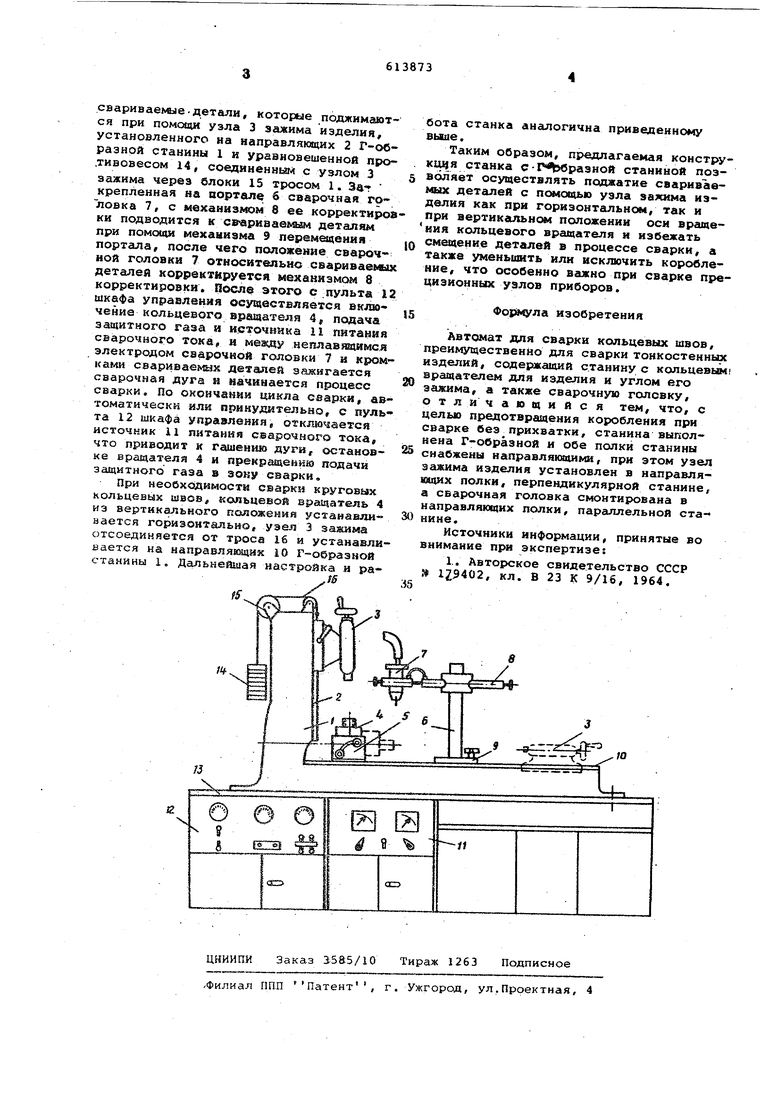
(54) АВТОМАТ ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ свариваелые.детали, которые поджимаются при помощи узла 3 зажима изделия, установленного на направляющих 2 Г-обраэнрй станины 1 и уравновешенной про.тивовесом 14, coeдинeннш iI с узлом 3 зажима через блоки 15 тросом 1. Здт крепленная на портале б сварочная головка 7, с мехаиизлюм 8 ее корректиров ки подводится к свариваемым деталям при noMouiH механизма 9 перемещеиия портала, после чего положение сварочной головки 7 относительно свариваемых деталей корректируется механизмом 8 корректировки. После этого с пульта 12 шкафа управления осуществляется вклю чение кольцевого вра аателя 4 подача защитного газа и и.сточвика 11 питания сварочного тока, и меащу неплавящимся электродом сварочной головки 7 и кромками свариваемык деталей зажигается сварочная дуга и начинается процесс сварки. По окончании цикла сеарки, а8 томатическк или принудительно, с пульта 12 шкафа управления, отключается источник 11 литания сварочного тока, что приводит к гашению дуги, остановке вращателя 4 и прекращению подачи защитного газа в зоку сварки. При необходимости сварки круговых кольцевых швов, кольцвЁОЗ врагдатель 4 из вертикального пслйожений усганавлиаается горизонтально, узел 3 зажима отсоединяется от троса 16 я устанавливается на направлякидик iO Г-обраэной станины 1. Дальнейшая настройка и раота станка аналогична приведенному ыше. Таким образом, предлагаемая конструки1}я станка с-Г си5разной станиной позволяет осуществлять поджатие свариваемых деталей с помощью узла зажима изделия как при горизонтальном, так и при вертикальном положении оси вращеиия кольцевого вращателя и избежать смещение деталей в процессе сварки, а также уменьшить или исключить коробление, что особенно важно при сварке прецизионных узлов приборов. изобретения Автомат для сварки кольцевых швов, преимущественно для сварки тонкостенньос изделий, содержащий станину с кольцевьен вращателем для изделия и углом его зажима, а также сварочную головку, отличающийся тем, что, с целью предотвращения коробления при сварке без прихватки, станина выполнена Г-образной и обе полки станины снабжены направлякнцими, при этом узел зажима изделия установлен в направляющих полки, перпендикулярной станине, а сварочная головка смонтирована в направляющих полки, параллельной ста- нине. Источники информации, принятые во внимание при экспертизе: 1., Авторское свидетельство СССР 119402, кл. В 23 К 9/16, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
