I
(21) 4183623/31-02 (22) 19.01.87 (46) 23.08.89. Бюл. И 3
(71)Коммунарский горно-металлурги- ческий институт
(72)М.Т.Брежнев, В.К.Бутенко, Н.М.Маслякона и А. Г. Гречихин
(53)621.762.4(088.8)
(56)Патент Франции 2015995, кл. В 60 В 17/00, 1970.
Авторское свидетельство СССР № 1163987, кл. В 22 F 3/02, 1983.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ВТУЛОК С БУРТОМ
(57)Изобретение относится к порошковой металлургии, в частности к способам изготовления спеченных втулок с буртом. Целью изобретения является повьпЕение производительности
способа при сохранении высокого уровня механических свойств. Для изготов пения втулок с буртом порошок засыпают в матрицу и подвергают прессованию составным пуансоном усилием 6,5 кг с противодавлением 1,9 кг до получения заготовки в форме стакана. Затем полученную заготовку прессуют до втулки с буртом с тем же усилием и тем же противодавлением, приклады- BaehftMH-соответственно-к наружной и внутренней частям пуансона. После этого заготовки спекают при 1150 С в течение 1,5 ч. Полученные втулки имеют те же механические свойства что и втулки, изготовленные по известному способу, но при этом производительность способа выше. 3 ил., 1 табл.
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Способ изготовления спеченных втулок с буртом | 1983 |
|
SU1163987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ВТУЛОК С ВНУТРЕННЕЙ ВЫЕМКОЙ | 1997 |
|
RU2123408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО СЕРДЕЧНИКА ОРГАНА РЕГУЛИРОВАНИЯ ЯДЕРНОГО РЕАКТОРА | 2009 |
|
RU2440215C2 |
| Пресс- форма для изготовления изделий типа втулки из металлических порошков | 1986 |
|
SU1447571A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
Изобретение относится к порошковой металлургии , в частности, к способам изготовления спеченных втулок с буртом. целью изобретения является повышение производительности способа при сохранении высокого уровня механических свойств. Для изготовления втулок с буртом порошок засыпают в матрицу и подвергают прессованию составным пуансоном с усилием 6,5 кг с противодавлением 1,9 кг до получения заготовки в форме стакана. Затем полученную заготовку прессуют до втулки с буртом с тем же усилием и тем же противодавлением, прикладываемыми соответственно к наружной и внутренней частям пуансона. После этого заготовки спекают при 1150°С в течение 1,5 ч. Полученные втулки имеют те же механические свойства, что и втулки, изготовленные по известному способу, но при этом производительность способа на 40% выше. 3 ил.
Изобретение относится к порошковой металлургии, в частности к способам изготовления деталей сложной формы типа втулок с буртом.
Целью изобретения является повышение производительности способа при сохранении высокого уровня механических свойств.
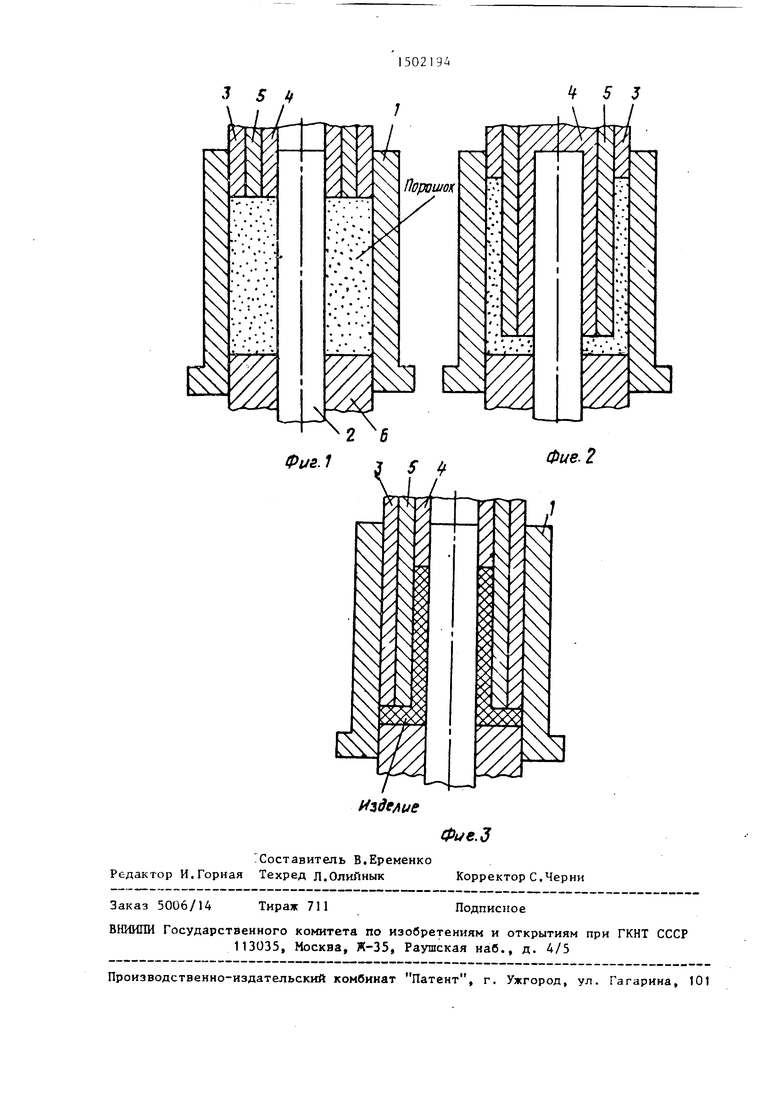
На фиг.1 представлен момент засьт- хи порошка; на фиг,2 - сборка после первичного прессования; на фиг.З - сборка после повторного прессования,
Для изготовления втулки с буртом из железного порошка марки 1ШЧМЗ в матрицу 1, по оси которой установлена оправка 2, засыпают порошок, при этом верхний составной пуансон, состоящий .из наружной 3, внутренней 4 и средней 5 частей, находится в крайнем положении, а нижний пуансон 6 занимает крайнее нижнее положение.
