Настоящее изобретение относится к способу изготовления сотового элемента, при осуществлении которого набирают в пакет и/или свертывают в рулон металлические листы, которые по меньшей мере частично имеют структуру, образующую каналы для прохождения текучей среды, причем по меньшей мере часть металлических листов выполнена из многослойного материала, который имеет по меньшей мере один слой из содержащей хром стали и по меньшей мере один слой, содержащий в основном алюминий, и в процессе пайки проводят термическую обработку для практически полной гомогенизации указанных слоев, при этом места контакта между металлическими листами по меньшей мере частично спаивают между собой с помощью припоя.
Сотовый элемент указанного выше типа известен, например, из заявки WO 89/07488. Такой сотовый элемент служит носителем катализатора, который способствует превращению компонентов отработавших газов (ОГ), прежде всего ОГ двигателя внутреннего сгорания, в менее вредные для окружающей среды соединения. Сотовые элементы подвергаются высоким механическим и тепловым нагрузкам. Помимо тепловой и механической нагрузок металлические листы подвергаются воздействию среды, вызывающей коррозию. В этой связи для изготовления сотового элемента целесообразно применять металлические листы с высокой антикоррозионной стойкостью.
Из патента US 5366139 известно применение для сотовых элементов металлических листов, которые первоначально выполняют из многослойного материала. Такие листы имеют по меньшей мере один слой из содержащей хром стали и по меньшей мере один слой, содержащий в основном алюминий. Такой многослойный лист подвергают термической обработке, при которой лист в значительной мере гомогенизируется. Под гомогенизацией листа подразумевается диффузия алюминия в сталь, благодаря чему получают в основном однослойный лист, состоящий из стали с алюминием. Согласно патенту US 5366139 термическую обработку проводят сначала в вакууме или в восстановительной, а затем в окислительной атмосфере. В результате обработки листа в окислительной атмосфере на листе образуется оксидная пленка, которая в первую очередь служит слоем, способствующим адгезии для наносимого в последующем слоя из γ -оксида алюминия. Изготовление таких листов связано с относительно высокими расходами, поскольку листы для гомогенизации необходимо подвергать термической обработке.
Из патента US 4602001 известен способ изготовления паяного сотового элемента, образованного слоями металлических листов, которые имеют многослойную структуру. В этом способе предлагается проводить процесс пайки металлических листов с использованием припоя, при этом предусмотрена гомогенизация слоев, состоящих из содержащей хром стали и алюминия, при термической обработке сотового элемента в воздушной атмосфере. При таком проведении термической обработки происходит неконтролируемый процесс окисления обрабатываемого материала на достаточно большую глубину. Кроме того, применение припоя из никеля, предлагаемое в патенте US 4602001, вследствие замедленной диффузии ведет к увеличению продолжительности процесса пайки и такой припой не всегда обладает оптимальными смачивающими свойствами.
В основу настоящего изобретения была положена задача разработать такой способ изготовления сотового элемента, который был бы связан с меньшими затратами, но который позволял бы изготавливать сотовые элементы, обладающие высокой антикоррозионной стойкостью и стойкостью к механическим нагрузкам.
Указанная задача решается согласно изобретению благодаря тому, что термическую обработку проводят сначала в вакууме или в восстановительной, а затем в окислительной атмосфере и в качестве припоя используют материал на никелевой основе, содержащий от 0,5 до 8 мас.% бора, предпочтительно от 3 до 6 мас.% бора.
В соответствии с предлагаемым способом изготовления сотового элемента термическая обработка имеющего многослойную структуру листа является частью процесса пайки, в котором металлические листы по меньшей мере частично спаиваются между собой в местах их контакта. Способ по изобретению позволяет снизить расходы на изготовление сотового элемента, поскольку отпадает необходимость в предшествующей термической обработке, требуемой для практически полной гомогенизации многослойного материала, а сама гомогенизация происходит за счет подвода к слоям металлических листов тепла, необходимого для проведения процесса пайки. Таким образом, при изготовлении сотового элемента за одну единственную операцию термической обработки происходит гомогенизация слоев металлических листов, выполненных из многослойного материала. Далее, на стадии термической обработки достигается образование оксидного слоя на металлических листах, который служит слоем, способствующем адгезии промывочного слоя, а с другой стороны, осуществляется как таковой собственно процесс пайки.
