Г-;.:- . известка устйнввка йля .сборки и сварки трубопроводов 1:Содержашая раму, на которой смонтировань fc воэможностью перемещения f., приводная .тележка с узлами зажима и пово- i рота изделия, сварочная головка, катковая : 6 опора и задняя бабка. Однако производитель-: ность известной установки малая, а сборка ,и стыковка деталей трубопроводов возмржна ТольЕО по наружным крмкам собираемых из- i делий, что снижает качество сварочных швовЛо I Для повышения производительности задняя бабка и приводная тележка снабжены повоI ротными трубками с установленными на них йа разных уровнях консолями, на которых ; смонттфованы внутренние центраторы.iI8
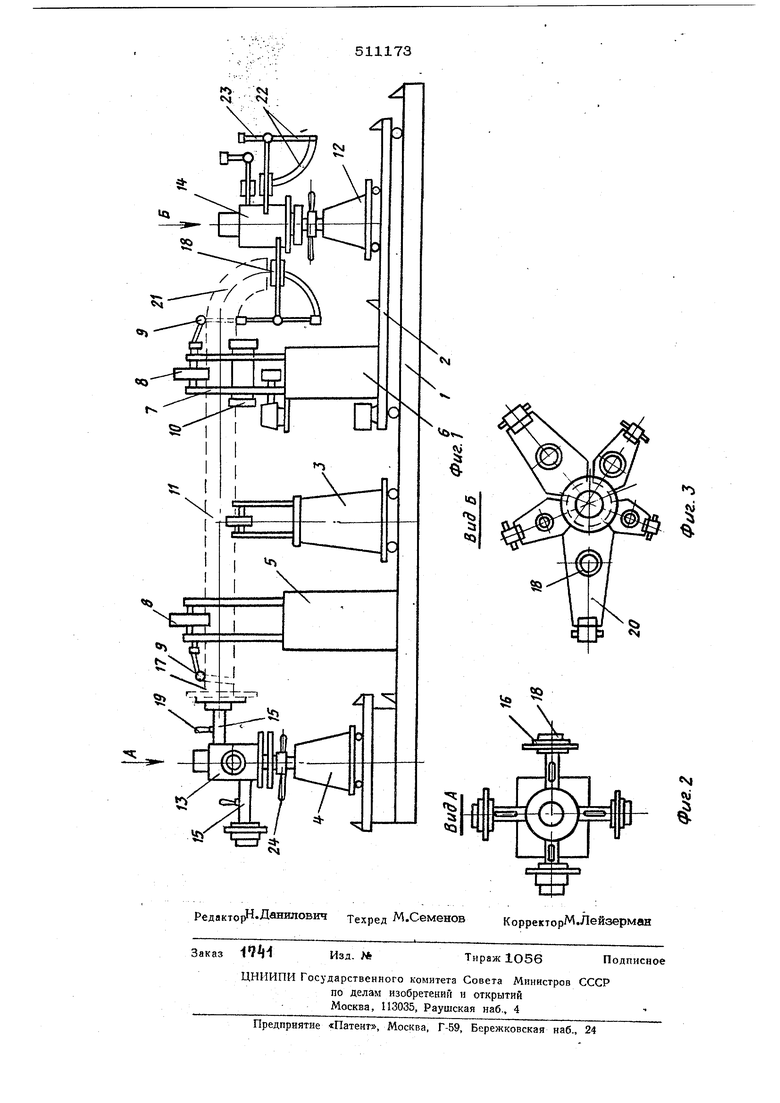
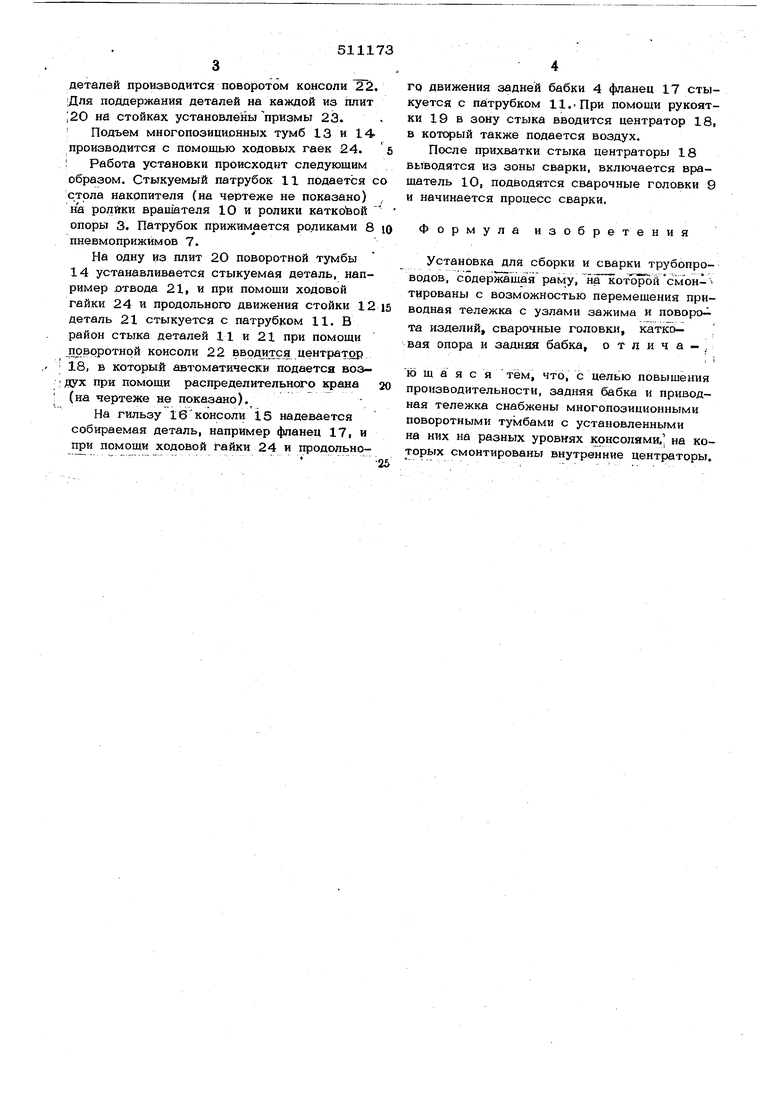
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - вид по стрелке А на i 1; на фиг. 3 - вид по стрелке Б на фиг 1.
Установка состоит из общей рамы 1, на , которой смонтированы с возможностью пере- 20 мещения приводная тележка 2 катковая I ра 3с роликами и столика задней бабки 4, ; i а также неподвижная стойка 5.
На стойке 6 приводной тележки 2 и не- . подвижной стойке 5 располаРеются пневмо- W
прижимы 7 с прижимными роликами 8 и сварочные головки 9. На стойке 6 также установлен вращатель 10 патрубка Ц.
