Изобретения относятся к текстильной промышленности и могут быть использованы для производства армированной пряжи.
Известен способ получения комбинированной пряжи, при котором эластичная нить скручивается с неэластичной нитью, которая в процессе дальнейшей переработки пряжи распадается и не влияет на свойства готового изделия (DE 1510665 B, 08.07.71).
Недостатком данного способа является то, что требуются дополнительные операции для достижения пряжей свойства эластичности.
Наиболее близким аналогом заявленного способа является известный способ получения армированной пряжи, заключающийся в подаче потока волокон в зазор вращающихся прядильных конденсоров при одновременной подаче в зону армирования сердечника со стороны, противоположной выводу соосно подаче сердечника готовой пряжи (US 4321789 A, 30.03.82).
Известно также устройство доля получения армированной пряжи, содержащее вращающиеся в одном направлении прядильные конденсоры, узел дискретизации, канал для подачи волокон ленты в зазор, образованный поверхностями конденсеров, узел подачи сердечника в этот зазор, выпускные валики для отвода готовой пряжи и механизм привода узла подачи сердечника и выпускных валиков (US 4321789 A, 30.03.82).
Однако способность к растяжению армированной пряжи, полученной таким способом, определяется всецело свойством использованной сердечниковой нити; так, в случае неэластичной сердечниковой нити пряжа не обладает свойством упругой растяжимости, а в случае использования эластичной - оболочка пряжи будет обрываться при растягивании пряжи на длину, большую той, которой подвергалась сердечниковая нить в момент армирования. Кроме того, неограниченная эластичность армированной пряжи создает трудности на технологических переходах при дальнейшем ее использовании.
Задачей группы изобретений является создание способа и устройства для получения армированной пряжи, обеспечивающих получение технического результата, состоящего в получении пряжи, обладающей свойством ограниченной растяжимости, то есть легко растягивающейся до заданного предела без разрушения волокнистой оболочки.
Этот технический результат в способе получения армированной пряжи, заключающемся в подаче потока волокон в зазор вращающихся прядильных конденсоров при одновременной подаче в зону армирования сердечника со стороны, противоположной выводу соосно подаче сердечника готовой пряжи, достигается тем, что в зону армирования сердечника подают по меньшей мере две сердечниковые нити, одна из которых эластичная, а другая - неэластичная, при этом эластичную сердечниковую нить подают со скоростью, меньшей скорости выпуска готовой пряжи, а неэластичную сердечниковую нить подают со скоростью, близкой к скорости выпуска.
В устройстве для получения армированной пряжи, содержащем вращающиеся в одном направлении прядильные конденсоры, узел дискретизации, канал для подачи волокон ленты в зазор, образованный поверхностями конденсоров, узел подачи сердечника в этот зазор, выпускные валики для отвода готовой пряжи и механизм привода узла подачи сердечника и выпускных валиков, указанный технический результат достигается тем, что узел подачи сердечника содержит приводлной валик с выполненными по его ширине участками различного диаметра и несколько нажимных валиков, выполненных с возможностью свободного вращения, при этом участок для подачи эластичной сердечниковой нити выполнен с меньшим диаметром, чем участок для подачи неэластичной сердечниковой нити, причем каждому участку приводного валика соответствует один нажимной валик, а механизм привода выполнен с возможностью поддержания скорости поверхности участка для подачи неэластичной сердечниковой нити, соизмеримой со скоростью выпускных валиков.
Сущность изобретения поясняется чертежом, где представлена схема устройства для получения армированной пряжи.
Устройство для получения армированной пряжи содержит узел подачи сердечника 1, в котором на валике 2, выполненном с возможностью принудительного вращения от механизма привода 3, жестко закреплены участки 4 и 5 цилиндрической формы, при этом диаметр участка 4 для подачи эластичной нити с паковки 6 меньше, чем диаметр участка 5 для подачи неэластичной нити с паковки 7. Паковки 6 и 7 установлены на рамке (не показана). Нажимные валики 8 и 9 выполнены с возможностью вращения независимо один от другого, при этом валик 8 своей цилиндрической поверхностью соприкасается с участком 4, а валик 9 соответственно с участком 5.
