Предложение относится к строительству и строительным материалам.
В промышленном и гражданском строительстве используется композиционный материал - фибробетон, содержащий в качестве дисперсной арматуры фибру.
Геометрические размеры и конфигурация фибры придают фибробетону определенные свойства и, в зависимости от требований, предъявляемых к материалу, используются различные виды фибр и способы их изготовления.
Интервал площади поперечного сечения стальной дисперсной арматуры, которая используется в практике исследований и производства строительных композитов с цементной матрицей, составляет от 0,01 до 1,2 мм2.
Из технической литературы и патентных источников известны способы изготовления фибры из проволочной заготовки, например, ее профилированием и рубкой.
Однако на практике рубкой из проволоки невозможно получить фибру, диаметр которой меньше 0,6 мм (площадь поперечного сечения 0.3 мм2).
Известны также способы изготовления фибры прерывистым резанием заготовки, например, фрезерованием сляба по патенту США N 4298660 от 3 ноября 1981 г., авт. Такео Нокогава, Кавасаки, Япония, "Производство стальных волокон для армирования бетона".
Для получения фибры этим способом, фрезу располагают относительно перемещаемой в горизонтальном направлении заготовки таким образом, что при вращении фрезы режущая кромка с передним углом θ входит в соприкосновение с материалом заготовки и срезает с ее поверхности тонкие отрезки треугольного поперечного сечения в соответствии с глубиной резания t и величиной подачи Sz.
Фрезерованием технически достижимо получение фибры с поперечным сечением площадью 0,1 мм2, что соответствует площади сечения круглой проволоки диаметром 0,35 мм, но процесс устойчив и производителен только для фибры с площадью поперечного сечения более 0,3 мм2, что соответствует площади сечения круглой проволоки диаметром 0,62 мм.
Таким образом, в интервале от 0,01 до 0,3 мм2 площади поперечного сечения фибры ни один из известных способов прерывистого резания путем фрезерования не придает элементам срезаемого металла характеристик, предъявляемых к дисперсным упрочнителям по размерам и форме сечения и по однородности площади сечения, вариация которой должна быть не более 20%.
Для получения фибры с площадью поперечного сечения в интервале от 0,01 до 0,3 мм2 предлагается использовать известный способ вибрационного резания.
Известны способы перевода непрерывного резания (точение, строгание, сверление) в прерывистое путем сообщения колебаний лезвию режущего инструмента. Этими приемами в непрерывных процессах резания решается задача дробления стружки с целью ее удаления и обеспечения безопасности процесса.
Процессы прерывистого вибрационного резания с различными направлениями колебаний инструмента описаны в книге Подураева В.Н. Обработка резанием с вибрациями. М.: Машиностроение, 1970 (аналог).
Примером могут служить режимы прерывистого процесса резания с осевыми вибрациями, описанные на стр. 20-58 указанного источника, графически проиллюстрированные на рис. 2 стр. 21.
При этом режимы дробления стружки математически описаны выражениями 2.11 и 2.12 на стр. 28 и 29 того же источника. Из них следует, что условиями дробления стружки являются:
- выход лезвия инструмента из обрабатываемого материала, который определяется отношением подачи на оборот при обычном резании к амплитуде колебаний;
- некратность периода оборота заготовки периоду колебаний лезвия инструмента.
Выполнение приведенных условий гарантирует дробление стружки. Выполнение приведенных условий в сочетании с назначением параметров процесса, определяющих поперечное сечение отдельного элемента стружки в интервале 0,5 до 0,01 мм2 (подача на 1 оборот заготовки и частота колебаний) позволяет использовать этот известный процесс для изготовления фибры.
Пример реализации предлагаемого способа приводится ниже в варианте установки прерывистого резания на базе токарного станка.
Схема установки представлена на фиг. 1, 2.
