Изобретение относится к способам получения высокооктановых компонентов бензинов, а именно метил-трет-алкиловых и метилалкениловых эфиров.
Известен способ получения метил-трет-алкиловых или метилалкениловых эфиров, которые получают взаимодействием метанола с углеводородным сырьем, содержащим третолефины или диены (Пат. РФ N 1244922, МКИ C 07 C 43/04, 41/06; заявл. 23.02.83. , опубл. 19.06.95., Бюл. N 17.). Недостатком этого способа является то, что в данном способе в качестве сырья используют или чистые диены или третолефинсодержащие фракции углеводородов, а не их смеси.
Известен способ получения высокооктановых компонентов бензинов из углеводородных потоков, содержащих C5-C8 трет-олефины, н-олефины, предельные и небольшое количество диеновых и ацетиленовых углеводородов с теми же пределами кипения, которые обрабатывают спиртами C1- C4, предпочтительно метанолом, взятым в количестве 1-2 моля на 1 моль углеводорода, под давлением водорода 1,5-3,5 МПа при температуре 70-120oC. Вначале сырье подвергают гидрированию для удаления диеновых и ацетиленовых углеводородов в реакторе на сульфокатионите, содержащим Pd, Pt, Ni. Затем во втором реакторе проводят процесс этерификации на макропористом катионите в H+-форме (Заявка ФРГ N 4013711, МКИ C 10 L 1/18, B 01 J 31/10, 28.04.90., опубл. 31.10.91.). Недостатком этого способа является то, что он применим для углеводородных фракций, содержащих небольшое количество диеновых и ацетиленовых углеводородов, и обязательно включает стадию гидрирования.
Наиболее близким к заявляемому техническому решению является способ получения высокооктановых компонентов бензинов взаимодействием метанола с углеводородным сырьем, в качестве которого используют смесь C4-C5 фракций каталитического крекинга и C5-фракции пиролиза с высоким содержанием диеновых углеводородов, которую предварительно гидрируют до содержания в ней диеновых углеводородов 0,2-3 мас.%, а затем отправляют на этерификацию в присутствии катализатора - катионообменной смолы при повышенной температуре (Авт. свид. СССР N 1444333, МКИ C 07 C 43/04, 41/06; заявл. 15.05.87., опубл. 15.12.88. Бюл. N 46).
Существенным недостатком такого способа получения высокооктановых кислородсодержащих компонентов бензинов является предварительное гидрирование исходного сырья. Хотя при этом и происходит увеличение содержания реакционноспособных изоамиленов за счет гидрирования изопрена, обязательно присутствующего в сырье, и соответственно увеличение выхода метил-трет-амилового эфира, однако, при этом теряется диеновый углеводород - пиперилен (пентадиен-1,3), являющийся отходом указанных производств. Предварительное гидрирование усложняет технологию проведения процесса.
Сущностью изобретения является получение высокооктановых кислородсодержащих компонентов бензинов взаимодействием в реакторе метанола с углеводородным сырьем любой природы (каталитического крекинга, пиролиза, дегидрирования изопентана и т.д.), содержащим ненасыщенные углеводороды, в присутствии катионообменных смол, при повышенных температуре и давлении с последующим разделением продуктов реакции ректификацией, в котором в качестве углеводородного сырья используют C4-C6 фракции углеводородов, содержащие 30-90%мас. диеновых углеводородов C4-C5, при массовом отношении диеновые углеводороды : третичные олефины C4-C6 (0,5-10): 1 и при мольном отношении метанол: (третичные олефины + диеновые углеводороды) в потоке, подаваемом на вход реактора, равном (0,5-1,5):1, при этом отработанные углеводороды - поток верха первой ректификационной колонны направляют в реактор в количестве 0,5-5,0 мас. ч. на 1 ч. исходного углеводородного сырья. Предпочтительно разделение продуктов реакции осуществляют в одной или двух ректификационных колоннах.
Это позволяет:
- перерабатывать отходы производства - углеводородные фракции с высоким содержанием диенов, в частности пентадиена-1,3 (пиперилена), в ценные высокооктановые кислородсодержащие компоненты бензинов;
- удешевить способ получения высокооктановых компонентов моторных топлив за счет вовлечения пиперилена, изопрена и бутадиена, содержащихся в отходах производства в процессе образования простых эфиров.
