Изобретение относится к порошковой металлургии, в частности, способам получения антифрикционных втулок, и может быть использовано в любой отрасли машиностроения.
Общепринято, что круговые канавки на порошковых деталях выполняются механической обработкой после операции спекания (С.С.Ермаков, Н.Ф.Вязников. "Металлокерамические детали в машиностроении", Ленинград: "Машиностроение", 1975, стр. 26-27). Иногда для обеспечения масляного кармана в соединении "вал - втулка спеченная" выполняется проточка на валу (Руководящий документ РД16 328-86 "Изделия электротехнические. Детали порошковые", Общие требования и нормы. Информэлектро, 1987, стр. 29).
К недостаткам обоих способов относятся дополнительные затраты на механическую обработку выемки на валу или втулке.
Целью данного изобретения является снижение затрат за счет устранения операции мехобработки.
Цель достигается тем, что по способу изготовления спеченных втулок, включающему приготовление шихты, прессование, спекание и калибрование, форма прессованной заготовки (прессовки) имеет по торцам разносторонние бурты, т. е. с одного торца - внешний, с другого - внутренний. Технологическая операция калибрования совмещается с осадкой втулки в цилиндрической матрице и внешний бурт переводится во второй внутренний.
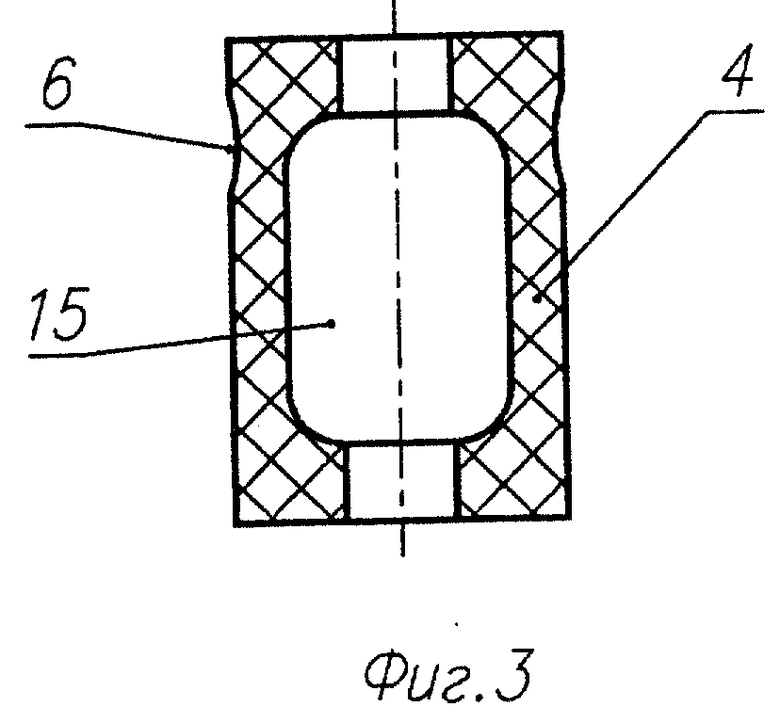
На фиг. 1 изображен вариант прессовочного инструмента в процессе формообразования, на фиг. 2 - процесс калибрования с осадкой спеченной заготовки, на фиг. 3 - готовая втулка с внутренней выемкой.
Способ осуществляется следующим образом. Из металлического порошка в пресс-форме фиг. 1, состоящей из буртовой матрицы 1, верхнего 2 и нижнего 3 пуансонов разных диаметров, двухсторонним прессованием формируется заготовка втулки 4 путем переталкивания нижнего стержня 5 верхним 6. Сформированная заготовка втулки имеет разносторонние бурты с обоих торцев, с верхнего торца - внешний бурт 7, с нижнего - внутренний 8.
После спекания заготовка втулки обычно подвергается калиброванию для обеспечения точных размеров по внутреннему и наружному диаметрам. По предлагаемому способу эта операция происходит в калибровочном пресс-инструменте фиг. 2, состоящем из цилиндрической матрицы 9 с большим заходным конусом 10, верхнего 11, нижнего 12 пуансонов равных диаметров и стержня 13. Заготовка втулки 4 ставится в конус 10 матрицы 9 и вдвигается внутрь нее верхним пуансоном 11. Верхний бурт 7 при этом сжимается конусом 10 до размеров рабочего окна матрицы. Верхний пуансон 11, продолжая движение внутрь матрицы, осаживает заготовку втулки между торцами верхнего и нижнего пуансонов. Под действием усилия осадки материал втулки, стремясь сохранить прежний объем, перемещается в сторону большего размера, т.е. к ее стенкам матрицы, как указано стрелками на фиг. 2.