Термическую обработку, как указано выше, проводят сначала в вакууме или в восстановительной атмосфере, причем по достижении максимальной температуры далее на стадии охлаждения предпочтительно создают атмосферу с незначительным парциальным давлением кислорода, преимущественно с давлением менее 1 Торр. Преимущество этого варианта осуществления предлагаемого способа состоит в том, что на металлических листах образуется слой из оксида алюминия, который наиболее пригоден в качестве грунтовки, улучшающей адгезию слоя из γ-оксида алюминия.
Такой вариант осуществления способа и применение многослойного материала, состоящего по крайней мере из одного слоя стали, содержащей хром, и по крайней мере одного слоя, содержащего в основном алюминий, позволяют использовать в качестве припоя материал на никелевой основе при максимальной температуре пайки от 1100 до 1150oC. При этом бор, содержащийся, как указано выше, в припое, служит укорителем диффузии, вследствие чего сокращается время процесса пайки при одновременном получении сопоставимых по качеству паяных соединений. Следствием сокращения времени процесса пайки является более высокая производительность паяльной печи. Кроме того, бор улучшает свойства смачиваемости припоя и тем самым позволяет получать высококачественные паяные соединения.
Особое преимущество заключается в том, что термическую обработку сначала проводят в таком интервале температур, в котором припой еще не плавится. После практически полной гомогенизации набранных в пакет листов температуру повышают до температуры плавления припоя. Преимущество такого варианта осуществления способа заключается в том, что обеспечивается практически полная гомогенизация набранных в пакет листов с получением в последующем прочного паяного соединения.
Другие преимущества и особенности предлагаемого способа поясняются на примере изготовленного этим способом сотового элемента со ссылкой на прилагаемые чертежи, на которых показано:
на фиг. 1 - схематичный вид спереди сотового элемента в соответствии с уровнем техники,
на фиг. 2 - металлический лист с многослойной структурой в соответствии с уровнем техники,
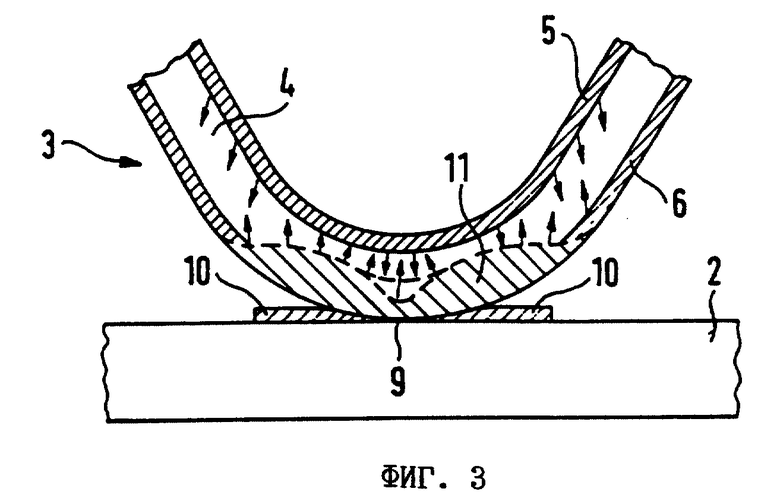
на фиг. 3 - место контакта между металлическим листом с многослойной структурой и металлическим листом в основном из гомогенной стали во время гомогенизации,
на фиг. 4 - место контакта по фиг. 3 после термической обработки и
на фиг. 5 - схематичная диаграмма температура-время.
На фиг. 1 изображен сотовый элемент 1. Этот сотовый элемент 1 состоит из термо- и коррозионно-стойких металлических листов, набранных в пакет и свернутых в рулон. Сотовый элемент 1 изготовлен из чередующихся слоев гладких и гофрированных листов 2, 3. Гладкие листы 2 выполнены в основном из гомогенной стали, содержащей по крайней мере хром и алюминий. Гофрированные листы 3 имеют многослойную структуру. Многослойные листы 3 имеют внутренний слой 4 из стали, содержащей хром. На обе стороны внутреннего слоя 4 нанесены слои 5, 6, состоящие в основном из алюминия, как это показано на фиг. 2. Изображенный на фиг. 2 металлический лист с многослойной структурой изображен в том виде, как он выглядит до термической обработки. Сотовый элемент 1, изготовленный из набранных в пакет и свернутых в рулон металлических листов, имеет структуру, образующую каналы 7 для прохождения текучей среды. Металлические листы расположены в трубчатом кожухе 8. На внутренней поверхности трубчатого кожуха 8, по меньшей мере на отдельных ее участках, предпочтительно имеется слой, состоящий в основном из алюминия. Кожух может быть соединен с листами как непосредственно, так и дополнительно с помощью обычных методов пайки.