Затем от привода осуществляют перемещение составного пуансона, при этом к внутренней 4 и средней 5 частям прикладывают усилие, равное усилию прессования (6,4 кг), а к наружной части 3 усилие, равное усипию противодавления, составляющее в зависимости от типа порошка 0,2-0,5 усилия прессования (в данном случае равное 1,9 кг). При достижении давления прессования со стороны порошка, равного усилию противодавления, части 4 и 5 продолжают движение вниз, осуществляя njiouecc первичного прес- сования порошка обратным выдавливаю
о
4
31502
нием, а часть 3 пуансона под действием да}зления со стороны вытесняемого порошка отходит вверх, действуя при этом на порошок с усилием, равным усилию противодавления.
После окончания процесса первичного прессования получают заготовку, имеющую форму стакана (фиг,2),
Затем к внутренней части 4 пуан- сона прикладьтают усилие, равное уси- ли)о противодавлеш .-;, а к наружной части 3 - усилие, равт ое усилию прес сования (6,5 кг), при этом среднюю часть 5 оставляют неподвижной, Начи- нается период повторного прессования. Под действием усилия прессования, -действующего со стороны части 3 пуансона, порошок, образующий стенки стакана, -вытесняется в кольцевую попость образованную оправкой 2 и внутренней стенкой части 5, при этом часть А отходит с постоянным усипием, равным усилию противодавления, а часть 3 опускается до совмещения ее торца с торцом средней части 5, Это приводит к тому, что в процессе повторного прессования.осуществляется выворачивание стенок стакана с превращением послтеднего во втулку с буртом, при этом Hapy:icHaH поверхность стакана переходит во внутреннюю поверхность втулки, а внутренняя поверхность стакана - в наружную поверхность втул- кн.
После окончания процесса повторного прессования части 3, 5 а затем и часть А отводят в крайнее верхнее положение. Затем нижним пуансоном 6 отпрессованное изделие удаляют из пресс формы, после чего пуансон 6 возвращают в исходное положение, и цикл прессования повторяется. Извлечение заготовки подвергают спеканию гто режиму: 1150 С в течение 1,5 ч в Дйссоци- ированном аммиаке.
Известный
Предлагаемый
5 0 0. 5
40 45
5
В таблице приведены результаты испытаний механических свойств изделий, изготовленных с использованием двойного прессования и последующего спекания в сравнении с механическими свойствагш изделий, изготовленных по известному способу, включшодему прессование, спекание, повторное прессование и окончательное спекание.
Как видно из таблицы, механические свойства изделий, изготовленных обоими способами, имеют одинаково высокий уровень механических свойств, но предлагаемый способ позволяет исключить одну операцию спекания, что приблизительно ца 4% повышает производительность способа.
Формула изобретения
Способ изготовления спеченных втулок с буртом, включающий загрузку порошка в матрицу, первичное прессование пуансоном, повторное прессование с противодавлением, составляющим 0,2- 0,5 усилия прессования и последующее спекание, отличающийся тем, что, с целью повыпения производительности способа при сохранении высокого уровня механических свойств прессование проводят составным пуан- ооном с наружной, промежуточной и внутренней частями, первичное прессование ос тцествляют путем приложения давления к внутренней и промежуточной частям пуансона до получения заготовки в форме стакана, а повторное прессование осуществляют путем приложения давления к наружной части пуансона и противодавления к внутренней части при неподвижной промежуточной части до перетекания порошка в полость, образуемую внутренней частью пуансона.
ГСоставитель В.Еременко Редактор И.Горная Техред Л.ОлиГшык
Заказ 5006/14
Тираж 711
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. Д/5
ИгдсАие
i/e.J
Корректор С.Черни
Подписное