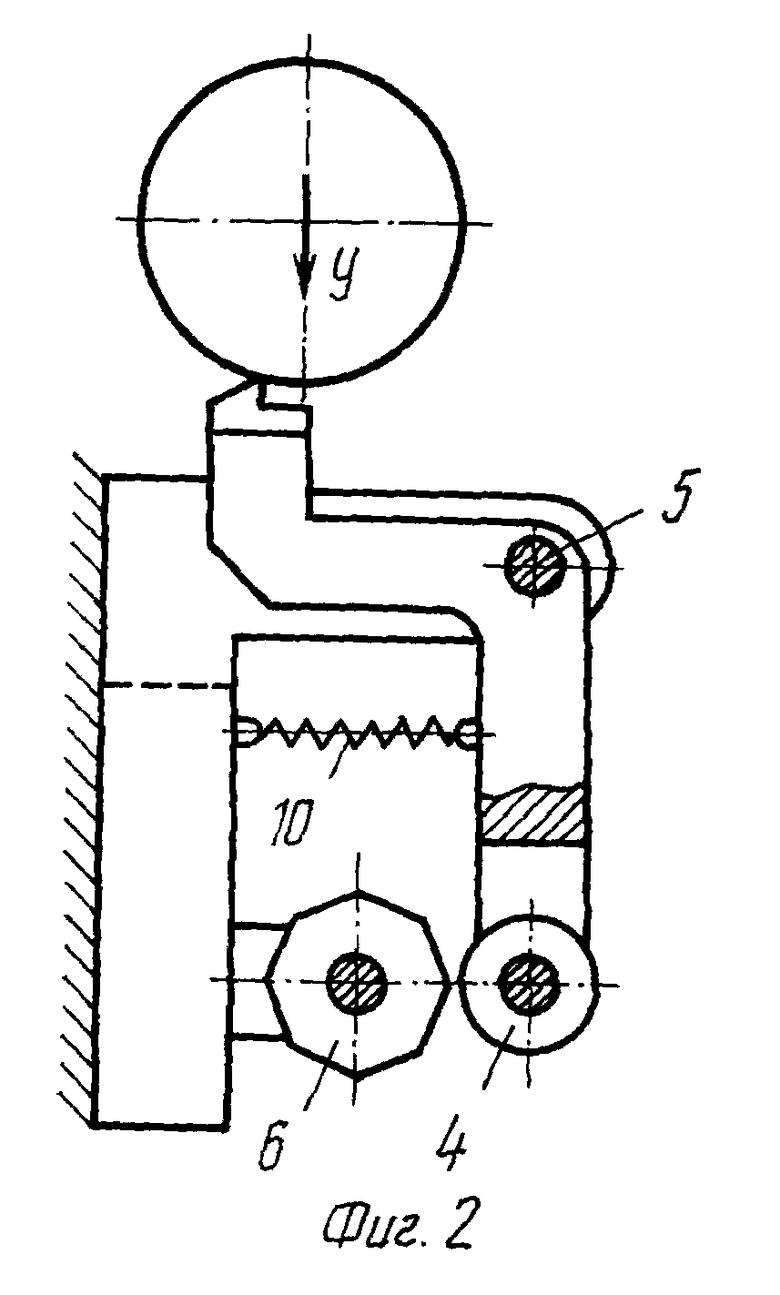
Установка для реализации способа включает в себя токарный станок, в патроне которого закреплена заготовка 1, рычаг 2 с резцом 3 на одном конце и роликом 4 на другом, смонтированный посредством шарнира 5 на суппорте станка, смонтированные там же кулачок 6, приводимый во вращение от двигателя 7 постоянного тока через тахогенераторы 8, 8' и блок управления 9.
Ролик 4 рычага 2 и кулачок 6, выполненный с п-выступами, соприкасаются своими поверхностями посредством пружины 10.
Фибру изготавливают следующим образом. Патрон с установленной в нем заготовкой 1 вращают с частотой, обеспечивающей ее скорость относительно резца 3, равную заданной скорости резания (Vp). Резец 3 суппортом перемещают параллельно оси заготовки 1 со скоростью подачи (Vп) и колеблют с частотой, не кратной частоте вращения заготовки. При этом колебания резцу 3 сообщают путем качания рычага 2 вокруг шарнира 5 посредством контакта ролика 4 и кулачка 6, приводимого во вращение двигателем 7 постоянного тока. Частоты вращения кулачка 6 и заготовки 1 сихронизируют и обеспечивают их некратность посредством тахогенераторов 8, 8' и блока управления 9. Амплитуду колебаний резца в направлении оси "y" устанавливают большей, чем толщина срезаемого слоя. В момент выхода резца 3 за пределы заготовки процесс резания прерывается и размеры элемента дисперсного армирования определяются количеством и формой материала, который срезается резцом 3 в период его движения в контакте с заготовкой 1.
Длина B образуемого элемента и площадь его поперечного сечения F определяется зависимостями:
B = t/sinϕ;
где
S - подача;
ϕ - главный угол в плане;
Vp - скорость резания;
n - число граней кулачка;
nдв - частота вращения кулачка;
t - глубина резания.
Например:
S = 0,05 мм/об
ϕ = 5o
Vp = 120 м/мин
F = 0,02 мм2
n = 20
nдв = 1500
При:
S = 0,1 мм/об
ϕ = 5o
Vp = 240 м/мин
F = 0,16 мм2
n = 10
nдв = 1500.
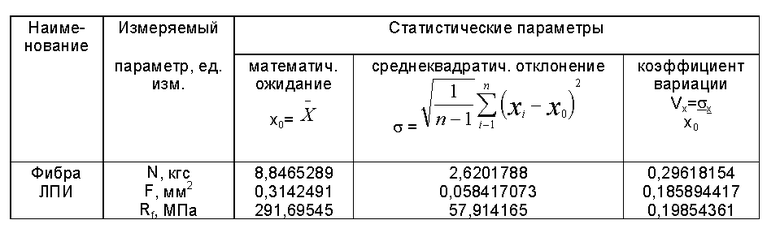
Продукт, получаемый изложенным способом, должен обладать однородностью по геометрическим параметрам, вариации которых не должны превышать 20%
Статистической обработкой результатов испытаний в количестве n = 1,2•103 установлены показатели, приведенные в таблице.