На фиг. 3 изображено место контакта гладкого листа 2 с гофрированным листом 3. Гофрированный лист 3 имеет многослойную структуру. Между гофрированным листом 3 и гладким листом 2 в зоне, охватывающей место 9 контакта, вставлена припойная прокладка 10. На фиг. 3 изображен момент гомогенизации многослойной структуры листа 3 в процессе термической обработки. На этой стадии термической обработки алюминий, содержащийся в слоях 5 и 6, диффундирует во внутренний слой 4. Направление диффузии алюминия обозначено стрелками. На нижнем участке сгиба гофрированного листа 3 уже образовалась практически гомогенизированная зона 11. Температура гомогенизации при этом ниже температуры плавления припойной прокладки 10.
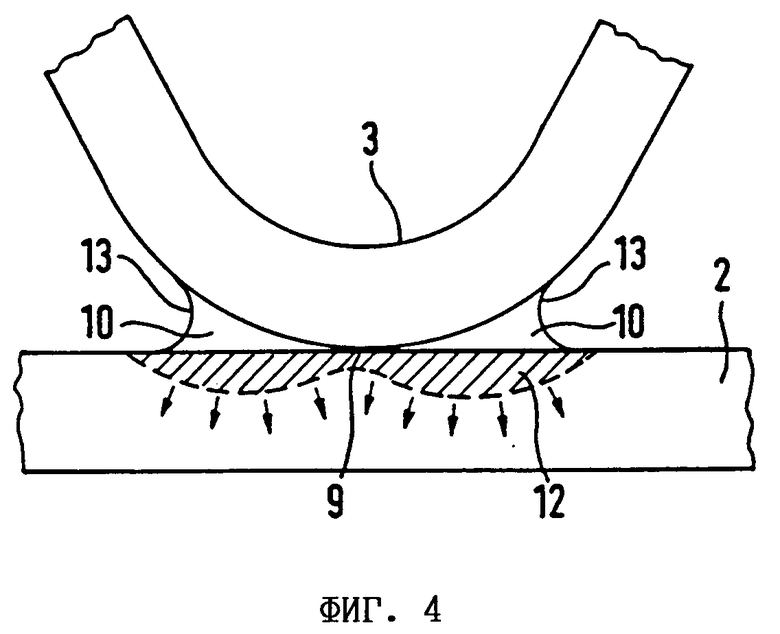
По окончании процесса гомогенизации температуру сотового элемента повышают до температуры пайки, при которой припойная прокладка 10 переходит в жидкое состояние. Между гофрированным листом 3 и гладким листом 2 расплавленный припой образует по обеим сторонам места 9 контакта мениск 13.
На стадии термической обработки в местах, не имеющих припоя, часть алюминия, образующего слой 6, может диффундировать в гладкий лист 2. Сталеалюминиевые сплавы имеют значительно меньшую температуру плавления по сравнению со сталью, поэтому внутренний слой 4 гофрированного листа и гладкий лист 2 временно расплавляются, вследствие чего в зоне, окружающей место 9 контакта, образуется внутреннее соединение, которое дополняет соединения, образовавшиеся в результате пайки в других местах. Позицией 12 обозначена та зона гладкого листа 2, в которой содержится алюминий. За счет градиента концентрации алюминий мигрирует по направлению стрелок, как показано на фиг. 4, далее во внутрь листа 2, в результате чего содержание алюминия в зоне 12 снова уменьшается, и по этой причине температура плавления зоны 12 повышается, благодаря чему места соединений затвердевают.