Заявленное изобретение может быть реализовано на существующих установках получения алкил-трет-алкиловых эфиров.
На фигуре приведена принципиальная технологическая схема пилотной установки получения высокооктанового кислородсодержащего компонента бензина.
Алифатический спирт (метанол с содержанием основного вещества 99,95% мас. ) по трубопроводу (I) непрерывно подают в поток C4- C6 углеводородов (II) и полученную смесь направляют в трубчатый металлический реактор 1 объемом 2 л, снабженный двухсекционной рубашкой для теплоносителя и заполненный сульфокатионитным катализатором, где поддерживают повышенную температуру и давление, достаточные для поддержания всех компонентов в жидком состоянии.
Выходящую из реактора смесь (III) направляют на питание ректификационной колонны 2, кубовый продукт которой - эфирсодержащую фракцию (IV) направляют в ректификационную колонну 3, с верха которой отгоняют товарный продукт (V), состоящий из смеси эфиров: метил-трет-бутилового эфира (МТБЭ) и/или метил-втор-бутенилового эфира (МВБЭ) и/или метил-трет-амилового эфира (МТАЭ) и/или метил-трет-амиленового эфира (МТАЭ) и/или метил-втор-амиленового эфира (МВАЭ) и др.
С верха колонны 2 отгоняют углеводороды, часть из которых (поток VII) рециркулирует в реактор 1. Другая часть углеводородов с верха колонны (поток VIII) может быть направлена на сжигание или на гидрирование диеновых углеводородов с последующим использованием в качестве компонента моторного топлива.
Кубом колонны 3 выводят поток углеводородов (VI), содержащий побочные продукты - олигомеры бутадиена и пентадиена, который после дополнительной обработки может быть использован в качестве компонента моторного топлива и пластификатора полимерных материалов.
Процесс разделения может также осуществлен в одной ректификационной колонне. Товарный продукт в этом случае отводят боковым отбором (поток V') с колонны 2 (на схеме показан пунктирной линией), при этом тяжелая фракция (поток IV) будет по составу идентична потоку VI, а фракция (поток V') будет по составу идентична потоку V.
Способ иллюстрируется следующими примерами:
Пример 1.
Метанол (I) с содержанием основного вещества 99,95%мас. непрерывно со скоростью 283 г/час (372 мл/час; 8,83 моль/час) подают в поток C4-C6 углеводородов (II), представляющих собой смесь побочных продуктов, полученных в производстве изопрена (2-метилбутадиена-1,3) выделением из пиролизной C5 фракции и двухстадийным дегидрированием изопентана и имеющего следующий состав, % мас.:
бутадиен-1,3 - 1,6
изобутен - 9,2
другие углеводороды C4 - 9,2
2-метилбутен-2 и 2-метилбутен-1 - 20,8
пентадиен-1,3 - 28,4
другие углеводороды C5 - 21,3
углеводороды C6 - 9,5
Концентрация диеновых в углеводородах составляет 30,01% мас. при их массовом соотношении к третичным олефинам 1:1. Скорость подачи углеводородного потока C4-C6 (II) поддерживают 1147 г/час (1790 мл/час). Суммарная мольная скорость подачи диеновых и третичных олефинов равна 10,4 моль/час. Мольное соотношение метанол: (сумма диеновых и третичных олефинов) составляет 0,85: 1. В полученный поток рециркулируют непрореагировавшие углеводороды (VII) в количестве 1182 г/час (1820 мл/час) после их выделения из реакционной массы синтеза эфиров. Массовое отношение рецикла к исходным углеводородам составляет 1,03: 1. Полученную смесь направляют в реактор, заполненный катализатором КУ-23, где поддерживают температуру 50-100oC и давление 1,8 МПа. Выходящую из реактора смесь (III) состава, %мас.:
МВБЭ - 0,26
МТБЭ - 6,18
МТАЭ - 11,68
МВАЭ - 13,48
бутадиен-1,3 - 1,35
изобутен - 0,38
другие углеводороды C4 - 14,33
2-метилбутен-2 и 2-метилбутен-1 - 3,96
пентадиен-1,3 - 9,61
другие углеводороды C5 - 31,99
углеводороды C6 - 4,17
олигомеры бутадиена-1,3 и пентадиена-1,3 - 0,74
метанол - 1,87
направляют в ректификационную колонну 2, из которой отбирают дистиллят (VII) в количестве 1645,9 г/час состава, %мас.:
бутадиен - 2,13
изобутен - 0,60
другие C4 углеводороды - 22,75
2-метилбутен-2 и 2-метилбутен - 6,28
пентадиен-1,3 - 15,25
другие углеводороды C5 - 50,03
метанол - 2,96
Поток верха колонны 2 частично, в указанном выше количестве рециркулируют (VII) в реактор. Избыточное количество дистиллята (VIII) выводят с установки.