Прядильные конденсеры 10 образуют зазор 11, в котором расположено выходное сечение канала 12, а его входное сечение соединено с узлом дискретизации 13. Выпускной валик 14, имеющий линию с нажимным валиком 15, выполнен с возможностью принудительного вращения от приводного механизма 3.
Способ получения армированной пряжи осуществляют следующим образом.
С паковки 6 при помощи участка 4 валика 2 и нажимного валика 8 в зазор 11 с паковки 6 подают эластичную нить 16 с меньшей скоростью, чем скорость неэластичной нити 17, которую подают с паковки 7 при помощи участка 5 и нажимного валика 9, что достигается меньшим диаметром участка 4. В результате разницы скоростей эластичную нить 16 подают в зазор 11 в растянутом состоянии, так как скорость приводного валика 14 выпускной пары валиков 14 и 15 поддерживают на одном уровне со скоростью участка 5 валика 2. Обе нити 16 и 17 в зазоре 11 армируют волокнами, которые подают по каналу 12 из ленты 18 после ее обработки в узел дискретизации 13. Благодаря вращению в одном направлении конденсоров 10 сердечниковым нитям 16 и 17 сообщают ложную крутку, а на участке, расположенном до линии контакта выпускных валиков 13 и 14 (по ходу движения продукта), формируют волокнистую оболочку с действительной круткой волокон. Полученную армированную пряжу 19 парой выпускных валиков 14 и 15 непрерывно отводят из зазора 11 и наматывают на бобину (не показана).
Данный способ и устройство для его осуществления позволяют получить армированную пряжу, сердечниковые нити которой не имеют взаимной крутки и поэтому не влияют на свойства друг друга, а скреплены между собой волокнистой оболочкой, волокна которой равномерно обкручены вокруг них. За счет меньшей величины скорости подачи эластичной сердечниковой нити относительно скорости подачи неэластичной нити сердечник обкручен волокнами в зазоре конденсоров при растянутой на некоторую величину эластичной нити. При снятии продольной нагрузки полученная армированная пряжа сжимается до величины растяжения эластичной нити. При снятии продольной нагрузки полученная армированная пряжа сжимается до величины растяжения эластичной нити, которая сообщалась ей в момент армирования волокон, осуществленного в зазоре конденсоров, а при повторном продольном воздействии имеет способность к растягиванию на ту же длину.
