тЛ 1 л L L
Фиг.1 I f Изобретение относится к литейном производству, в частности к констру ции модельной плиты с быстросменными вкладьшами, и может быть использовано для производства разовых пес чано-глинистых форм. Известны модельные плиты, содержащие раму с укрепленными на ней центрирующими штырями и сменные вкладыши. Ориентация вкладьпиа в рам относительно укрепленньгх на ней дентрируюасих штырей осуществляется за счет сопрягаемых боковых поверхностей рамы и вкладыша f1J. Недостатком данной плиты являетс то, что при известной фиксации вкладыша в гнезде рамы предъявляютс повышенные требования к их сопрягае мым поверхностям, что приводит к удорожанию модельных плит. Кроме того, в процессе эксплуатации модел ных плит посадочные поверхности вкл дыша и гнезда раА изнашивйются и между ними образуется увеличенньй зазор, что приводит к относительно низкому качеству- изготавливаемых по данной оснастке отливок. Наиболее близкой к предлагаемой по технической сущности является модельная плита, содержащая раму, вкладыш, центрирующие и установочные штыри, втулки. В данных плитах центрирующие и установочные штыри закреплены на раме, т.е. центрирующие на плоскости разъема, а установочные - на плоскости, соприкасаю щейся с нижней плоскостью вкладыша. Втулки установлены на вкладыше со стороны его нижней плоскости C2J. Недостатком такой плиты является сложность кoнcтpyкlj ии, поскольку для точной ориентации вкладыша отно сительно закрепленных на раме центрирующих штырей на вкладыше установл ны втулки, в которые входят закрепле ные на раме установочные штыри. Наличие в плите установочных штырей и втулок обусловливает увеличенную трудоемкость как при изготовлении этих деталей, так и при изготовлении вкладыша и рамы, в частности при выполнении в них отверстий, в которых закрепляются установочные штыри и втулки. Цель изобретения - снижение трудоемкости изготовления модельной плиты путем упрощения конструкции. Эта Цель достигается тем, что в модельной плите, содержащей раму. вкладьш и центрирующие штыри, цент-. рирующие штыри размещены на вкладыше. На фиг. 1 представлен один из вариантов модельной плиты, вид сверху; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1. Модельная плита содержит раму 1, вкладыш 2, центрирующие штыри 3. Вкладыш 2 установлен в раме 1. В проушинах 4 вкладьш1а 2,расположенных симметрично поперечной оси вкладыша 2, выполнены отверстия, центр которых совпадает с продольной вкладыша 2 и направлен перпендикулярно к плоскости разъема плиты. В эти отверстия вставлены центрирующие штыри 3, которые закрепляются на вкладыше гайкой 5. Вкладьш 2 закреплен в раме 1 болтами 6. Изготовление форм по данной