Кубом колонны 2 выводят 966,1 г/час эфирной фракции (IV) состава, %мас.:
углеводороды C5 - 1,26
углеводороды C6 - 11,28
МТБЭ - 16,70
МВБЭ - 0,70
МТАЭ - 31,58
МВАЭ - 36,48
олигомеры бутадиена-1,3 и пентадиена-1,3 - 2,00
которую направляют в колонну 3, где верхом отгоняют 940,1 г/час товарного продукта (V) состава, %мас.:
углеводороды C5 - 1,30
углеводороды C6 - 11,59
МТБЭ - 17,17
МВБЭ - 0,71
МТАЭ - 32,03
МВАЭ - 37,20
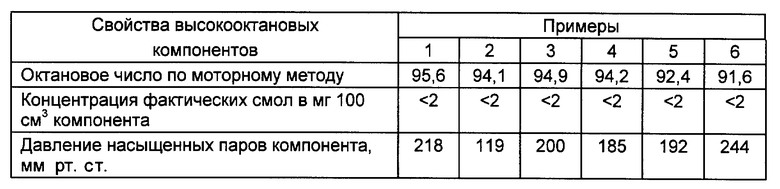
Свойства полученного высокооктанового компонента приведены в таблице. Кубом колонны 3 выводят 26 г/час смеси (VI) состава, %мас.:
МТАЭ - 10,50
МВАЭ - 15,38
олигомеры бутадиена-1,3 и пентадиена-1,3 - 74,12
В колонне 2 поддерживают избыточное давление 0,11-0,14 МПа (1,1-1,4 кгс/см2), температура верха 40-45oC, температура куба 100-105oC. Колонна 3 работает при атмосферном давлении, температура верха 74-76oC, куба 124-126oC.
Пример 2.
Метанол (I) с содержанием основного вещества 99,95% мас. непрерывно со скоростью 491,7 г/час (647 мл/час; 15,35 моль/час) подают в поток C5 углеводородов (II), полученных в качестве побочных продуктов в производстве изопрена двухстадийным дегидрированием изопентана и имеющего следующий состав, %мас.:
пентадиен-1,3 - 88,60
2-метилбутадиен-1,3 - 1,40
2-метилбутен-2 - 9,00
циклопентен - 1,00
Концентрация диеновых в углеводородах составляет 90%мас. при их массовом соотношении к третичным олефинам 10:1. Скорость подачи углеводородного потока C5 поддерживают 1150 г/час (1770 мл/час). Суммарная мольная скорость подачи диеновых и третичных олефинов равна 16,67 моль/час. Мольное соотношение метанол: (сумма диеновых и третичных олефинов) составляет 0,92:1. В полученный поток рециркулируют непрореагировавшие углеводороды (VII) в количестве 2300 г/час (3540 мл/час) после их выделения из реакционной массы синтеза эфиров. Массовое отношение рецикла к исходным углеводородам составляет 2,0: 1. Полученную смесь направляют в реактор 1, заполненный катализатором КСМ-2, где поддерживают температуру 40-90oC и давление 1,6 МПа. Выходящую из реактора смесь состава, %мас.:
МВАЭ - 34,69
МТАЭ - 0,55
МТАЭ - 3,81
олигомеры пентадиена-1,3 и 2-метилбутадиена-1,3 - 2,01
пентадиен-1,3 - 28,01
2-метилбутадиен-1,3 - 0,18
2-метилбутен-2 - 0,99
циклопентен - 29,18
метанол - 0,59
направляют в ректификационную колонну 2, из которой отбирают дистиллят (VII) в количестве 2321,6 г/час состава, %мас.:
пентадиен-1,3 - 47,52
2-метилбутадиен-1,3 - 0,30
2-метилбутен-2 - 1,68
циклопентен - 49,50
метанол - 1,00
Поток верха колонны 2 частично, в указанном выше количестве рециркулируют (VII) в реактор. Избыточное количество дистиллята (VIII) выводят с установки. Кубом колонны 2 выводят 1620,1 г/час эфирной фракции (IV) состава, %мас.:
углеводороды C5 - 0,10
МВАЭ - 84,40
МТАЭ - 1,34
МТАЭ - 9,27
олигомеры пентадиена-1,3 - 4,89
которую направляют в колонну 3, где верхом отгоняют 1518,8 г/час товарного продукта (V) состава, % мас.%
углеводороды C5 - 0,11
МВАЭ - 84,40
МТАЭ - 1,43
МТАЭ - 9,75
Свойства полученного высокооктанового компонента приведены в таблице. Кубом колонны выводят 101,3 г/час смеси состава, % мас.:
