Настоящее изобретение относится к литейному производству, к измерительным устройствам, а именно к шаблонам для проверки контуров и предназначено для контроля технологической точности автоматических формовочных линий.
Из известного уровня техники наиболее близким к заявленному изобретению является Шаблон для контроля размеров опоки «низа» автоматических формовочных линий литейного производства (патент РФ № 202361, МПК G01B 3/52), содержащий основание, контролирующий штырь и две контролирующие пластины, расположенные относительно центрирующего штыря, при этом размеры контролирующих пластин установлены в соответствии с чертежными размерами опоки низа.
Недостатками известного Шаблона для контроля размеров опоки «низа» автоматических формовочных линий литейного производства являются:
- шаблон предназначен только для определения износа упорных мест опоки низа автоматической формовочной линии;
- производит контроль по смещению, но не предотвращает возникновение таких дефектов, как подрыв формы, засор, обжим;
- невозможно выявить точную причину отклонения от технологической точности несоответствия настройки: в настройке оснастки или в настройке оборудования.
Заявляемое техническое решение направлено на своевременное выявление несоответствий технологической точности автоматических формовочных линий, что влияет на качество производимой продукции, в данном случае, отливок.
Технический результат достигается тем, что комплект оснастки для контроля технологической точности автоматических формовочных линий состоит из форм с рабочими поверхностями и содержит подмодельные плиты низа и верха, с закрепленными на каждой из них четырьмя угловыми и центральной