модельной оснастке осуществляется следующим образом. Вкладыш 2, установленный в раме 1, закрепляется в ней болтами 6. На подготовленную модельную плиту по штырям 3 устанавливают опоку (не показана) , которую заполняют формовочной смесью, смесь уплотняют, и готовую полуформу снимают с модельной плиты. При необходимости переналадки модельной плиты для формовки иных деталей болты 6 откручивают, вкладьш 2 извлекают из рамы 1 при помощи подъемного механизма (не показан), вводя механизм в зацепление с вкладышем 2 проушины 4, и на его место устанавливают новый вкладьш с закрепленной на нем требуемой моделью. Предлагаемая конструкция плиты проще. Поскольку в ней в результате закрепления центрирующих штырей непосредственно на вкладыше нет необходимости в использовании установочных штырей и втулок, что в свою очередь значительно упрощает технологию изготовления модельных плит за счет уменьшения входящих в плиту деталей, снижает трудоемкость изготовления ;рамы, вкладыша, уменьшает количество применяемой при изготовлении плиты технологической оснастки. Кроме того уменьшается количество размеров, образуювщх размерную- цепь, идущую от оси центрирующего штыря до установленной на вкладьш1е модели, и, соответственно уменьшается погрешность установки на вкладыше модели и упо личнваетс точность ичгото.И(.мм.х по данной модельноГг плите .чип.гх зл готонок.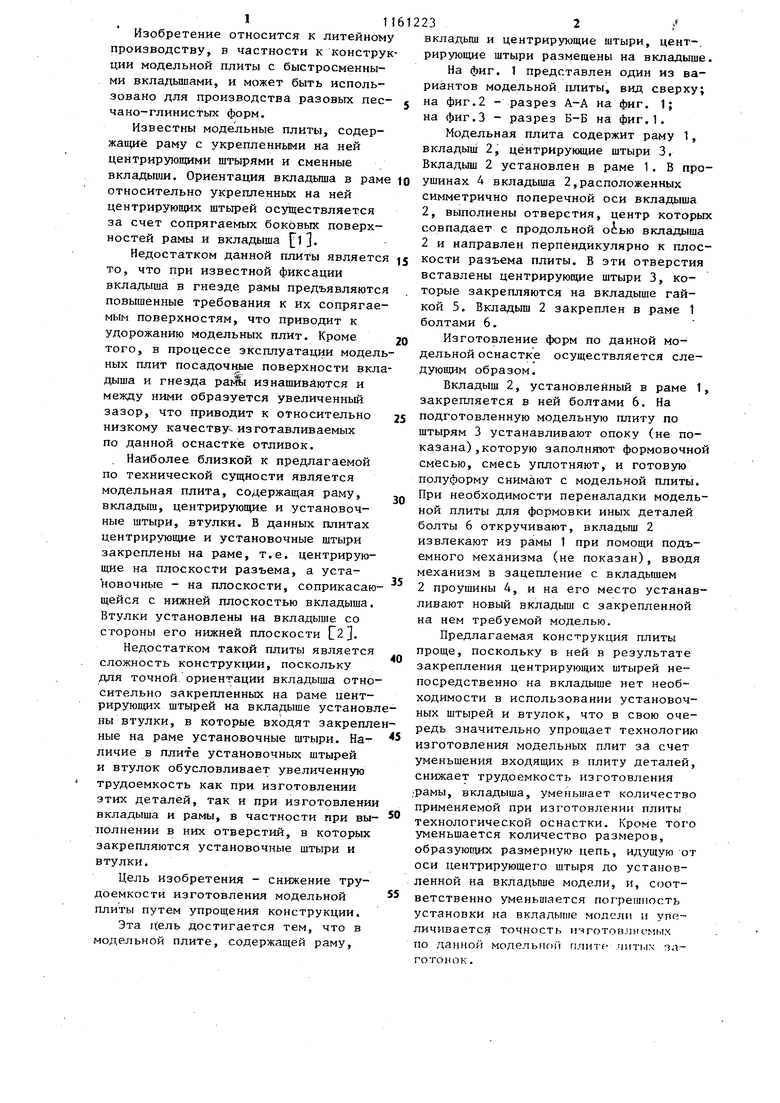
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разметки и контроля модельной оснастки | 1980 |
|
SU900936A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| БЫСТРОСМЕННАЯ МОДЕЛЬНАЯ ОСНАСТКА | 1966 |
|
SU185010A1 |
| Модельная оснастка для изготовления литых пресс-форм с тонким орнаментом | 1981 |
|
SU977098A1 |
| Модельно-опочная оснастка | 1980 |
|
SU1055588A1 |
| Плитка для закрепления свариваемых изделий | 1980 |
|
SU919845A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Прессующее устройство стеклоформующей машины | 1985 |
|
SU1276632A2 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
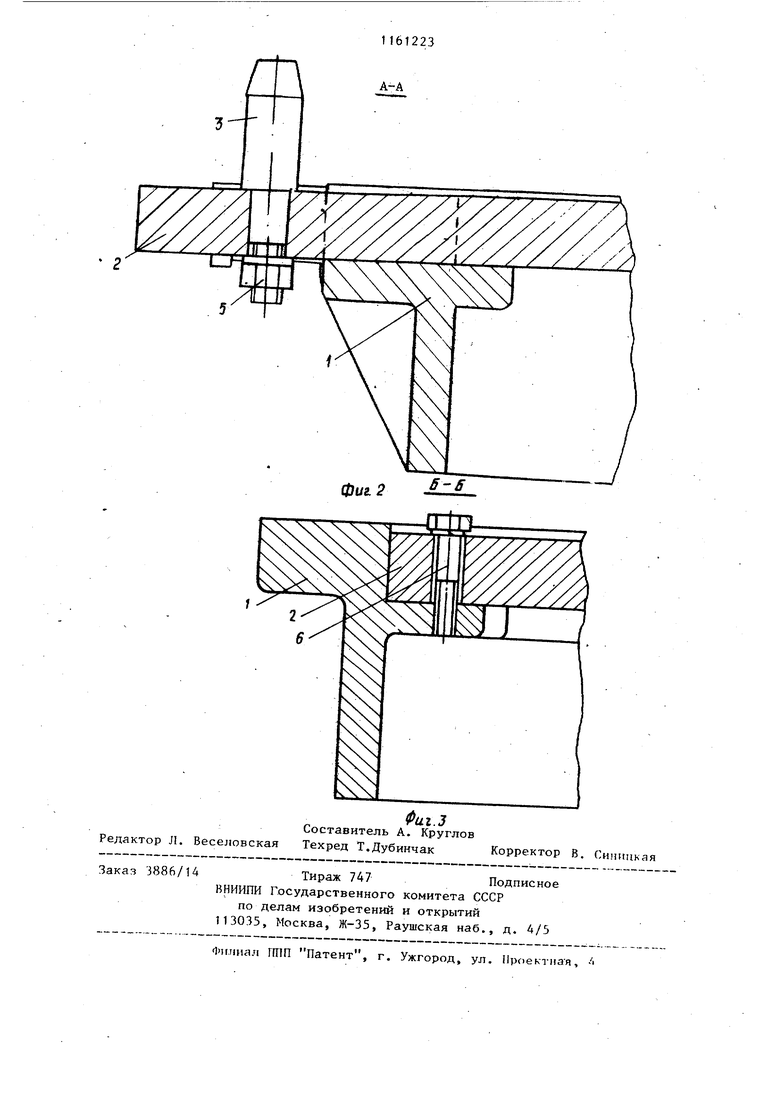
МОДЕЛЬНАЯ Г1ПИТА, содержащая раму, вкладыш и центрирующие штыри, отличающаяся тем, что, с целью снижен™ трудоемкости ее изготовления путем упрощения конструкции, центрирующие штыри размещены на вкладыше.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Титов Н.Д., Ст епанов Ю.А | |||
| Технология литейного производства | |||
| М., Машиностроение, 1978, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Василевский П.Ф | |||
| Технология стального литья, М., Машиностроение, 1974, с | |||
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
| Катодное реле | 1918 |
|
SU159A1 |