МТАЭ - 2,05
МВАЭ - 19,75
олигомеры пентадиента-1,3 - 78,20
В колонне 2 поддерживают атмосферное давление, температура верха 40-45oC, температура куба 90-92oC. Колонна 3 работает при атмосферном давлении, температура верха 87-89oC, куба 128-130oC.
Пример 3.
Метанол (I) с содержанием основного вещества 99,95% мас. непрерывно со скоростью 307 г/час (404 мл/час; 9,58 моль/час) подают в поток C4-C6 углеводородов (II), представляющий собой смесь побочных продуктов, полученных в производстве изопрена выделением из пиролизной C5 фракции и двухстадийным дегидрированием изопентана и имеющего следующий состав, % мас.:
бутадиен-1,3 - 1,6
изобутен - 9,2
другие углеводороды C4 - 9,2
2-метилбутен-2 и 2-метилбутен-1 - 11,3
пентадиен-1,3 - 45,6
другие углеводороды C5 - 13,2
углеводороды C6 - 9,9
Концентрация диеновых в углеводородах составляет 47,2% мас. при их массовом соотношении к третичным олефинам 2,3:1. Скорость подачи углеводородного потока C4-C6 поддерживают 1050 г/час (1615 мл/час). Суммарная мольная скорость подачи диеновых и третичных олефинов равна 10,75 моль/час. Мольное соотношение метанол:(сумма диеновых и третичных олефинов) составляет 0,89:1. В полученный поток рециркулируют непрореагировавшие углеводороды (VII) в количестве 5250 г/час (8070 мл/час) после их выделения из реакционной массы синтеза эфиров. Массовое отношение рецикла к исходным углеводородам составляет 5:1. Полученную смесь направляют в реактор 1, заполненный катализатором Lewatit SPC-118, где поддерживают температуру 50-100oC и давление 1,8 МПа. Выходящую из реактора смесь (III) состава, % мас.:
МВБЭ - 0,14
МТБЭ - 2,25
МТАЭ - 2,44
МВАЭ - 9,16
бутадиен-1,3 - 1,57
изобутен - 0,62
другие углеводороды C4 - 28,17
2-метилбутен-2 и 2-метилбутен-1 - 2,33
пентадиен-1,3 - 11,91
другие углеводороды C5 - 36,82
углеводороды C6 - 2,44
олигомеры бутадиена-1,3 и пентадиена-1,3 - 0,48
метанол - 1,67
направляют в ректификационную колонку 2, из которой отбирают дистиллят (VII) в количестве 5537 г/час состава, % мас.:
бутадиен-1,3 - 1,87
изобутен - 0,74
другие углеводороды C4 - 33,61
2-метилпентен-2 и 2-метилпентен-1 - 2,78
пентадиен-1,3 - 14,21
другие углеводороды C5 - 43,70
углеводороды C6 - 1,09
метанол - 2,00
Поток верха колонны 2 частично, в указанном выше количестве рециркулируют (VII) в реактор. Избыточное количество дистиллята (VIII) выводят с установки. Кубок колонны 2 выводят 1070 г/час эфирной фракции (IV) состава, % мас.:
углеводороды C5 - 1,22
углеводороды C6 - 9,42
МТБЭ - 13,87
МВБЭ - 0,85
МТАЭ - 15,07
МВАЭ - 56,58
олигомеры бутадиена-1,3 и пентадиена-1,3 - 2,99
которую направляют в колонну 3, где верхом отгоняют 1026,9 г/час товарного продукта (V) состава, % мас.:
углеводороды C5 - 1,27
углеводороды C6 - 9,82
МТБЭ - 14,45
МВБЭ - 0,89
МТАЭ - 15,31
МВАЭ - 58,26
Свойства полученного высокооктанового компонента приведены в таблице. Кубок колонны 3 выводят 43,1 г/час смеси (V) состава, % мас.:
МТАЭ - 9,28
МВАЭ - 16,52
олигомеры бутадиена-1,3 и пентадиена-1,3 - 74,21