На фиг. 3 показана готовая втулка 14 после извлечения из калибровочной матрицы. Она имеет на торцах односторонние внутренние бурты, а между ними - выемку 15. Иногда на наружной поверхности втулки, ввиду недостаточной осадки, может остаться технологический след в виде пояска 16, который не влияет на эксплуатационные свойства готовой детали. Полученная таким способом втулка имеет высокоточные размеры 6-7 квалитета по наружному и внутреннему диаметрам, а также выемку под масляный карман, полученную без дополнительной механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Пресс- форма для изготовления изделий типа втулки из металлических порошков | 1986 |
|
SU1447571A1 |
| Способ изготовления спеченных втулок с буртом | 1987 |
|
SU1502194A1 |
| Способ изготовления прямозубых порошковых шестерен | 1990 |
|
SU1771881A1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД С БИМЕТАЛЛИЧЕСКОЙ ОБЛИЦОВКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2151362C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |

Способ изготовления спеченных втулок с внутренней выемкой включает приготовление шихты, прессование заготовки с разносторонними буртами по торцам, спекание и калибрование с осадкой спеченной заготовки в цилиндрической матрице с переводом внешнего бурта во внутренний. 3 ил.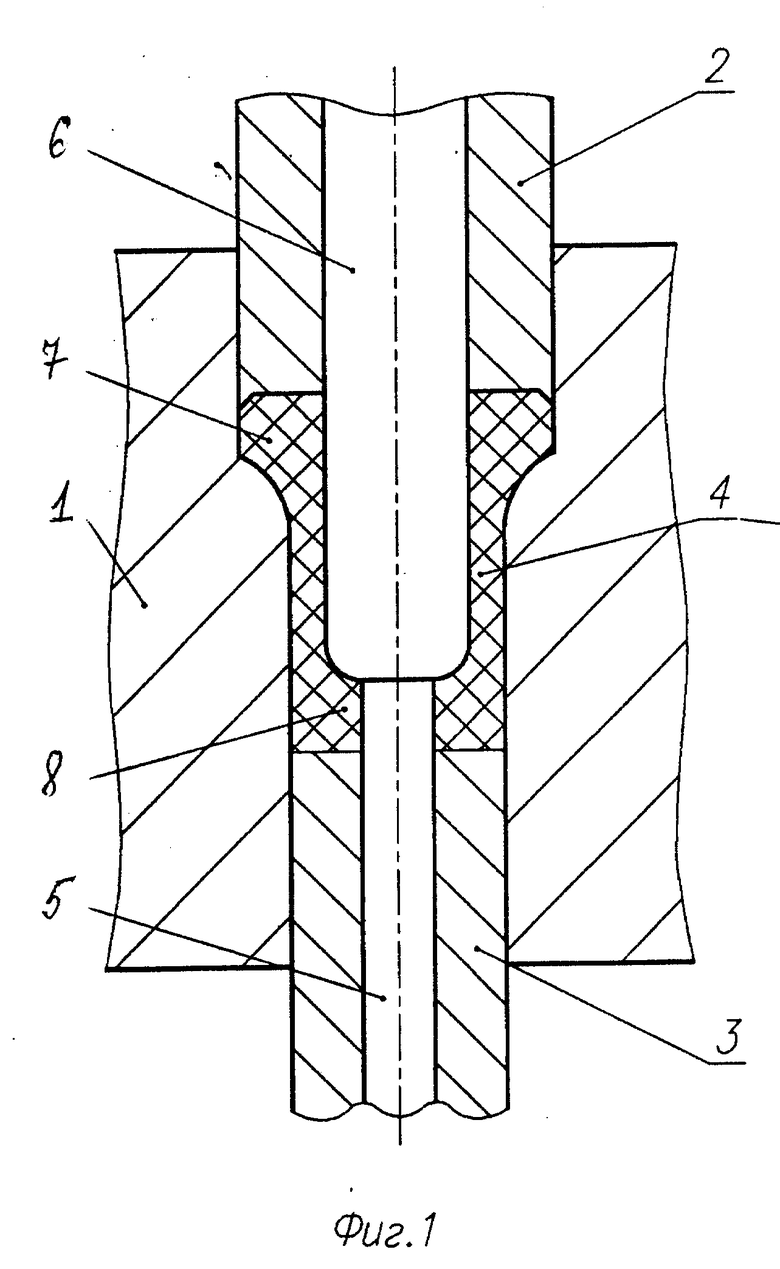
Способ изготовления спеченных втулок с внутренней выемкой, включающий приготовление шихты, прессование заготовки, спекание и калибрование, отличающийся тем, что заготовку втулки прессуют с разносторонними буртами по торцам, при этом при калибровании с осадкой спеченной заготовки в цилиндрической матрице внешний бурт переводят во внутренний.
| Ермаков С.С., Вязников Н.Ф | |||
| Металлокерамические детали в машиностроении | |||
| - Л.: Машиностроение, 1975, с.26 - 27 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХПОРОШКОВ | 0 |
|
SU240248A1 |
| Способ изготовления конических втулок из железного порошка | 1987 |
|
SU1560410A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| US 3805360 A, 23.04.74 | |||
| US 3837068 A, 24.09.74 | |||
| DE 1483707 A, 06.11.69 | |||
| DE 1483708 A, 02.04.70. | |||