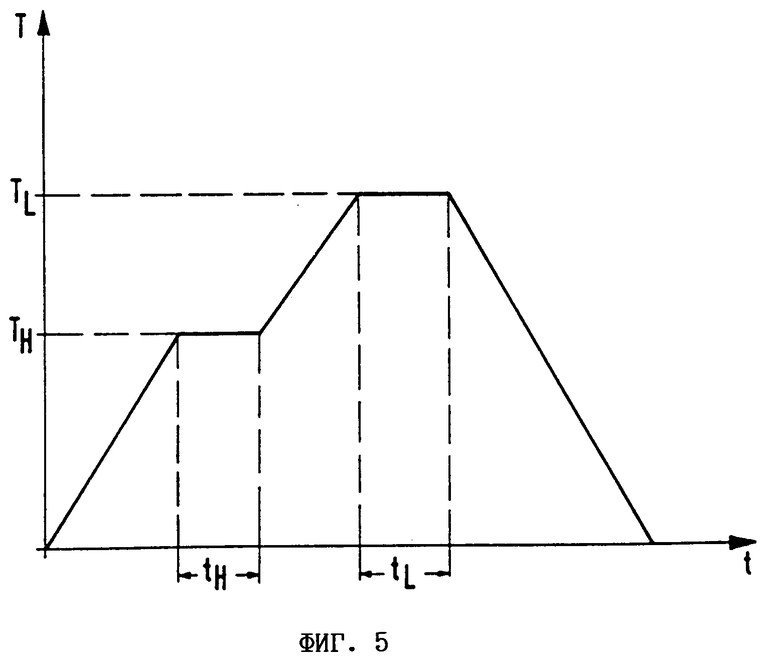
На фиг. 5 схематично изображена диаграмма температура-время. Сотовый элемент нагревают, например, в вакуумной печи для пайки, до температуры гомогенизации TH. Температура сотового элемента поддерживается на этом уровне в течение времени tH до тех пор, пока не произойдет полная гомогенизация металлических листов, имеющих многослойную структуру. Температура гомогенизации TH ниже температуры плавления припоя TL. После гомогенизации металлических листов, имеющих многослойную структуру, температуру внутри печи повышают до температуры плавления припоя TL. Температура плавления припоя может составлять около 1150oC. Для полной пропайки сотового элемента в печи в течение времени tL поддерживают температуру плавления припоя. За стадией пайки следует стадия охлаждения, причем в преобладающую в печи атмосферу предпочтительно добавляют очень небольшое количество кислорода, поддерживая парциальное давление последнего внутри печи менее 1 Торр. На стадии охлаждения сотового элемента на листах 2, 3 в результате образуется пленка из оксида алюминия, которая может служить грунтовкой, улучшающей адгезию слоя из γ-оксида алюминия.
Кривая зависимости температуры от времени, изображенная на фиг. 5, приведена в качестве примера. При соответствующем исполнении сотового элемента и печи гомогенизацию можно даже полностью проводить вплоть до достижения температуры плавления материала припоя без необходимости поддерживать в печи заданную температуру гомогенизации TH в течение определенного времени.
Предлагаемый способ может использоваться при изготовлении сотовых элементов, которые целиком или частично состоят из листов с многослойной структурой, и позволяет изготавливать с малыми затратами стойкие к высоким температурам и коррозии, а также к механическим нагрузкам элементы, которые могут применяться прежде всего в качестве каталитических нейтрализаторов ОГ транспортных средств.

Способ может быть использован для изготовления элементов, применяемых в качестве каталитических нейтрализаторов отработавших газов транспортных средств. Металлические листы частично имеют структуру, образующую каналы для прохождения текучей среды. Часть листов выполнена из многослойного материала. По меньшей мере один слой выполнен из содержащей хром стали и по меньшей мере один слой в основном из алюминия. В процессе пайки проводят термическую обработку для гомогенизации указанных слоев сначала в вакууме или в восстановительной атмосфере, затем в окислительной атмосфере. В качестве припоя используют материал на никелевой основе с 0,5 - 8,0 мас.% бора. Изготовленные сотовые элементы обладают высокой антикоррозионной стойкостью и стойкостью к механическим нагрузкам. 4 з.п.ф-лы, 5 ил.
| US 4602001, 22.07.1986 | |||
| Способ пайки сотовых панелей | 1987 |
|
SU1445877A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| DE 2947694, 03.09.1981 | |||
| Устройство для передачи крутящего момента между ведущим и ведомым валами | 1974 |
|
SU514138A1 |