В колонне 2 поддерживают избыточное давления 0,15-0,19 МПа (1,6-2,0 кгс/см2), температура верха 40-45oC, температура куба 110-115oC. Колонна 3 работает при атмосферном давлении, температура верха 75-77oC, куба 124-126oC.
Пример 4.
Метанол (I) с содержанием основного вещества 99,95% мас. непрерывно со скоростью 525 г/час (690 мл/час; 16,39 моль/час) подают в поток C4-C6 углеводородов (II), представляющий собой смесь побочных продуктов, полученных в производстве изопрена выделением из пиролизной C5 фракции и двухстадийным дегидрированием изопентана и имеющего следующий состав, % мас.:
бутадиен-1,3 - 1,00
изобутен - 4,30
другие углеводороды C4 - 4,70
2-метилбутен-2 и 2-метилбутен-1 - 10,80
пентадиен-1,3 - 54,00
другие углеводороды C5 - 15,50
углеводороды C6 - 9,70
Концентрация диеновых в углеводородах составляет 55,0% мас. при их массовом соотношении к третичным олефинам 3,6:1. Скорость подачи углеводородного потока C4-C6 поддерживают 1900 г/час (2920 мл/час). Суммарная мольная скорость подачи диеновых и третичных олефинов равна 19,80 моль/час. Мольное соотношение метанол:(сумма диеновых и третичных олефинов) составляет 0,83: 1. В полученный поток рециркулируют непрореагировавшие углеводороды (VII) в количестве 950 г/час (1450 мл/час) после их выделения из реакционной массы синтеза эфиров. Массовое отношение рецикла (VII) к исходным углеводородам составляет 0,5:1. Полученную смесь направляют в реактор, заполненный катализатором КУ-23, где поддерживают температуру 40-90oC и давление 1,6 МПа. Выходящую из реактора смесь состава, % мас.:
МВБЭ - 0,28
МТБЭ - 3,64
МТАЭ - 7,31
МВАЭ - 34,16
бутадиен-1,3 - 0,79
изобутен - 0,26
другие углеводороды C4 - 6,76
2-метилбутен-2 и 2-метилбутен-1 - 2,70
пентадиен-1,3 - 13,84
другие углеводороды C5 - 20,24
углеводороды C6 - 5,89
олигомеры бутадиена-1,3 и пентадиена-1,3 - 1,82
метанол - 2,31
направляют в ректификационную колонну 2, из которой отбирают дистиллят (VII) в количестве 1562 г/час состава, % мас.:
бутадиен-1,3 - 1,71
изобутен - 0,56
другие углеводороды C4 - 14,59
2-метилпентен-2 и 2-метилпентен-1 - 5,84
пентадиен-1,3 - 29,89
другие углеводороды C5 - 40,89
углеводороды C6 - 1,52
метанол - 5,0
Поток верха колонны 2 частично, в указанном выше количестве рециркулируют (VII) в реактор. Избыточное количество дистиллята (VIII) выводят с установки. Кубок колонны 2 выводят 1813 г/час эфирной фракции (IV) состава, % мас.:
углеводороды C5 - 2,44
углеводороды C6 - 9,65
МТБЭ - 6,78
МВБЭ - 0,53
МТАЭ - 13,61
МВАЭ - 63,59
олигомеры бутадиена-1,3 и пентадиена-1,3 - 3,40
которую направляют в колонну 3, где верхом отгоняют 1732 г/час товарного продукта (VI) состава, % мас.:
углеводороды C5 - 2,56
углеводороды C6 - 10,10
МТБЭ - 7,10
МВБЭ - 0,55
МТАЭ - 13,91
МВАЭ - 65,79
Свойства полученного высокооктанового компонента приведены в таблице. Кубом колонны 3 выводят 81 г/час смеси (VI) состава, % мас.:
МТАЭ - 7,40
МВАЭ - 16,60
олигомеры бутадиена-1,3 и пентадиена-1,3 - 76,00
В колонне 2 поддерживают избыточное давление 0,07-0,1 МПа (0,77-1,04 кгс/см2), температура верха 40-45oC, температура куба 97-103oC. Колонна 3 работает при атмосферном давлении, температура верха 78-80oC, куба 126-128oC.