Таким образом, предложенный способ открывает возможность изготовления элементов дисперсного армирования, аналогичных волокнам, непосредственно из слитка или сляба (блюма), минуя стадию изготовления проволоки. Кроме того, для элементов малого сечения (менее 0,3 мм2) предложенный способ является единственным эффективным средством изготовления такой продукции в промышленных количествах.
Высокая однородность элементов, выявленная статистическими исследованиями, позволяет назначать высокие прочностные показатели такому упрочнителю. Это обеспечивает надежность конструкциям с его использованием, а также эффективное использование прочностного потенциала материала упрочнителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| ФИБРОБЕТОННАЯ СМЕСЬ | 2014 |
|
RU2575658C1 |
| УСТРОЙСТВО И СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА УСАДКИ СТРУЖКИ | 2003 |
|
RU2244608C1 |
| Способ обработки материалов сдРОблЕНиЕМ СТРужКи и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU806260A1 |
| ФИБРОБЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 2001 |
|
RU2188804C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
Предложение относится к строительству и строительным материалам. Предлагается применение способа прерывистого вибрационного резания для изготовления элементов дисперсного армирования материалов с площадью поперечного сечения 0,01 - 0,3 мм2. Технический результат - возможность изготовления элементов дисперсного армирования материалов с площадью поперечного сечения 0,01-0,3 мм2 непосредственно из слитка или сляба, минуя стадию изготовления проволоки. 1 табл., 2 ил.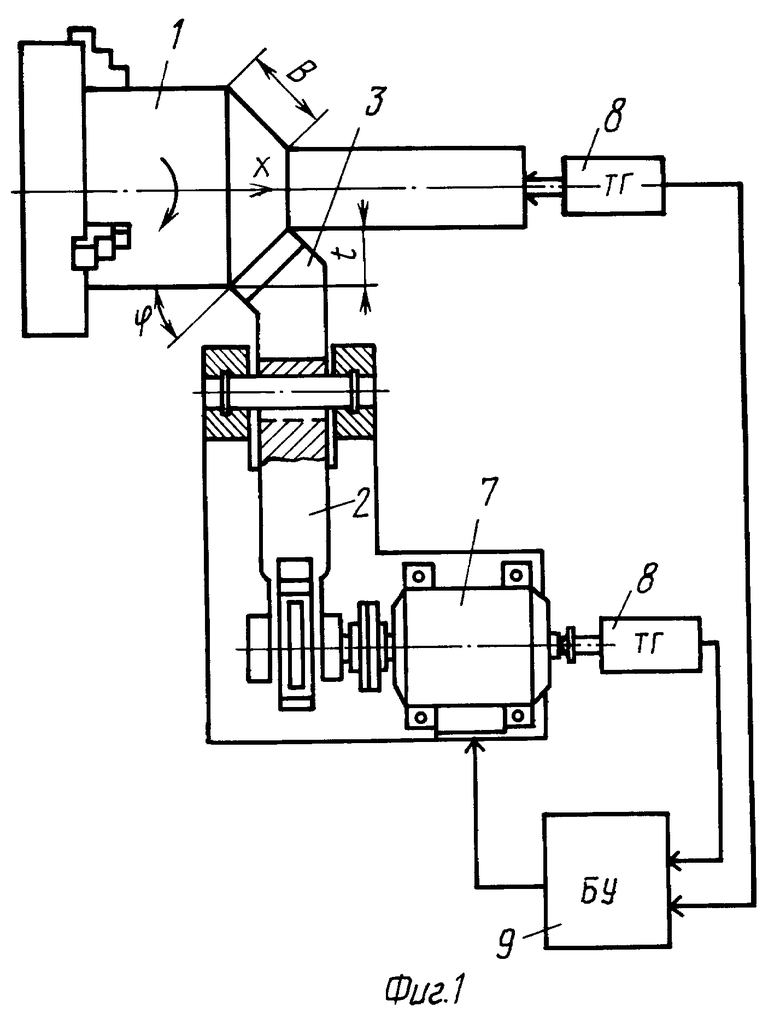
Применение способа прерывистого вибрационного резания для изготовления элементов дисперсного армирования материалов с площадью поперечного сечения 0,01 - 0,3 мм2.
| US 4298660 A, 03.11.81 | |||
| Подураев В.Н | |||
| Обработка резанием и вибрациями | |||
| - М.: Машиностроение, 1970, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Устройство для изготовления дисперсной арматуры | 1988 |
|
SU1546586A2 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