моделями низа и верха соответственно, формирующими рабочие поверхности полуформы низа и верха соответственно в опоках низа и верха соответственно, при этом рабочие поверхности на полуформе низа выполнены с выступами, а рабочие поверхности полуформы верха выполнены с уступами, и при соединении полуформ низа и верха рабочие поверхности образуют полное смыкание без зазоров, при этом все моде пи выполнены в виде литейных болванов, причем центральная модель представляет собой массивный ступенчатый болван крестообразной формы, внешние размеры моделей верха соответствуют внутренним размерам моделей низа, а боковые поверхности моделей низа по периметру выходят за пределы бурта для формирования канавок по периметру моделей в полуформе низа. Крепление моделей к подмодельным плитам осуществляется посредством винтов и штифтов.
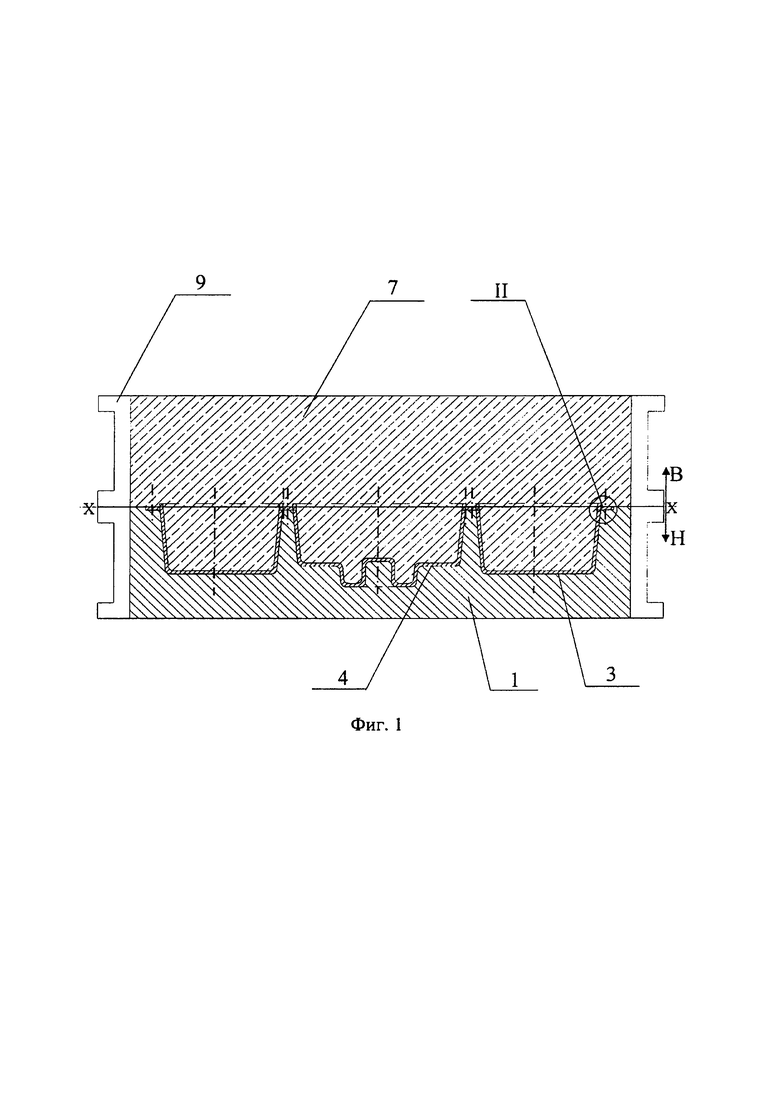
На фиг. 1 изображено формирование полуформы низа с рабочей поверхностью в опоке низа, общий вид;
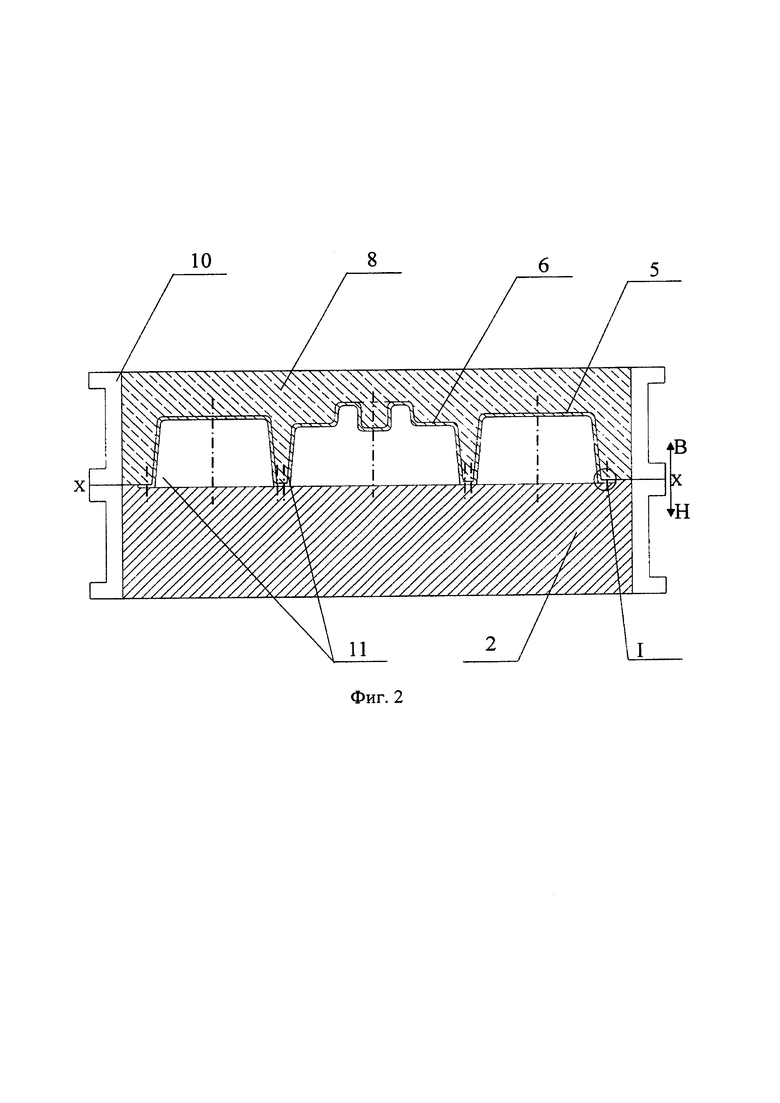
на фиг. 2 - изображено формирование полуформы верха с рабочей поверхностью в опоке верха, общий вид;
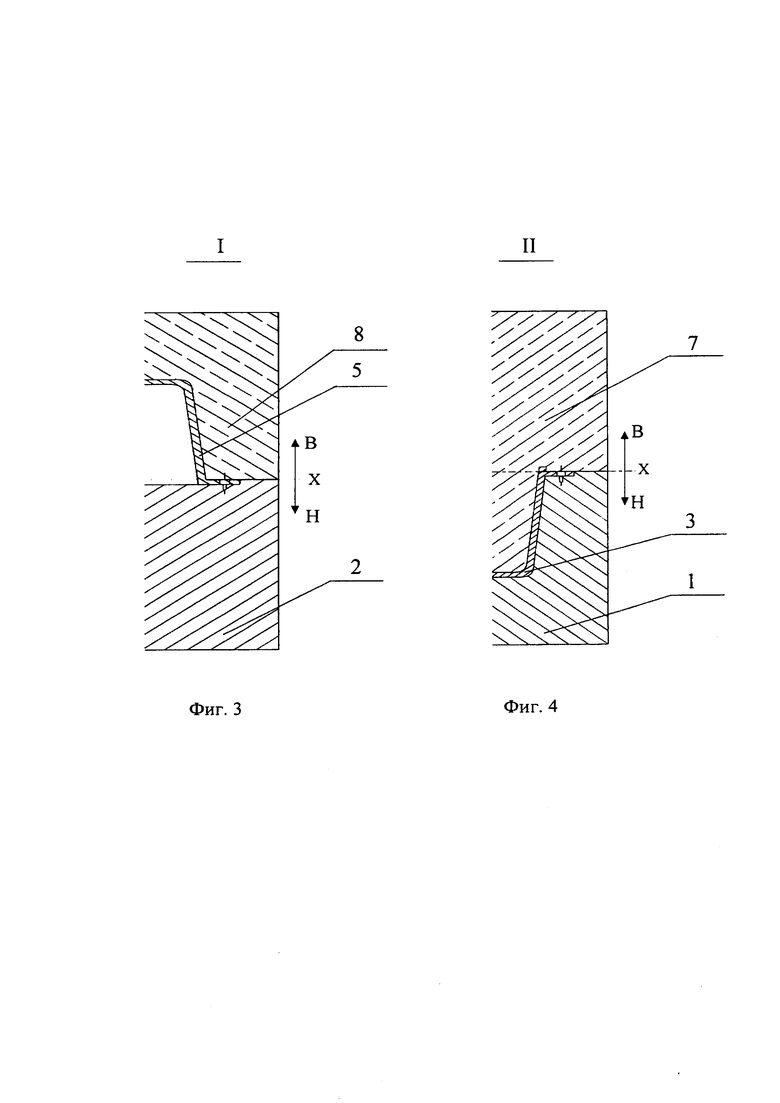
на фиг. 3 - изображен выносной элемент I на фиг. 2;
на фиг. 4 - изображен выносной элемент II на фиг. 1;
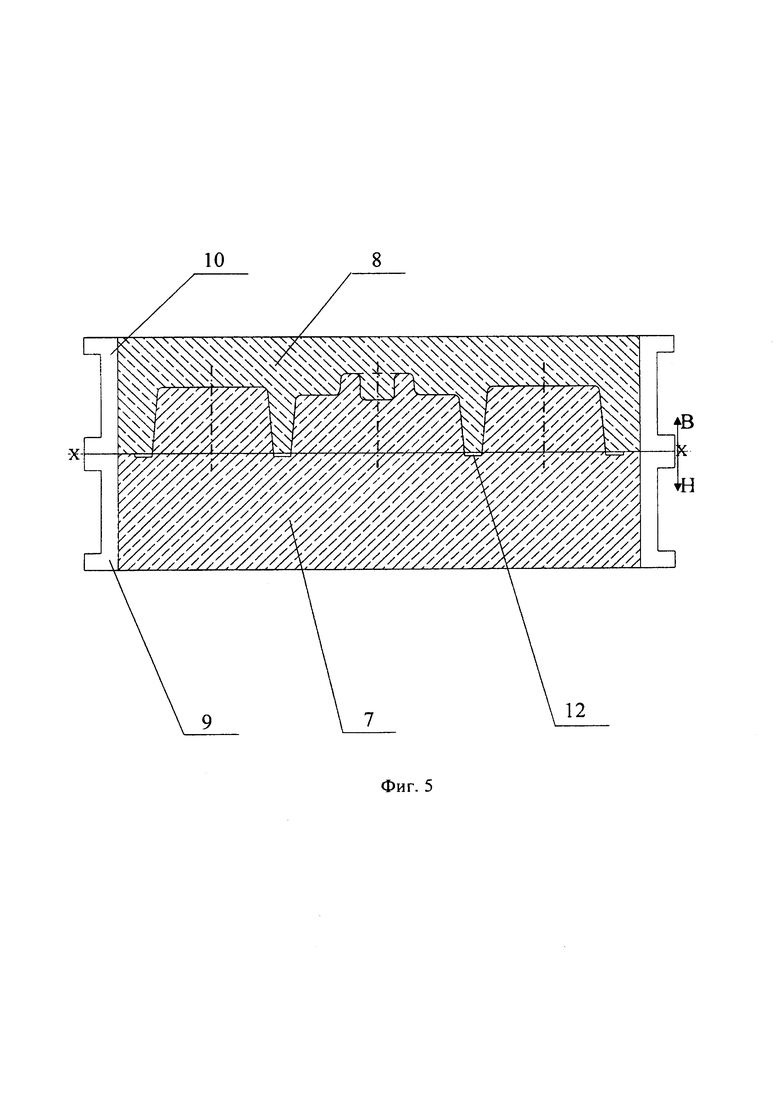
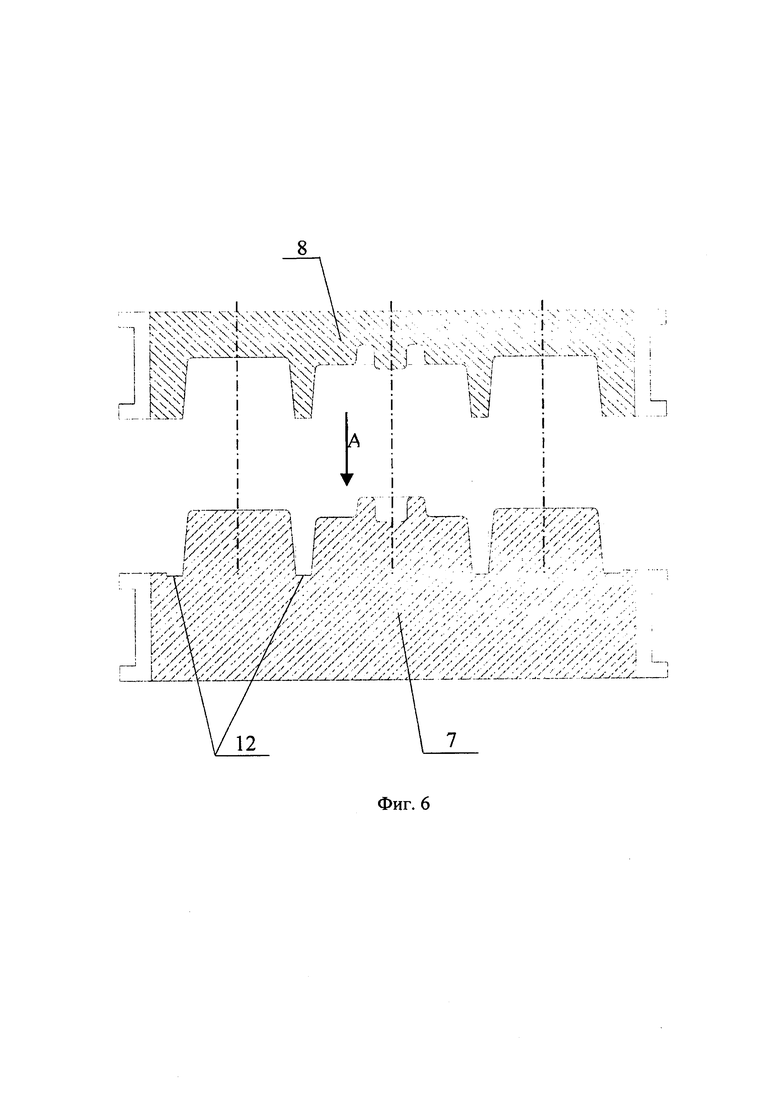
на фиг. 5 - изображены опоки низа и верха с рабочими поверхностями полуформ низа и верха соответственно, в сомкнутом состоянии, общий вид; на фиг. 6 - изображены опоки низа и верха с рабочими поверхностями полуформ низа и верха соответственно, в раскрытом состоянии, в момент съема;
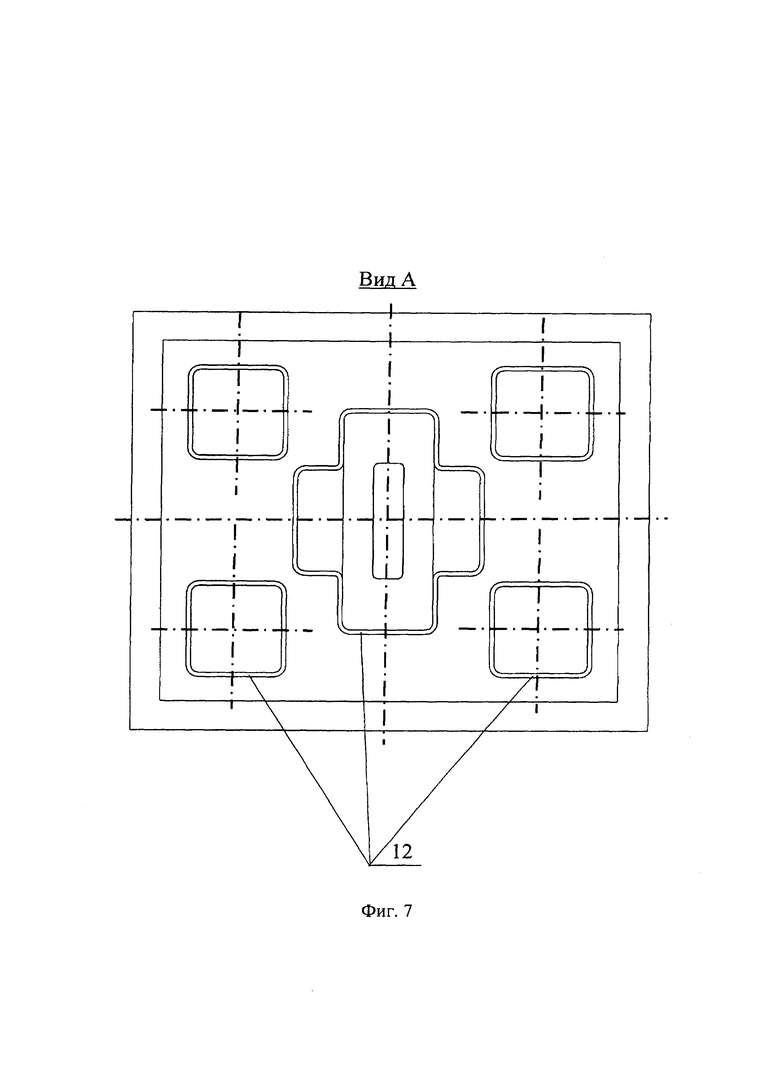
на фиг. 7 - изображен вид А на фиг. 6.
Заявляемый комплект оснастки для контроля технологической точности автоматических формовочных линий состоит из подмодельных плит низа и верха 1 и 2 соответственно с закрепленными на плите 1 четырьмя угловыми и центральной моделями низа 3 и 4 соответственно и с закрепленными на плите 2 четырьмя угловыми и центральной моделями верха 5 и 6 соответственно, формирующими полуформы низа и верха 7 и 8 соответственно в опоках низа и верха 9 и 10 соответственно.
Все модели 3, 4, 5, 6 выполнены в виде литейных болванов с буртами 11 по периметру.
Угловые модели низа 3 имеют одинаковые размеры и расположены по углам подмодельной плиты низа 1. Центральная модель низа 4 более массивна, расположена по центру подмодельной плиты низа 1 и выполнена в виде ступенчатого литейного болвана крестообразной формы.