Пример 5.
Метанол (I) с содержанием основного вещества 99,95% мас. непрерывно со скоростью 357 г/час (470 мл/час; 11,14 моль/час) подают в поток C5-C6 углеводородов (II), представляющий собой смесь побочных продуктов, полученных в производстве изопрена выделением из пиролизной C5 фракции и двухстадийным дегидрированием изопентана и имеющего следующий состав, % мас.:
2-метилбутен-2 и 2-метилбутен-1 - 13,70
пентадиен-1,3 - 34,10
другие углеводороды C5 - 39,70
углеводороды C6 - 12,50
Концентрация данных в углеводородах составляет 34,1% мас. при их массовом соотношении к третичным олефинам 2,5:1. Скорость подачи углеводородного потока C5- C6 поддерживают 1600 г/час (2460 мл/час). Суммарная мольная скорость подачи диеновых и третичных олефинов равна 11,14 моль/час. Мольное соотношение метанол : сумма диеновых и третичных олефинов составляет 1:1. В полученный поток рециркулируют непрореагировавшие углеводороды (VII) в количестве 1600 г/час (2460 мл/час) после их выделения из реакционной массы синтеза эфиров. Массовое отношение рецикла к исходным углеводородам составляет 1: 1. Полученную смесь направляют в реактор 1, заполненный катализатором КУ-23, где поддерживают температуру 40-100oC и давление 1,8 МПа. Выходящую из реактора смесь (III) состава, % мас.:
МТАЭ - 8,08
МВАЭ - 18,07
2-метилбутен-2 и 2-метилбутен-1 - 1,97
пентадиен-1,3 - 5,41
другие углеводороды C5 - 53,34
углеводороды C6 - 6,24
олигомеры бутадиена-1,3 и пентадиена-1,3 - 1,37
метанол - 5,52
направляют в ректификационную колонну 2, из которой отбирают дистиллят (VII) в количестве 2325 г/час состава, % мас.:
2-метилпентен-2 и 2-метипентен-1 - 3,02
пентадиен-1,3 - 8,28
другие углеводороды C5 - 78,87
углеводороды C6 - 1,38
метанол - 8,45
Поток верха колонны 2 частично, в указанном выше количестве рециркулируют (VII) в реактор. Избыточное количество дистиллята (VIII) выводят с установки. Кубом колонны 2 выводят 1232 г/час эфирной фракции (IV) состава, % мас.:
углеводороды C5 - 5,16
углеводороды C6 - 15,42
МТАЭ - 23,33
МВАЭ - 52,16
олигомеры бутадиена-1,3 и пентадиена-1,3 - 3,94
которую направляют в колонну 3, где верхом отгоняют 1166,5 г/час товарного продукта (V) состава, % мас.:
углеводороды C5 - 5,45
углеводороды C6 - 16,29
МТАЭ - 24,04
МВАЭ - 54,04
Свойства полученного высокооктанового компонента приведены в таблице. Кубом колонны 3 выводят 65,5 г/час смеси (VI) состава, % мас.:
МТАЭ - 10,76
МВАЭ - 15,24
олигомеры бутадиена-1,3 и пентадиена-1,3 - 74,00
В колонне 2 поддерживают избыточное давление 0,01-0,04 МПа (0,10-0,4 кгс/см2), температура верха 40-45oC, температура куба 80-87oC. Колонна 3 работает при атмосферном давлении, температура верха 77-79oC, куба 124-126oC.