На стойке задней бабки 4 и стойке 12 приводной тележки 2 смонтированы многопозиционные поворотные тумбы 13 и 14.
На поворотной тумбе 13 задней бабки 4 на разных уровнях установлены консоли 15 с гильзами 16 для сборки и сварки деталей КЗ труб, например фланца 17 с патрубком 11. Внутри каждой из гюпьз располагаются 1 внутренние центратору 18, соответствующие
диаметру стыкуемых деталей. Ввод центратора 18 задней бабки в место стыковки деталей производится при помощи рукоятки 19 штанги, закрепленной в центраторе (на
чертеже не показано), которая находится
;внутри консоли 15.
: На поворотной тумбе 14 на разных уров- (Нях установлены сборочные плиты 20 для сборки и сварки дебелей трубопроводов, на пример отвода 21 с патрубком 11. На каждо .сборочной плите 2О размешаются внутренние центраторы 18, и ввод их в место стыковки
деталей производится поворотом консоли 22. Для поддержания деталей на каждой из плит ,20 на стойках установлены призмы 23.
Подъем многопозицирнных тумб 13 и 14 производится с помощью ходовых гаек 24. 5 : Работа установки происходит следующим образом. Стыкуемый патрубок 11 подается со стола накопителя (на чертеже не показано) ,. на ролики вращателя 10 и ролики каткоЬой опоры 3. Патрубок прижимается роликами 8 ю пневмоприжймов 7.
