поверхностями и таким образом варьировать количеством рядов брусков, находящихся в контакте с обрабатываемой поверхностью в зависимости от условий обработки.
Расположение элементов соединения с механизмом разжима брусков на противоположных концах корпуса головки и выполнение конических поверхностей частей разжимного штока, обращенными друг к другу меньшими основаниями, позволяет обеспечить доступ через механизм разжима к частям разжимного штока с двух противоположных концов головки и таким образом каждую группу брусков (работающих от одной части разжимного штока) ввести в работу, не выводя всю головку из обрабатываемого отверстия, что улучшает условия настройки головки.
Расположение пружины сжатия между частями разжимного штока упрощает возврат штока в исходное положение.
На чертеже изображен общий вид хонинговальной головки с четырьмя рядами хонинговальных брусков.
Многорядная хонинговальная головка содержит корпус 1, в пазах которого установлены ряды колодок 2, 3, 4, 5 с хонинговальными брусками 6, 7, 8, 9 соответственно. В корпусе расположен разжимной шток, выполненный из двух частей 10 и 11, установленных последовательно вдоль корпуса 1, каждая часть 10 и 11 имеет конические поверхности 12, 13 и 14, 15, взаимодействующие с колодками 2, 3 и 4, 5 соответственно. Конические поверхности 12 и 13 обращены к коническим поверхностям 14, 15 меньшими основаниями. На концах корпуса 1 головки установлены механизмы разжима брусков, каждый из которых в приведенном варианте выполнен в виде соединенного с корпусом 1 хвостовика 16 (16'), внутри которого расположен толкатель 17 (17'), связанный через пластину 18 (18') с кольцом 19 (19'). Между кольцом 19 (19') и гайкой 20 (20') расположена пружина 21 (21'). На хвостовике 16 (16') установлен лимб 22 (22') с контргайкой 23 (23'). Между частями 10 и 11 штока расположена винтовая пружина сжатия 24. Для прижима колодок 2, 3, 4, 5 к коническим поверхностям 12, 13, 14, 15 на корпусе установлены пружины 25.
Хонинговальная головка работает следующим образом.
Хонинговальную головку хвостовиком 16' присоединяют к борштанге (на чертеже не показана) станка. Лимб 22 и контргайку 23 перемещают в направлении пружины 21, сжимая последнюю, при этом под действием пружины 24 части 10 и 14 разжимного штока перемещаются к концам головки. Колодки 2, 3, 4, 5 с брусками 6, 7, 8, 9 перемещаются к оси головки. Головку с утопленными брусками 6, 7, 8, 9 заводят в обрабатываемое отверстие детали и от станка перемещают к противоположному торцу детали до выхода из отверстия механизма разжима брусков, управляющего брусками 6 и 7. Лимб 22 перемещают в сторону корпуса 1, при этом под действием пружины 21 (21'), настроенной на требуемое усилие, перемещается толкатель 17 и часть 10 разжимного штока, который своими коническими поверхностями 12 и 13 воздействует на колодки 2 и 3, перемещая первую группу брусков 6 и 7 к обрабатываемой поверхности. Из-за погрешности формы обрабатываемой поверхности может произойти контакт только одного ряда брусков, например брусков 6, с обрабатываемой поверхностью. При достижении контакта с обрабатываемой поверхностью движение брусков 6, 7, колодок 2, 3, части 10, толкателя 17, пластины 18 и кольца 19 прекращается. Лимб 22 устанавливается по отношению к торцу кольца 19 с зазором, обеспечивающим снятие заданного припуска, и фиксируется на хвостовике 16 контргайкой 23. Подводят заднюю стойку станка (на чертеже не показана) до контакта с торцем детали. Включают подвод СОЖ, вращение детали и возвратно-поступательное движение хонинговальной головки. Производят обработку двумя рядами брусков 6 и 7 в течение времени, определяемого исходя из исходных параметров детали по прямолинейности. Процесс хонингования останавливают. Из отверстия детали выводят механизм разжима, хвостовик 16' которого присоединен к борштанге, и подводят к обрабатываемой поверхности вторую группу бруски 9 и 10, аналогично первой. Аналогично настраивается величина припуска снимаемого брусками 9 и 10. Процесс хонингования возобновляется. При этом, как минимум два ряда брусков (по одному из каждой группы) находятся в контакте с обрабатываемой поверхностью. Кроме того, на предыдущих проходах одной группой брусков 6 и 7 уменьшились исходные отклонения от прямолинейности и погрешности формы, что создало условия для вхождения в контакт с обрабатываемой поверхностью всех четырех рядов брусков 6, 7, 8 и 9, равномерного нагружения всех брусков в процессе хонингования и снизило износ брусков, вероятность заклинивания 4-рядной головки в обрабатываемом отверстии и повысило качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1992 |
|
RU2041051C1 |
Использование: для хонингования внутренних цилиндрических поверхностей в длинномерных изделиях. Сущность: хонинговальная головка содержит корпус 1, ряды колодок 2, 3, 4, 5 с хонинговальными брусками 6, 7, 8, 9, разжимной шток, выполненный из двух частей 10, 11, каждая из которых имеет конические поверхности 12, 13 и 14 и 15, взаимодействующие с колодками 2, 3, 4, 5. Части 10 и 11 имеют элементы соединения с механизмами разжима брусков. В процессе хонингования в контакт с обрабатываемой поверхностью можно ввести или одну группу брусков 6, 7, или две группы 6, 7 и 8, 9, т.к. разжим брусков 6 и 7 происходит независимо от положения брусков 8 и 9 от разных частей разжимного штока. 2 з.п.ф-лы, 1 ил.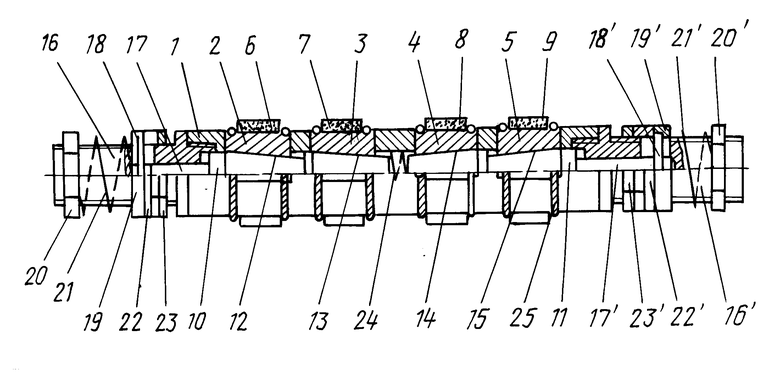
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология производства скважинных штанговых насосов в СССР и за рубежом | |||
| - М.: ЦИНТИхимнефтемаш, 1985, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1183352, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