Пример 6.
Метанол (I) с содержанием основного вещества 99,95% мас. непрерывно со скоростью 262 г/час (345 мл/час; 8,17 моль/час) подают в поток C5-C6 углеводородов (II), представляющий собой смесь побочных продуктов в производстве изопрена, полученных выделением из пиролизной C5 фракции и двухстадийным дегидрированием изопентана и имеющего следующий состав, % мас.:
2-метилбутен-2 и 2-метилбутен-1 - 17,30
пентадиен-1,3 - 31,80
другие углеводороды C5 - 39,70
углеводороды C6 - 11,20
Концентрация диеновых в углеводородах составляет 31,8% мас. при их массовом соотношении к третичным олефинам 1,8:1. Скорость подачи углеводородного потока C5-C6 поддерживают 2290 г/час (3525 мл/час). Суммарная мольная скорость подачи диеновых и третичных олефинов равна 16,34 моль/час. Мольное соотношение метанол: (сумма диеновых и третичных олефинов) составляет 0,5:1. В полученный поток рециркулируют непрореагировавшие углеводороды (VII) в количестве 1610 г/час (2475 мл/час) после их выделения из реакционной массы синтеза эфиров. Массовое отношение рецикла к исходным углеводородам составляет 0,7: 1. Полученную смесь направляют в реактор 1, заполненный катализатором КУ-23, где поддерживают температуру 40-90oC и давление 1,6 МПа. Выходящую из реактора смесь (III) состава, % мас.:
МТАЭ - 9,71
МВАЭ - 9,37
2-метилбутен-2 и 2-метилбутен-1 - 6,29
пентадиен-1,3 - 22,95
другие углеводороды C5 - 44,18
углеводороды C6 - 6,24
олигомеры бутадиена-1,3 и пентадиена-1,3 - 0,71
метанол - 0,56
направляют в ректификационную колонну 2, из которой отбирают дистиллят (VII) в количестве 2948 г/час состава, % мас.:
2-метилпентен-2 и 2-метилпентен-1 - 8,88
пентадиен-1,3 - 32,40
другие углеводороды C5 - 57,74
углеводороды C6 - 0,19
метанол - 0,79
Поток верха колонны 2 частично, в указанном выше количестве рециркулируют (VII) в реактор. Избыточное количество дистиллята (VIII) выводят с установки. Кубом колонны 2 выводят 39,5 г/час смеси (VI) состава, % мас.:
МТАЭ - 10,21
МВАЭ - 15,19
олигомеры бутадиена-1,3 и пентадиена-1,3 - 74,60
Боковым отбором колонны 2 (поток V') отбирают 1174,5 г/час товарного продукта состава, % мас.:
углеводороды C5 - 11,61
углеводороды C6 - 21,63
МТАЭ - 34,07
МВАЭ - 32,69
Свойства полученного высокооктанового компонента приведены в таблице. В колонне 2 поддерживают избыточное давление 0,01-0,04 МПа (0,10-0,30 кгс/см2), температура верха 40-45oC, температура куба 124-126oC.