Дальнейшему растяжению армированной пряжи препятствует неэластичная сердечниковая нить, что обеспечивает целостность волокнистой оболочки, а также является условием удобства использования полученной пряжи в процессе последующих технологических переходов, сопровождающихся продольными воздействиями на пряжу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЯЖИ | 1999 |
|
RU2161665C1 |
| ПРЯДИЛЬНЫЙ АППАРАТ | 1995 |
|
RU2098524C1 |
| Чесально-прядильный агрегат | 1976 |
|
SU558977A1 |
| Прядильно-армирующий аппарат | 1971 |
|
SU456058A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ НИТИ С МЕТАЛЛОСОДЕРЖАЩИМ СЕРДЕЧНИКОМ | 1997 |
|
RU2124596C1 |
| Устройство для обработки отходов натурального шелка | 1989 |
|
SU1786201A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ФАСОННОЙ ПРЯЖИ | 1968 |
|
SU212804A1 |
| Устройство для получения пряжи | 1991 |
|
SU1786204A1 |
| Устройство для получения фасонной пряжи | 1989 |
|
SU1680822A1 |
| Способ получения армированной нити | 1980 |
|
SU859496A1 |
Для получения пряжи, обладающей свойством ограниченной растяжимости, то есть легко растягивающейся до заданного предела без разрушения волокнистой оболочки, согласно способу в зазор вращающихся в одном направлении прядильных конденсоров подают по меньшей мере две сердечниковых нити различной эластичности. Более эластичную нить подают со скоростью, меньшей скорости выпуска готовой пряжи, а неэластичную нить - со скоростью, близкой к скорости выпуска пряжи. Сердечниковые нити армируют волокнами, которые подают по всей ширине зазора, образованного поверхностями прядильных конденсоров. Для получения указанной пряжи устройство для осуществления способа содержит приводной валик узла подачи сердечника с выполненным на нем участком для подачи эластичной нити, имеющим диаметр, меньший диаметра другого участка для подачи неэластичной нити. Приводной валик выпускной пары кинематически связан с приводным валиком узла подачи с возможностью поддержания скорости поверхности участка для подачи неэластичной нити, соизмеримой со скоростью выпускных валиков. 2 с.п.ф-лы, 1 ил.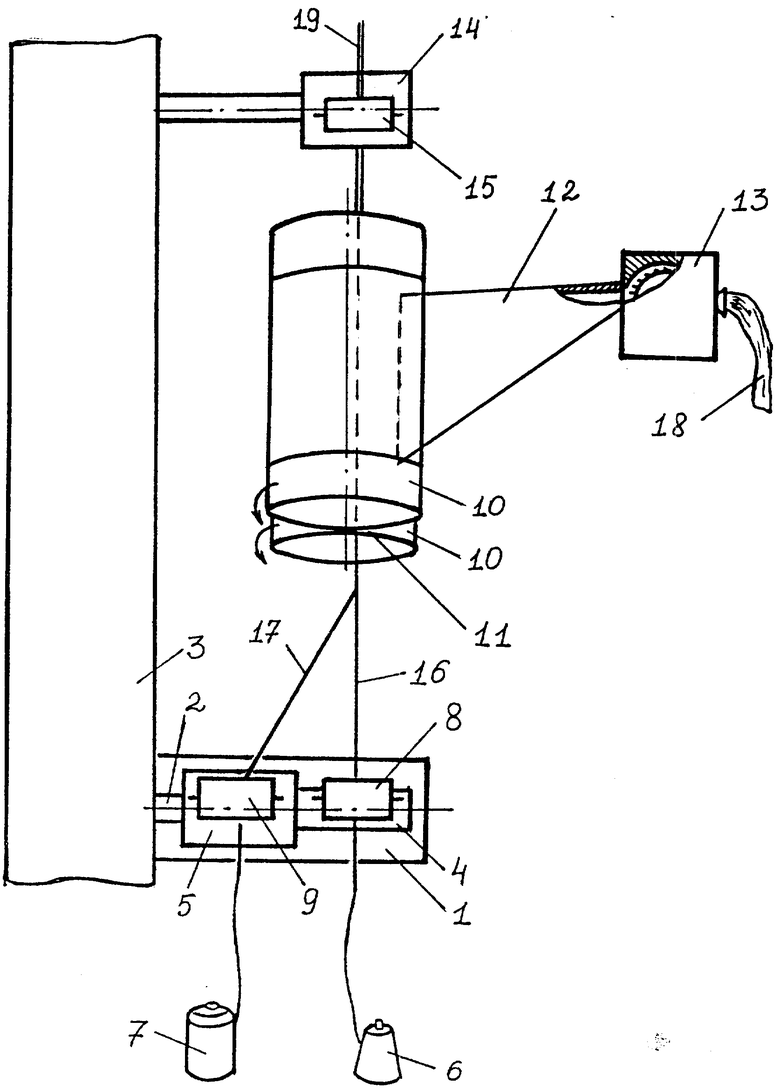
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 4321789 A, 30.03.82 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE 1510695 B, 08.07.71 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU 924191 A, 30.04.82 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| DE 3624190 A1, 29.01.87 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ получения диизобутилена | 1980 |
|
SU1050246A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "ЯЗЫК С СОУСОМ СМЕТАННЫМ С ХРЕНОМ" | 2012 |
|
RU2498639C1 |
