Изобретение относится к порошковой металлургии, в частности к способам изготовления конических втулок из железного порошка,
Целью изобретения является повышение выхода годного и качества втулок за счет равноплотности по высоте и сечению
Способ изготовления конических втулок из железного порошка заключается в следующемо
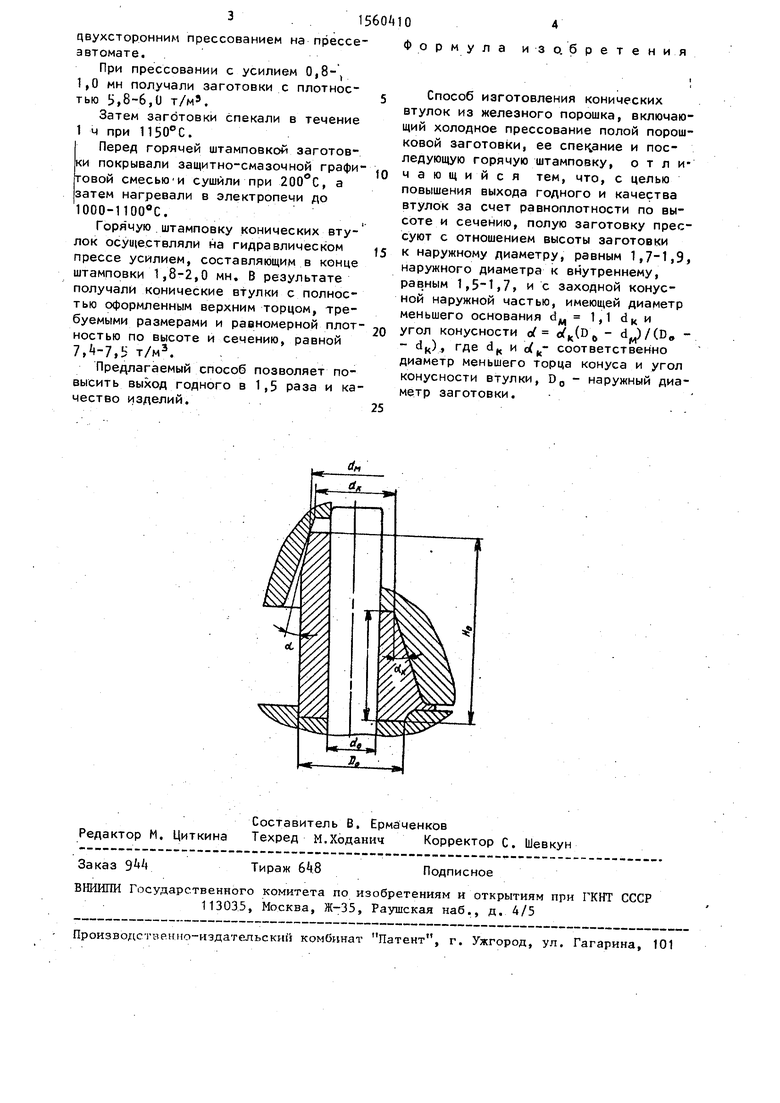
Прессуют из порошка полую заготовку с отношением высоты Н0 к наружному диаметру Д0, равным 1,,9} с отношением наружного диаметра Д0 заготовки к внутреннему dc, равным и с заходной конусной наружной частью, имеющей диаметр меньшего основания dM 1,1 dK и угол конусности d c/Kx(D0- dM)/(D0 - dK), где dK и dк- соответственно диаметр меньшего торца конуса и угол конусности втулки. Затем порошковую заготовку спекают и подвергают горячей штамповке с получением конической втулки.
На чертеже показана форма порошковой заготовки (слева) и конической втулки (справа).
Пример. Для изготовления конической втулки размерами Н 68 мм, D0 - 55 мм, d0 32 мм, dK 40 мм, с/ 12° прессовали из порошка ПЖВ4 заготовку с заходной конической частью размерами Н0 114 мм, D0 55 мм, |db 32 мм, dM 44 мм и d 9°305
двухсторонним прессованием на прессе- автомате.
При прессовании с усилием 0,8-, 1,0 мн получали заготовки с плотностью 5,8-6,0 т/м.
Затем заготовки спекали в течение 1 ч при 1150°С.
Перед горячей штамповкой заготовки покрывали защитно-смазочной графи- товой смесью и сушили при 200°С, а затем нагревали в электропечи до 1000-1100°С.
Горячую штамповку конических втулок осуществляли на гидравлическом прессе усилием, составляющим в конце штамповки 1,8-2,0 мн. В результате получали конические втулки с полностью оформленным верхним торцом, требуемыми размерами и равномерной плот- ностью по высоте и сечению, равной 7,4-7,5 т/м3.
Предлагаемый способ позволяет повысить выход годного в 1,5 раза и качество изделий.
Формула изо. бретения
Способ изготовления конических втулок из железного порошка, включающий холодное прессование полой порошковой заготовки, ее спекание и последующую горячую штамповку, отличающийся тем, что, с целью повышения выхода годного и качества втулок за счет равноплотности по высоте и сечению, полую заготовку прессуют с отношением высоты заготовки к наружному диаметру, равным 1,,9, наружного диаметра к внутреннему, равным 1,,7, и с заходной конусной наружной частью, имеющей диаметр меньшего основания dM 1,1 dk и угол конусности d (D0 - dM)/(De - - dK), где dK и of ц- соответственно диаметр меньшего торца конуса и угол конусности втулки, D0 - наружный диаметр заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конических воронок из трубчатой заготовки | 1989 |
|
SU1729695A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Способ прессования изделий из порошковых материалов и устройство для его осуществления | 1986 |
|
SU1344513A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Способ ГЕД изготовления особотонкостенных металлических полых деталей | 1989 |
|
SU1704881A1 |
| Способ изготовления изделий сложной формы из металлического порошка | 1981 |
|
SU977111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |
| Прессующий блок | 1979 |
|
SU846110A1 |
| Устройство для редуцирования трубныхзАгОТОВОК | 1979 |
|
SU845996A1 |
Изобретение относится к порошковой металлургии. Целью изобретения является повышение выхода годного и качества втулок за счет равноплотности по высоте и сечению. Из железного порошка прессуют полую заготовку с отношением высоты к наружному диаметру DO, равным 1,7-1,9, с отношением наружного диаметра DO заготовки к внутреннему диаметру, равным 1,5-1,7, и с заходной конусной наружной частью, имеющей диаметр меньшего основания Dм=1,1Dк и угол конусности α=αк(Dо-Dм)/(DO-Dк), где Dк и αк - соответственно диаметр меньшего торца конуса и угол конусности втулки. Затем порошковую заготовку спекают и подвергают горячей штамповке с получением конической втулки. 1 ил.
Составитель В, Ермаченков Редактор М. Циткина Техред М.Ходанич Корректор С. Шевкун
Заказ 944
Тираж 648
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Овчинников А.Г | |||
| и др | |||
| Холодное прессование глубоких втулок из железных порошков, - Кузнечно-штамповоч- ное производство, 1986, И 7 с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Дорофеев Ю.Г | |||
| и др | |||
| Силовые параметры производства порошковых изделий типа втулок динамическим горячим прессованием | |||
| - Кузнечно-штамповочное производство, 1982, М 8, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