На одну из плит 20 поворотной тумбы 14 устанавливается стыкуемая деталь, например твода 21, и при помощи ходовой гайки 24 и продольного движения стойки 12 15 деталь 21 стыкуется с патрубком 11. В район стыка деталей 11 и 21 при помощи поворотной консоли 22 вв рдится центратор 18, в который автоматически подается воз; дух при ПОМОЩИ распределительного крана 20 (на чертеже не показано).
На гильзу 16 консоли is надевается собираемая деталь, например фланец 17, и при помощи ходовой гайки 24 и продольно 25
го движения задней бабки 4 фланец 17 стыкуется с па1трубком 11,При помощи рукоятки 19 в зону стыка вводится центратор 18, в который также подается воздух.
После прихватки стыка центраторы 18 выводятся из зоны сварки, включается вращатель 10, подводятся сварочные головки 9 и начинается процесс сварки.
Формула изобретения
Установка для сборки и сварки трубопроводов, содержащая раму, на кото ройсмон- тированы с возможностью перемещения приводная тележка с узлами зажима и поворота изделий, сварочные головки, катко.вая опора и задняя бабка, о т л и ч а - ,
ю щ а я с я тем, что, с целью повышения производительности, задняя бабка и приводная тележка снабжены многопозиционными поворотными тумбами с установленными на них на разных уровнях консолями, на которых смонтированы внутренние центраторы.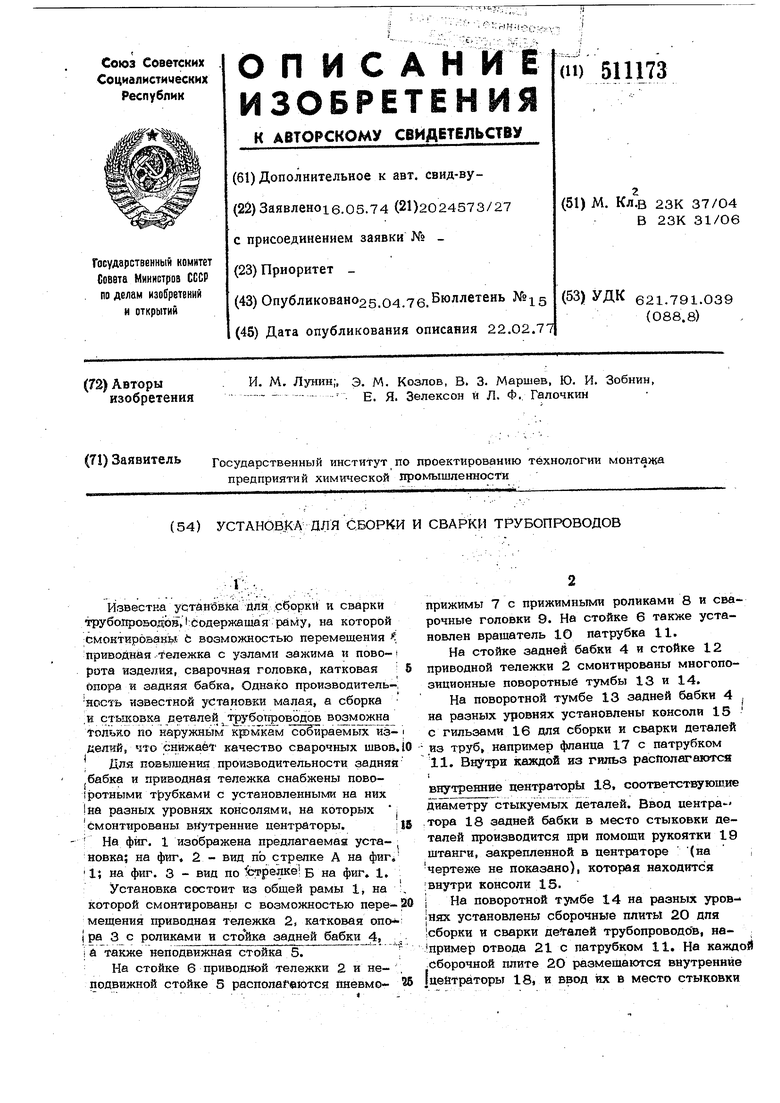
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| Трубомонтажная линия и трубонакопитель трубомонтажного комплекса | 1990 |
|
SU1820128A1 |