Таким образом проведение процесса данным способом позволяет получать из отходов производства дешевые высокооктановые кислородсодержащие компоненты бензинов с широким интервалом температур кипения, которые улучшают характеристики горения широкой фракции моторных топлив. (см. таблицу)в
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КИСЛОРОДСОДЕРЖАЩИХ КОМПОНЕНТОВ БЕНЗИНОВ | 1996 |
|
RU2116998C1 |
| ВЫСОКООКТАНОВЫЙ КИСЛОРОДСОДЕРЖАЩИЙ КОМПОНЕНТ | 1998 |
|
RU2128209C1 |
| ВЫСОКООКТАНОВЫЙ КИСЛОРОДСОДЕРЖАЩИЙ КОМПОНЕНТ | 1998 |
|
RU2132358C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-АЛКИЛОВОГО ЭФИРА И КОМПОНЕНТА МОТОРНОГО ТОПЛИВА | 1994 |
|
RU2078752C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА, СОДЕРЖАЩЕГО МЕТИЛТРЕТАЛКИЛОВЫЕ ЭФИРЫ | 2008 |
|
RU2372320C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ С УГЛЕВОДОРОДАМИ | 1995 |
|
RU2086530C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ.АЛКИЛОВЫХ ЭФИРОВ | 1996 |
|
RU2126786C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОЙ ДОБАВКИ - КОМПОНЕНТА АВТОМОБИЛЬНОГО ТОПЛИВА | 1999 |
|
RU2176634C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНОВ | 1994 |
|
RU2078793C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА, СОДЕРЖАЩЕГО МЕТИЛТРЕТБУТИЛОВЫЙ И МЕТИЛТРЕТАМИЛОВЫЙ ЭФИРЫ | 2003 |
|
RU2236396C1 |
Изобретение возможно использовать в нефтяной отрасли промышленности. Низший алифатический спирт - метанол взаимодействуют в реакторе с фракциями C4-C6, содержащими 30-90 мас. % диеновых углеводородов C4-C5 при массовом соотношении диеновые углеводороды : третичные олефины C4-C6 в углеводородной фракции, равном (1-10): 1, на катионообменных смолах при повышенных температуре и давлении. Взаимодействие осуществляют при мольном отношении метанол : (третичные олефины + диеновые углеводороды), равном (0,5-1,0):1. Отработанные углеводороды после отделения возвращают в реактор в количестве 0,5-5,0 мас. ч. на 1 ч. исходного углеводородного сырья. Предпочтительно разделение продуктов реакции осуществляют в одной или двух ректификационных колоннах. Способ позволяет перерабатывать отходы производства - углеводородные фракции с высоким содержанием диенов в ценные высокооктановые кислородсодержащие компоненты бензинов, удешевить способ получения высокооктановых компонентов моторных топлив. 1 з.п.ф-лы, 1 табл., 1 ил.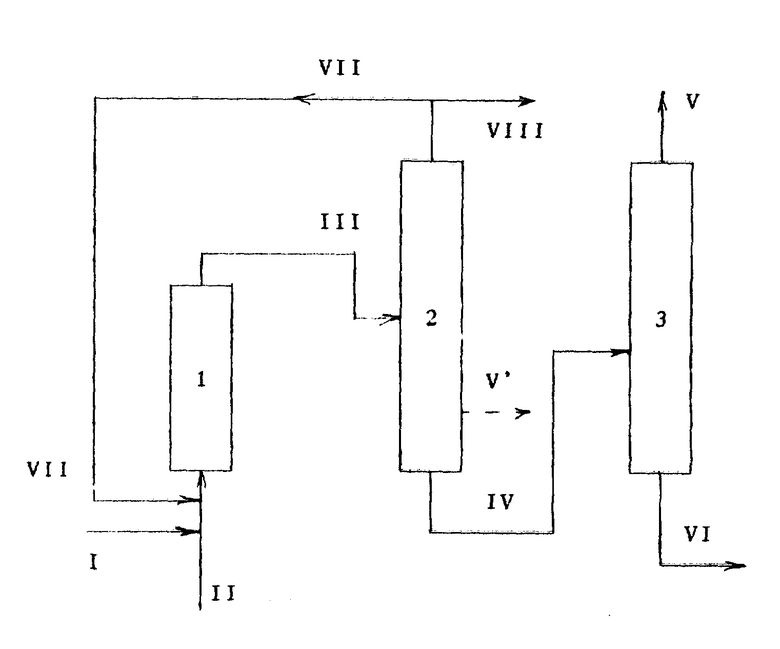
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛАЛКИЛОВЫХ И МЕТИЛАЛКЕНИЛОВЫХ ЭФИРОВ | 1983 |
|
RU1244922C |
| Способ получения топливной смеси | 1981 |
|
SU1034610A3 |
| Способ получения высокооктановых компонентов бензинов | 1987 |
|
SU1444333A1 |
| DE 4013711 A1, 31.10.91 | |||
| DE 3040062 A1, 08.10.81 | |||
| US 4709101 A, 24.02.87 | |||
| DE 3140382 A1, 21.04.83. | |||