Угловые модели низа 3 и центральная модель низа 4 выполнены таким образом, что их боковые поверхности по периметру выходят за пределы бурта 7. Такие конструктивные элементы необходимы для получения канавок 12 по периметру моделей в полуформе низа 7. Канавки 12 предназначены для сбора просыпей и мусора.
Угловые модели верха 5 имеют одинаковые размеры и расположены по углам подмодельной плиты верха 2. Центральная модель верха 6 выполнена в виде массивного ступенчатого литейного болвана крестообразной формы.
Внешние размеры моделей верха 5 и 6 соответствуют внутренним размерам моделей низа 3 и 4 соответственно.
Для крепления моделей 3, 4, 5, 6 в подмодельных плитах 1 и 2 по углам и центру предусмотрены специальные гнезда под бурты 11 моделей. Крепление осуществляется с помощью винтов и штифтов.
Подмодельные плиты 1 и 2, как и модели 3, 4, 5 и 6 выполнены из серого чугуна марки СЧ25 ГОСТ 1412-85.
Для осуществления контроля технологической точности автоматической формовочной линии поочередно изготавливают полуформы низа 7 и верха 8 соответственно. Поверхности подмодельных плит 1 и 2 в сборе с моделями 3, 4 и 5, 6 формируют рабочие поверхности полуформ 7 и 8 соответственно.
Поверхность подмодельных плит 1 и 2, как и поверхность буртов 11 со стороны крепления моделей 3, 4, 5, 6 к подмодельным плитам 1 и 2, расположена на линии разъема формы.
Сначала на машине низа изготавливают полуформу низа 7. Для этого на вибростоле размещают подмодельную плиту низа 1 с закрепленными на ней моделями низа 3 и 4. Далее с помощью установочного механизма на подмодельную плиту низа 1 устанавливают опоку низа 9.
В опоку 9 засыпают формовочную смесь, которая под действием колебаний вибростола равномерно распределяется внутри опоки 9. Посредством пневматической головки утрамбовывают формовочную смесь в опоке 9, обеспечивая отпечаток моделей 3 и 4 в формовочной смеси. Таким образом, сформированная в опоке низа 9 полуформа низа 7 с рабочей поверхностью, готова. Далее с помощью установочного механизма, производится съем опоки 9 со сформированной в ней полуформой низа 7.
Таким же образом на машине верха изготавливают полуформу верха. На вибростоле размещают подмодельную плиту верха 2 с закрепленными на ней моделями верха 5 и 6. Так же с помощью установочного механизма на подмодельную плиту верха 2 устанавливают опоку верха 10. В опоку 10 засыпают формовочную смесь, которая под действием колебаний вибростола равномерно распределяется внутри опоки 10. Посредством пневматической головки утрамбовывают формовочную смесь в опоке 10, обеспечивая отпечаток моделей 5 и 6 в формовочной смеси. Сформированная в опоке верха 10 полуформа верха 8 с рабочей поверхностью тоже готова. Далее с помощью установочного механизма производится съем опоки 10 со сформированной в ней полуформой верха 8.
После изготовления полуформы низа 7 и полуформы верха 8 с рабочими поверхностями автоматически производят сборку опок 9 и 10 на автоматической формовочной линии непосредственно на механизме сборки полуформ. Механизм сборки полуформ содержит два ряда роликовых батарей и захваты. Роликовые батареи служат для перемещения опоки верха 10. Захваты служат для удержания опоки верха 10 таким образом, чтобы при простановке опоки верха 10 на опоку низа 9 поверхности опок 9 и 10 были параллельны.
Рабочие поверхности полуформы низа 7 выполнены с выступами, а рабочие поверхности полуформы верха 8 выполнены с уступами, и при соединении полуформ низа и верха 7 и 8 соответственно рабочие поверхности образуют полное смыкание без зазоров.
Далее, для осуществления контроля технологической точности автоматической формовочной линии, оператор останавливает линию и переходит на ручной процесс управления.
С помощью пульта управления оператор поднимает опоку верха 10 с полуформой верха 8, то есть перемещает ее в верхнее положение. Подъем опоки верха 10 должен производиться с соблюдением технологической точности механизма сборки полуформ. При соблюдении технологической точности происходит равномерное снятие опоки верха 10 с опоки низа 9, в результате чего отсутствуют обжим и осыпание полу форм 7 или 8.
После снятия опоки верха 10 опоку низа 9 с полуформой низа 7 перемещают на участок осмотра, где происходит тщательная проверка полуформы низа 7 на наличие сора (просыпей и формовочной осыпавшейся смеси) в канавках 12. Для осмотра требуется использовать дополнительное освещение, например, переносной фонарь. Канавки 12 должны быть чистыми, то есть в них не должно быть осыпавшейся смеси. Это значит, что механизм сборки полуформ настроен правильно и дополнительной настройки не требуется.
В случае наличия формовочной смеси в канавках 12 механизм сборки полуформ требует выверки и устранения отклонений от технологической точности и остановку автоматической формовочной линии.
Если несоответствие невозможно удалить немедленно, то изготовление продукции (отливок) необходимо прекратить.
В случае, когда в канавках 12 полуформы низа 7 отсутствует осыпавшаяся смесь, но все же происходит выпуск бракованных отливок, это означает, что проблема кроется в настройке механизмов машины низа или машины верха и именно там требуется ремонт и настройка, а оснастка для изготовления отливок полностью соответствует требуемой технологической точности.
Заявляемый комплект оснастки для контроля технологической точности автоматических формовочных линий позволит с большой точностью выявить причины подрыва полу форм.
В случае, когда произошел подрыв полуформы, о котором свидетельствует наличие формовочной смеси на моделях низа или верха, это означает, что оснастка для изготовления отливок не соответствует требуемой технологической точности и необходимо провести настройку машины низа или машины верха.
Перед введением в эксплуатацию оборудование проходит проверку на соответствие нормам точности. Составной частью обслуживания автоматической формовочной линии являются плановые и неплановые проверки на технологическую точность. Плановые проверки проходят ежеквартально. Неплановые проверки проводят при выявлении повышенного брака литья по засору, смещению, перекосу.
При интенсивной работе автоматической формовочной линии в процессе эксплуатации оснастки для изготовления отливок необходима регулярная проверка на технологическую точность, а именно проверка соосности между центрами втулок и штырей. Интенсивная работа автоматической формовочной линии приводит к износу штырей и втулок, что влечет за собой нарушению их соосности, к смещению верхних полуформ, в результате чего происходит неточное смыкание полуформ.
При заливке металлом в такие формы получают некачественную продукцию: на отливках образуются различные дефекты (приливы, земляной засор, разностенность, смещение).
Заявляемое изобретение было опробовано в производстве стального литья Литейного завода ПАО «КАМАЗ» на автоматических формовочных линиях СПО-1 и СПО-2. Еженедельно проводилась неплановая проверка оборудования с использованием комплекта оснастки для контроля технологической точности автоматических формовочных линий. При выявлении несоответствий работу автоматической формовочной линии останавливали и немедленно устраняли несоответствие. Результаты опробования показали снижение уровня потерь от выпуска бракованной продукции.
В сравнении с известными техническими решениями, заявляемое изобретение обеспечивает своевременное выявление несоответствий технологической точности, что ведет к предупреждению образования литейных дефектов и позволяет повысить качество отливок.
К преимуществам также относится:
- обеспечивает высокую технологическую точность автоматической формовочной линии за счет полуформ низа и верха с рабочими поверхностями, изготовленными при помощи подмодельных плит с закрепленными на них моделями;
- оперативность принятия решения до заливки формы металлом при видимом наличии осыпавшейся смеси в канавках полуформы низа;
- возможность точного разграничения причин выпуска бракованных отливок: при наличии осыпавшейся смеси в канавках - причина в отклонении от технологической точности механизма сборки полуформ, при отсутствии осыпавшейся смеси в канавках - причина в настройке механизмов машины низа или машины верха;
- позволяет повысить качество литья за счет своевременного выявления несоответствий технологической точности, что ведет к предупреждению образования литейных дефектов на отливках.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ГАЗООТВОДНЫХ КАНАЛОВ В ЛИТЕЙНОЙ ФОРМЕ | 2019 |
|
RU2704776C1 |
| Литейная форма | 1989 |
|
SU1724416A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
Настоящее изобретение относится к литейному производству, к измерительным устройствам, а именно к шаблонам для проверки контуров, и предназначено для контроля технологической точности автоматических формовочных линий. Комплект оснастки для контроля технологической точности автоматических формовочных линий состоит из подмодельной плиты низа с закрепленными на ней моделями низа и подмодельной плиты верха с закрепленными на ней моделями верха, которые формируют рабочие поверхности полуформ низа и верха в опоках низа и верха соответственно. На каждой подмодельной плите с помощью винтов и штифтов закреплено по четыре угловых и одной центральной модели. Для крепления моделей в подмодельных плитах предусмотрены специальные гнезда. Все модели выполнены в виде литейных болванов с буртами по периметру. Центральные модели более массивны, выполнены в виде ступенчатых литейных болванов крестообразной формы и расположены по центру подмодельных плит. Модели низа выполнены таким образом, что их боковые поверхности по периметру выходят за пределы буртов. Технический результат - своевременное выявление несоответствий технологической точности автоматических формовочных линий, что влияет на качество отливок. 1 з.п. ф-лы, 7 ил.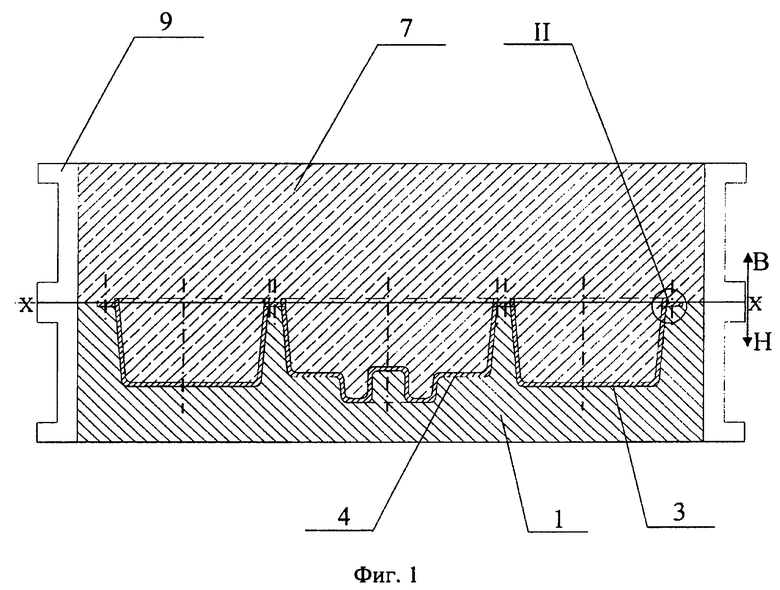
1. Комплект оснастки для контроля технологической точности автоматических формовочных линий, состоящий из форм с рабочими поверхностями, отличающийся тем, что содержит подмодельные плиты низа и верха, с закрепленными на каждой из них четырьмя угловыми и центральной моделями низа и верха соответственно, формирующими рабочие поверхности полуформы низа и верха соответственно в опоках низа и верха соответственно, при этом рабочие поверхности на полуформе низа выполнены с выступами, а рабочие поверхности полуформы верха выполнены с уступами, и при соединении полуформ низа и верха рабочие поверхности образуют полное смыкание без зазоров, при этом все модели выполнены в виде литейных болванов, причем центральная модель представляет собой массивный ступенчатый болван крестообразной формы, внешние размеры моделей верха соответствуют внутренним размерам моделей низа, а боковые поверхности моделей низа по периметру выходят за пределы бурта для формирования канавок по периметру моделей в полуформе низа.
2. Комплект по п. 1, отличающийся тем, что крепление моделей к подмодельным плитам осуществляется посредством винтов и штифтов.
| УСТРОЙСТВО для ЮСТИРОВКИ КВАДРУПОЛЬНЫХМАГНИТНЫХ линз | 0 |
|
SU202361A1 |
| 0 |
|
SU159399A1 | |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ контроля точности изготовления и износа модельной оснастки | 1975 |
|
SU570447A1 |
| ОПОКА | 1991 |
|
RU2067908C1 |
| CN 205629299 U, 12.10.2016. | |||

